

3.2圆弧类零件加工
文章编号: 1171 | 评级: 5/5 from 1 投票 | 最新更新: Tue, Mar 13, 2018 1:14 PM

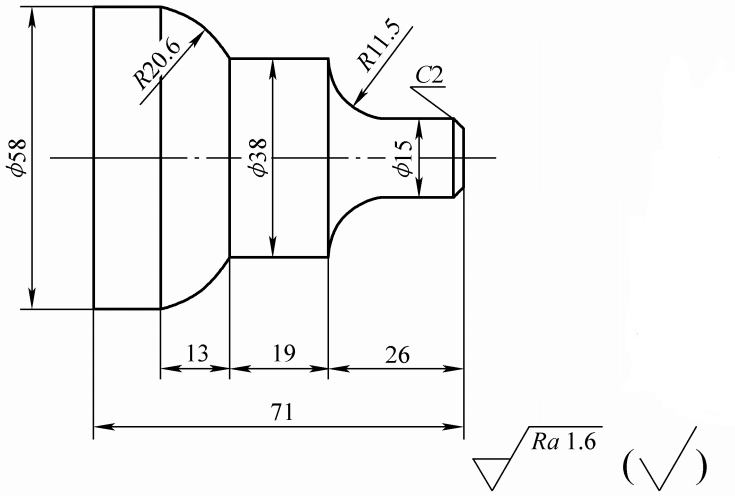
a)二维零件图
.jpg)
b)三维模型图
刀具清单
1、35°外圆车刀T2D1:精车外圆
数控文件
N10 G90 G95 ;绝对尺寸编程,转进给
N20 T1 D1 ;调用T1号刀,1号刀补
N30 M03 S2000 F0.1 ;主轴正转,转速为2000r/min
N40 G00 X15 Z10 ;快速定位
N50 G42 G00 X0 Z2 ;右补偿生效
N60 G01 X0 Z0 ;直线插补到轮廓起始点
N70 X15 CHR=2 ;倒角
N80 Z-26 RND=11.5 ;倒圆弧
N90 X38 ;抬刀
N100 G01 Z-45 ;车外圆
N110 G03 X58 Z-58.1 CR=20.6 ;逆时针圆弧插补,加工R20.6圆弧
N120 G01 Z-71 ;到达Z轴负向
N130 X60 ;抬刀
N140 G40 X100 Z100 ;取消刀具补偿,退刀
N150 M05 ;主轴停止
N160 M30 ;程序结束
 625 Bytes )
625 Bytes ) 