

3.3螺纹加工
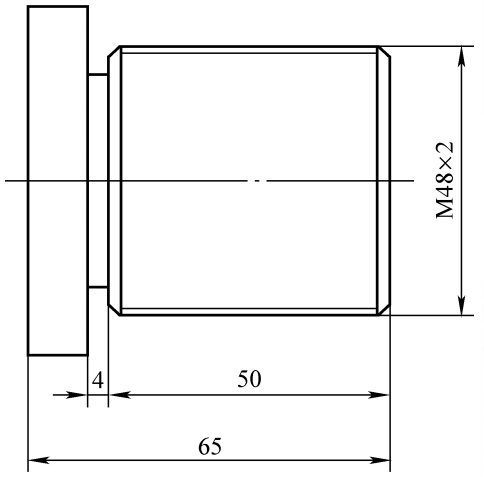
a)二维零件图
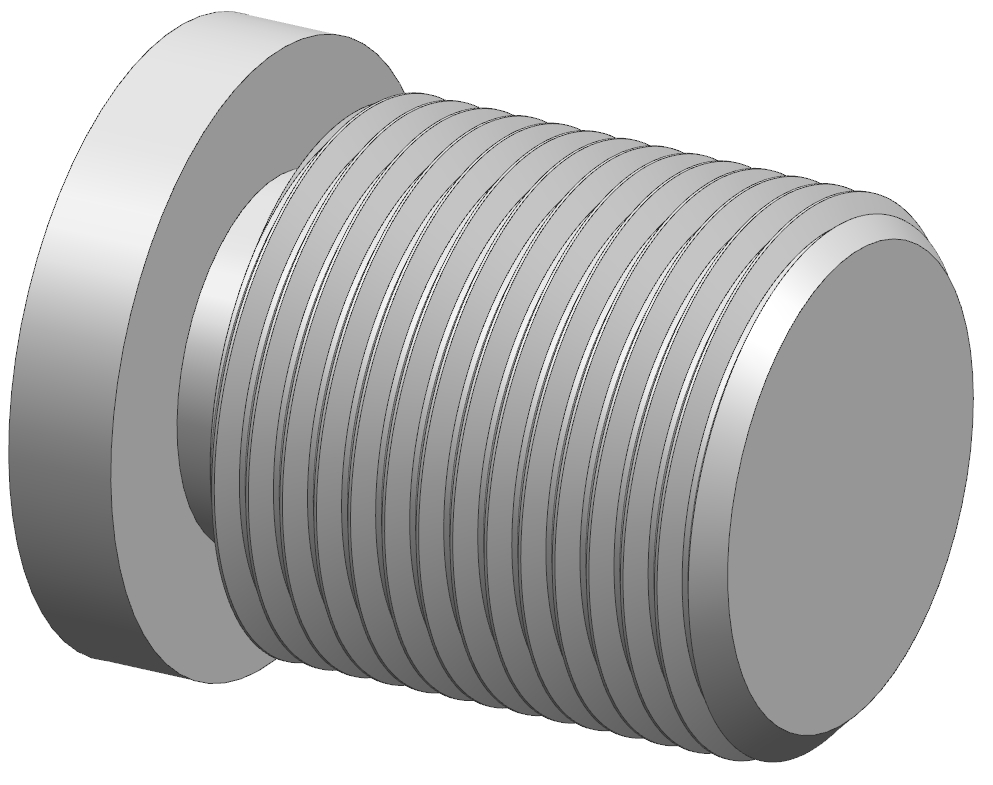
b)三维模型图
刀具清单
60°螺纹车刀T3 D1:切削螺纹
数控文件
N10 G90 G95 ;绝对尺寸,转进给
N20 G00 X100 Z150 ;快速定位到换刀点
N30 T3 D1 ;换刀
N40 M04 S300 ;主轴反转300r/min
N50 G00 X47.1 Z5 ;进刀至起点,第1次进刀0.9mm
N60 G33 Z-52 K2 ;切削螺纹
N70 G00 X58 ;退刀
N80 Z5 ;返回进刀点
N90 X46.5 ;第2次进刀0.6mm
N100 G33 Z-52 K2
N110 G00 X58
N120 Z5
N130 X45.9 ;第3次进刀0.6mm
N140 G33 Z-52 K2
N150 G00 X58
N160 Z5
N170 X45.5 ;第4次进刀0.4mm
N180 G33 Z-52 K2
N190 G00 X58
N200 Z5
N210 X45.4 ;第5次进刀0.1mm
N220 G33 Z-52 K2
N230 G00 X58
N240 G00 X100 Z150 ;快速退刀
N250 M30 ;程序结束,复位到开始
 615 Bytes )
615 Bytes ) 