

4.1钻削循环功能

a)二维零件图
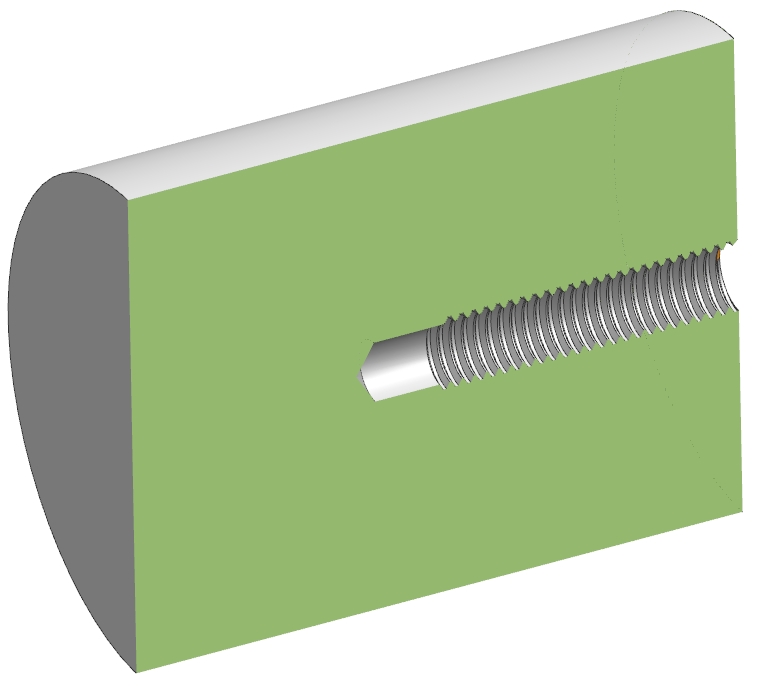
b)三维模型图
刀具清单
1) 中心钻T1:钻中心孔;
2) 麻花钻T3(Φ5.2):钻深孔;
3) 丝锥T7(M6):攻螺纹。
数控文件
N10 T6 D1 ;调用中心钻
N20 M04 S300 ;主轴反转,转速300r/min
N30 G95 F0.1 ;转进给模式,F=0.1mm/r
N40 G17 ;调用XY平面
N50 G00 X0 Z3 ;快速定位到临近工件处
N60 CYCLE81 (3, 0, 1, -5, 5) ;调用中心钻削循环
N70 G00 Z100 ;退刀
N80 X100 ;退刀
N90 T7 D1 ;调用麻花钻
N100 M4 S500 F0.2 ;主轴反转,转速500r/min
N110 G00 X0 Z3 ;快速定位到临近工件处
N120 CYCLE83(10, 0, 1, -33, 33, -5, 5, 1, 1, 1, 1, 1) ;调用深孔钻削循环
N130 G00 Z100 ;退刀
N140 X100 ;退刀
N150 T8 D1 ;调用丝锥
N160 G00 X0 Z3 ;快速定位到临近工件处
N170 CYCLE84 (3, 0, 1, -25, 25, 0, 3, 0, -1, 0, 300, 300);调用刚性攻丝循环
N180 G00 Z100 ;退刀
N190 X100 ;退刀
N200 G18 ;定义XZ平面
N200 M30 ;程序结束
 790 Bytes )
790 Bytes ) 