

4.2车削循环功能


a)二维零件图
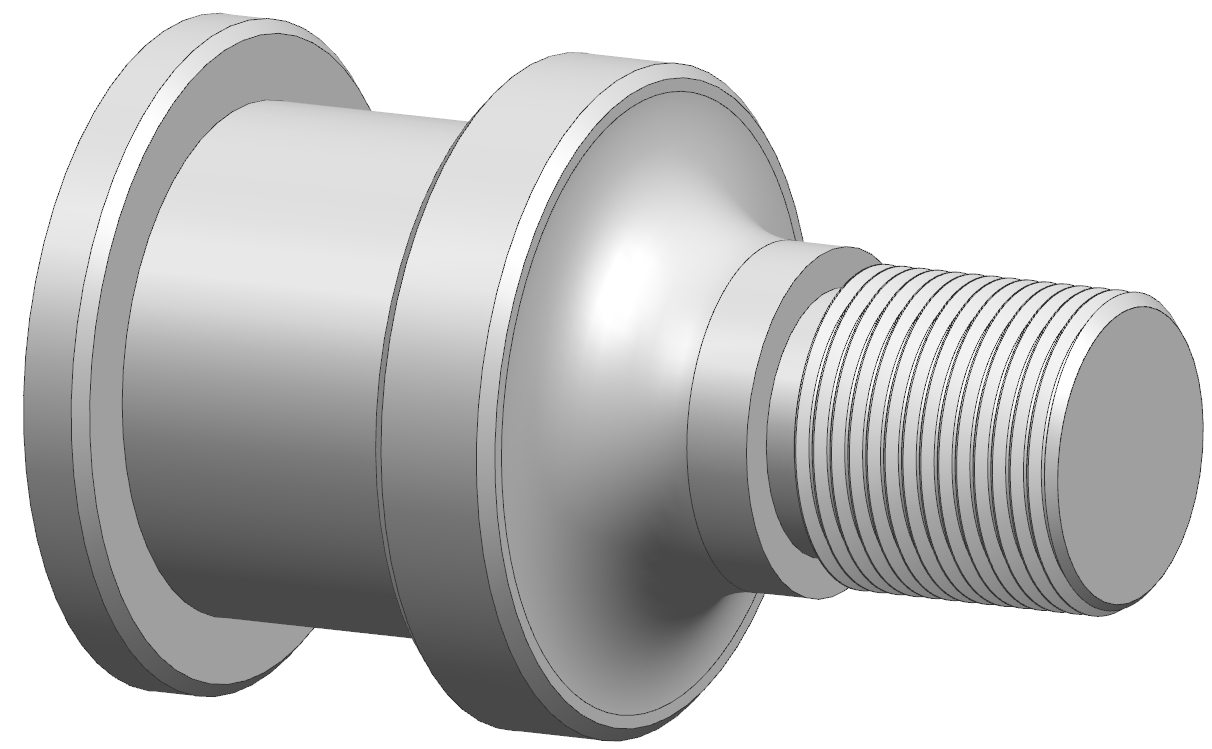
b)三维模型图
刀具清单
1) 90°外圆车刀:粗车外圆;
2) 35°精车刀:精车外圆;
3) 外圆车槽刀(3mm):车槽;
4) 外螺纹车刀(1.5):车螺纹。
数控文件
chexunhuan_1
N10 G95 G90 ;绝对尺寸编程,转进给模式
N20 T1 D1 ;调用外圆粗车刀
N30 M3 S800 ;主轴正转800r/min
N40 G00 X62 Z2 ;快速定位进刀
N50 G00 Z0
N60 G01 X-1 F0.2 ;平端面
N70 G00 X62 Z1 ;退刀
N80 CYCLE95 ("yangjian", 1.5, 0.1, 0.5, 0, 0.2, 0, 0, 1, 0, 0, 0) ;切削外圆轮廓,粗加工
N90 G00 X100 Z100 ;退刀
N100 M3 S1200 ;主轴正转1200r/min
N110 T2 D1 ;调用外圆精车刀
N120 G00 X62 Z1 ;快速定位进刀
N130 CYCLE95 ("yangjian", 0, 0, 0, 0, 0, 0, 0.15, 5, 0, 0, 1) ;切削外圆轮廓,精加工
N140 G00 X100 Z100 ;退刀
N150 M3 S700 T4 D1 ;主轴正转700r/min,调用切槽刀
N160 G00 X30 Z1 ;快速定位进刀
N170 Z-25 ;走刀到切槽上方
N180 G01 X20 F0.1 ;切第一个凹槽
N190 G04 H1 ;暂时停止1秒
N200 G00 X54 ;抬刀
N210 Z-53 ;临近第二个工件处
N220 CYCLE93 (25, -50, 24, 5, 0, 0, 0, -1, -1, 0, 0, 0.3, 0.1, 3, 1, 15,1);切削外圆凹槽
N230 G00 X100 Z100 ;退刀
N240 T5 D1 ;调用螺纹刀
N250 M4 S800 ;主轴反转800r/min
N260 G00 X30 Z5 ;快速定位进刀
N270 CYCLE97 (1.5, 0, 0, -22, 24, 24, 3, 2, 0.975, 0.1, 0, 0, 5, 1, 3, 1, 0, 0) ;切削螺纹
N280 G00 X100 Z100 ;退刀
N290 M30 ;程序结束
子程序:yangjian.iso
N10 G01 X18 Z1 ;走刀到轮廓起始点
N20 X24 Z-2 ;倒角C2
N30 Z-25 ;直线插补
N40 X26 ;抬刀
N50 Z-30 ;直线插补到-30
N60 G02 X46 Z-40 CR=10 ;圆弧插补R=10
N80 G01 X50 CHR=1 ;倒角C1
N90 Z-79 ;直线插补到-79
N100 X60 ;抬刀
 1.77 KB )
1.77 KB ) 