

4.3.4 综合加工案例2—工序二

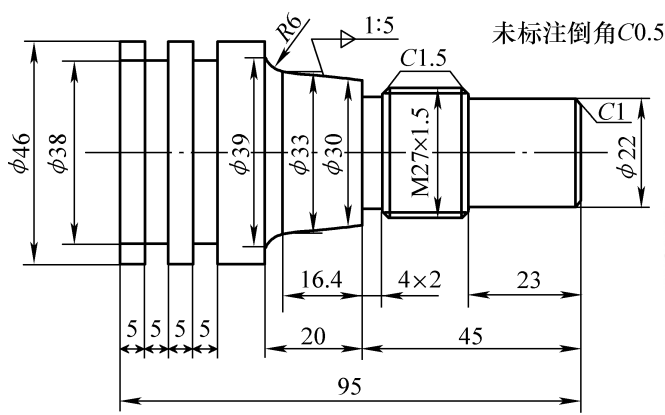
a)二维零件图
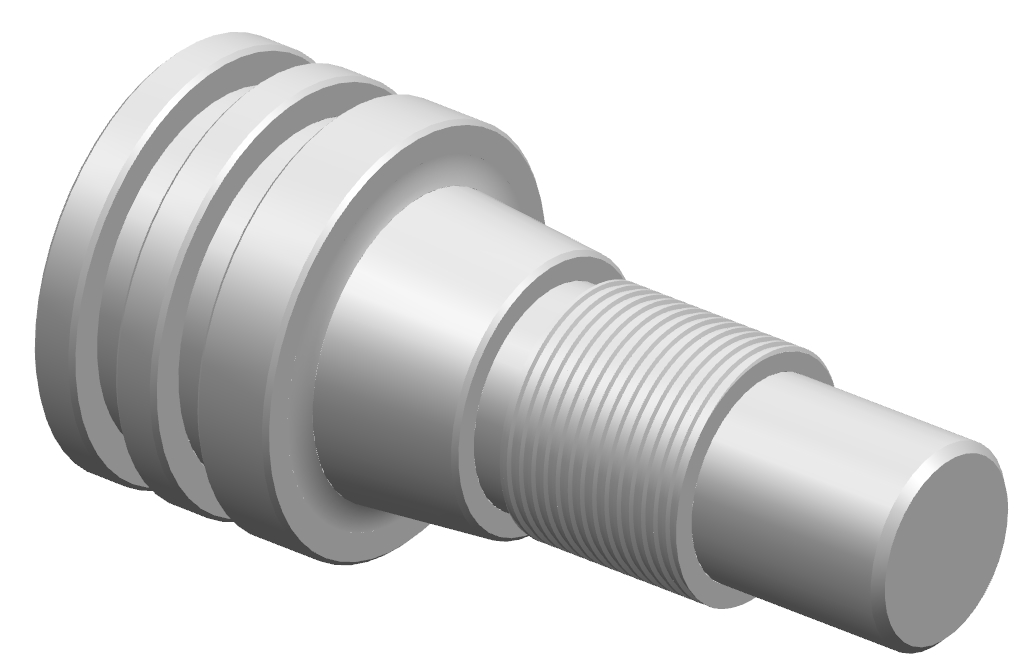
b)三维模型图
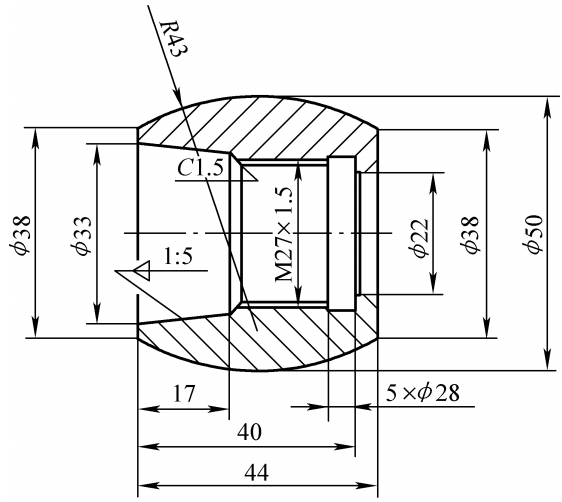
a)二维零件图

b)三维模型图
刀具清单
1) 90°外圆车刀
2) 外圆车槽刀
数控程序
N10 G90 G95 ;绝对尺寸编程,转进给
N20 T1D1 ;调用90°外圆刀车端面
N30 M03 S1000 ;主轴正转1000r/min
N40 G00 X58 Z0 ;快速移动,定位到工件上方
N50 G01 X-1 F0.15 ;直线插补,平端面
N60 G00 X55 Z3 ;退刀
N70 CYCLE95 ("waiyuan_1", 1.5, 0.1, 0.3, 0, 0.2, 0.1, 0.1, 9, 0, 0, 0) ;车削外轮廓
N80 G00 X100 Z100 ;退刀
N90 T3D1 ;调用切槽刀
N100 M03 S600 ;转轴正转600转
N110 CYCLE93 (23, -5, 5, 4, 0, 0, 0, -0.5, -0.5, 0, 0, 0.1, 0.1, 2, 1, 15,0) ;切削第一个凹槽
N120 CYCLE93 (23, -15, 5, 4, 0, 0, 0, -0.5, -0.5, 0, 0, 0.1, 0.1, 2, 1,15,0) ;切削第二个凹槽
N130 G00 X100 Z100 ;快速退刀
N140 M30 ;程序结束
子程序:waiyuan_1.iso
N10 G01 X43 Z1 ;靠近待加工表面
N20 X46 Z-0.5 ;倒C0.5的倒角
N30 Z-32 ;直线插补到Z向
N40 X55 ;X向抬刀
 774 Bytes )
774 Bytes ) 