

4.1孔加工循环功能
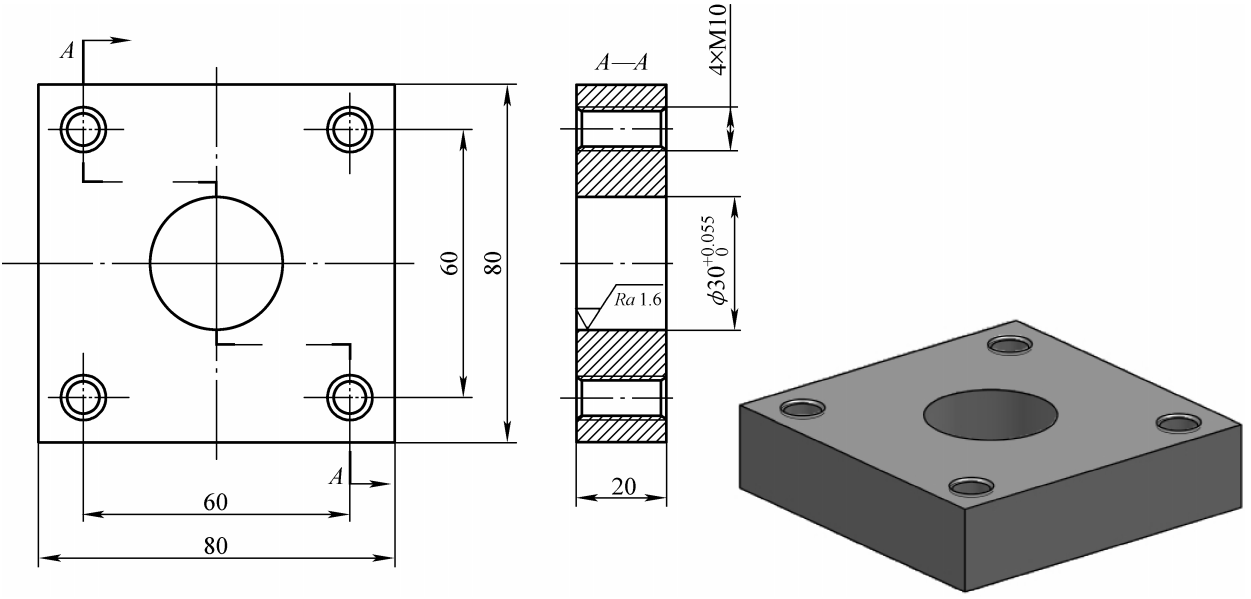
图4-1 钻镗循环编程案例
工艺清单:
|
工序 |
加工内容 |
刀具 |
转速 (r/min) |
进给量 (mm/min) |
背吃刀量 (mm) |
|
1 |
钻孔 |
钻头(Φ8.7) |
800 |
200 |
—— |
|
2 |
攻丝 |
丝锥(M10) |
400 |
150 |
—— |
|
3 |
精镗中心孔 |
镗刀(Φ30) |
500 |
60 |
—— |
数控文件:
N10 T1 M6 ;换刀,刀具直径为8.7的钻头
N20 G54 G90 Z100 ;移动至安全位置
N30 M3 S800 F200 ;指定转速
N40 MCALL CYCLE81 (5, 0, 3, 0, 25) ;钻孔
N50 X-30 Y-30 ;指定钻孔位置
N60 Y30
N70 X30
N80 Y-30
N90 MCALL ;取消钻孔
N100 T2 M6 ;换刀,M10的丝锥
N110 M03 S400 ;指定转速
N120 MCALL CYCLE84 (5, 0, 3, 0, 25, 0, 3, 0, 1.5, 0, 400, 400) ;攻丝
N130 X-30 Y-30
N140 Y30
N150 X30
N160 Y-30
N170 MCALL ;取消攻丝
N180 T3 M6
N190 M03 S600 F60
N200 G00 Z100
N210 X0 Y0
N220 CYCLE86 (20, 0, 5, 0, 25, 1, 3, -0.5, 0, 2, 40) ;精镗孔
N230 M05
N240 M30 ;程序结束
 587 Bytes )
587 Bytes ) 