

4.2轮廓加工循环功能
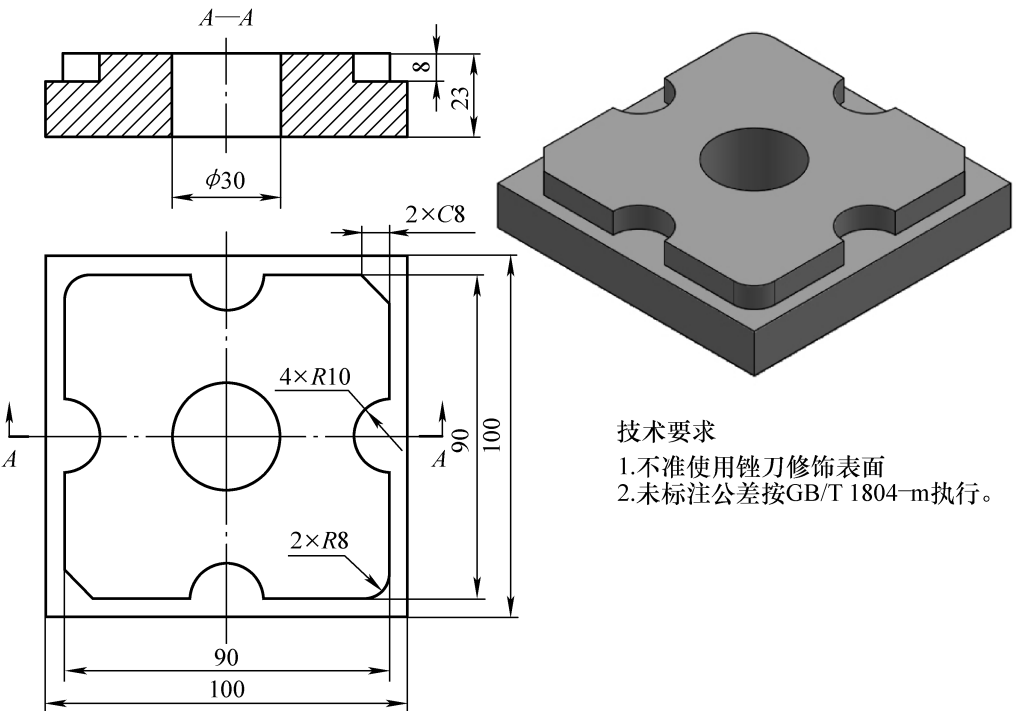
图4.25 轮廓加工循环编程实例
工艺清单:
|
工序 |
加工内容 |
刀具 |
转速 (r/min) |
进给量 (mm/min) |
背吃刀量 (mm) |
|
1 |
铣削外轮廓 |
立铣刀(Φ16) |
5000 |
300 |
|
|
2 |
精镗中心孔 |
精镗刀(Φ30) |
600 |
60 |
—— |
数控文件:
N10 G17 G90 G54 ;定义加工平面及坐标系
N20 T1M6 ;换刀,刀具直径为16铣刀
N30 M03 S5000 F300 ;指定主轴转速和进给
N40 G90 X0Y0Z50 ;移动至安全位置
N50 M08 ;喷水
N60 CYCLE72 ("anli3",20,0,5,-8,0,0,0,300,200,2, 41) ;精铣轮廓
N70 T2 M6 ;换刀,刀具直径为30镗刀
N80 M03 S600 F60 ;指定主轴转速和进给
N90 G00 X0 Y0
N90 CYCLE86 (20, 0, 3, 0, 25, 1, 3, -0.3, 0, 2, 40) ;精镗加工
N100 G00 Z100
N110 M09 ;断水
N120 M30 ;程序结束
子程序:anli3.iso
N10 G01 X45 Y55 ;切线进刀起刀点
N20 Y10
N30 G03 X45 Y-10 CR=10
N40 G01 Y-45 RND=8
N50 G01 X10 Y-45
N60 G03 X-10 Y-45 CR=10
N70 G01 X-45 CHR=8
N80 Y-10
N90 G03 X-45 Y10 CR=10
N100 G01 Y45 RND=8
N110 G01 X-10
N120 G03 X10 Y45 CR=10
N130 G01 X37
N140 G01 X55 Y27 ;切线退刀点
 772 Bytes )
772 Bytes ) 