

5.2 运算、控制指令及程序架构
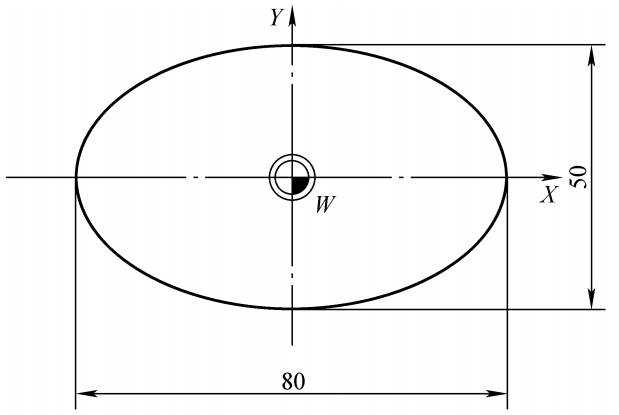
图5-6 椭圆轮廓
工艺清单:
|
工序 |
加工内容 |
刀具 |
转速 (r/min) |
进给量 (mm/min) |
背吃刀量 (mm) |
|
1 |
铣削椭圆轮廓 |
立铣刀(半径5mm) |
1000 |
200 |
|
数控文件:
N0 DEF REAL RR1=0 ;椭圆旋转角度
N5 DEF REAL RR22 RR33 ;X、Y值
N10 G17 G40 G90 G94 G54 ;定义模态信息
N20 T1 D1 M06 ;调用刀具
N30 G0 Z100 ;抬刀
N40 M3 S1000 ;定义主轴正转
N50 G42 G0 X60 Y0 ;加刀具半径补偿
N60 G0 Z2
N70 G01 Z-2 F200
N80 X40 Y0 ;进刀点
N90 WHILE RR1<=360 ;循环判断语句
N100 RR22=40*COS(RR1) ;X值
N110 RR33=25*SIN(RR1) ;Y值
N120 G01 X=RR22 Y=RR33 F300 ;联动插补
N130 RR1=RR1+1 ;自变量每次加1°
N140 ENDWHILE ;循环结束
N150 G40 G0 X60 Y0 ;退刀
N160 Z100 ;抬刀
N170 M30 ;程序结束
 523 Bytes )
523 Bytes ) 