

5.3.2凸半球面加工
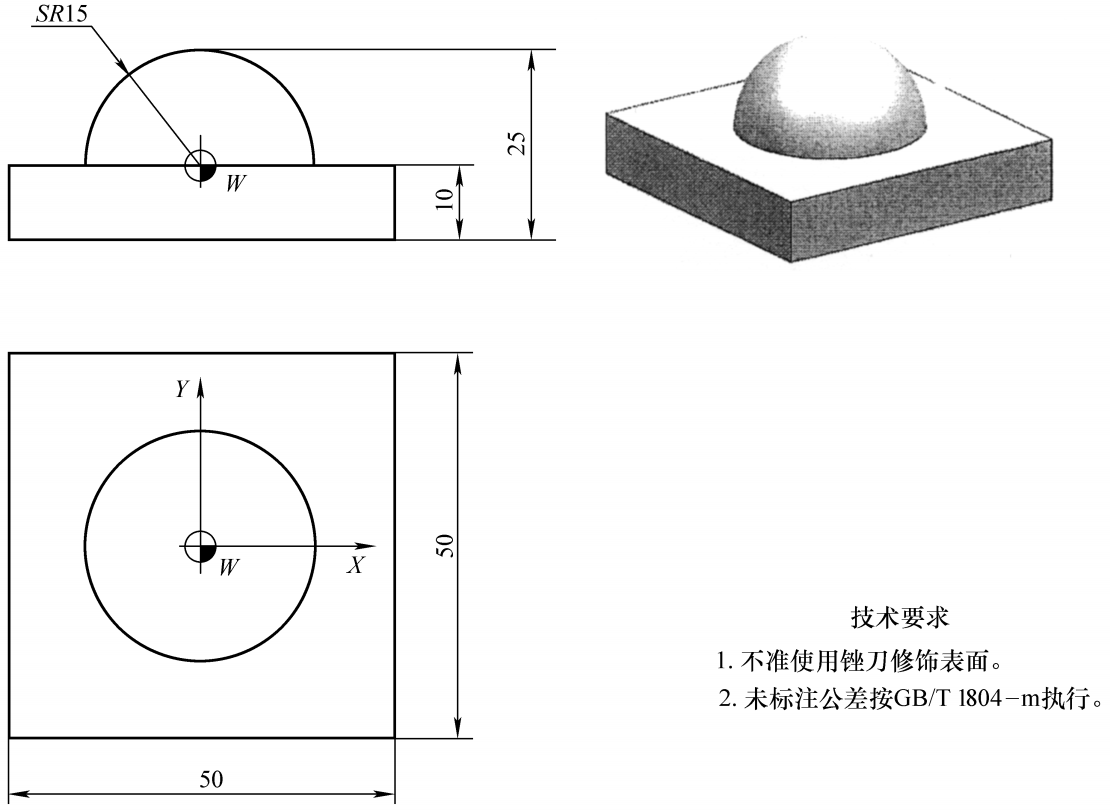
图5-22 球面工件
工艺清单:
|
工序 |
加工内容 |
刀具 |
转速 (r/min) |
进给量 (mm/min) |
背吃刀量 (mm) |
|
1 |
精铣外球轮廓 |
球头铣刀(半径5mm) |
1000 |
1000 |
|
数控文件:
N10 T1D1 M06 ;建立工件坐标系
N20 M3 S1000 G54 G90 G94 G40
N30 G0 X0 Y0 Z100
N40 R1=15 ;球半径
N50 R2=0 ;角度自变量初始赋值
N60 R4=90 ;终止角度
N70 R5=5 ;球刀半径
N80 R12=1 ;角度递增量
N90 R7=R1+R5 ;刀具中心刀球心的距离
N100 R8=R7*SIN(R2) ;任意角度的Z轴坐标
N110 R9=R7*COS(R2) ;0角度的X轴坐标
N120 G0 X=R9+2*R5 Y=2*R5 ;定位到进刀点
N130 G01 Z=R8 F1000 ;定位到加工深度位置
N140 G03 X=R9 Y0 CR=2*R5 ;圆弧切入
N150 G02 I=-R9 F1000 ;顺铣整圆
N160 G03 X=R9+2*R5 Y=-2*R5 CR=2*R5 ;圆弧切出
N170 R2=R2+R12 ;角度递增
N180 IF R2<=R4 GOTOB 90 ;角度条件跳转,满足条件跳转到N90
N190 G0 Z100
N200 M30
 703 Bytes )
703 Bytes ) 