

0如何加工一个零件
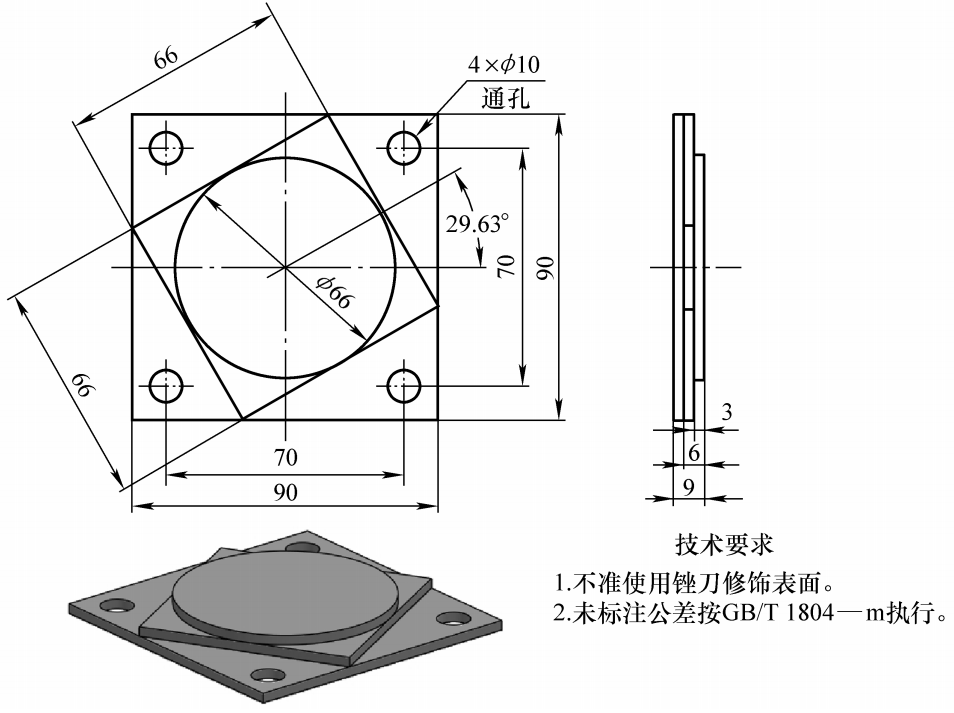
图1综合加工图样
工艺清单:
|
工序 |
加工内容 |
刀具 |
转速 (r/min) |
进给量 (mm/min) |
背吃刀量 (mm) |
|
1 |
铣平面、粗车外轮廓 |
Φ63方肩铣刀 |
1500 |
200 |
—— |
|
2 |
精车外轮廓 |
Φ10立铣刀 |
2500 |
200 |
|
|
3 |
钻孔 |
Φ10钻头 |
1000 |
200 |
—— |
数控文件:
主程序:li_1
N10 T1M6 ;调用Φ63方肩铣刀
N20 G54 G90 G0 Z100 ;定义工件坐标系
N30 M3 S1500 F200 ;定义主轴转速和进给
N40 CYCLE71 (50,0,5,-0.5,-45,-45,90,90,0,0,0,0,400,12) ;铣削平面
N50 CYCLE77 (50,-0.5,5,-3.5,66,0,0,0,0.3,0,200,100,2,1,100) ;粗加工,铣削方轮廓
N60 CYCLE76 (50,-0.5,5,-6.5,66,66,0,0,0,29,0,0.3,0,200,100,2,1,90,90) ;粗加工,铣削圆轮廓
N70 T2 M06 ;换刀,Φ10立铣刀
N80 G54 G90 G0 Z100
N90 M03 S2500 F200
N100 CYCLE77 (50,-0.5,5,-3.5,66,0,0,0,0.3,0,300,100,2,2,67) ;精加工,铣削方轮廓
N110 CYCLE76 (50,-0.5,5,-6.5,66,66,0,0,0,29,0,0,0,300,100,2,2,67,67) ;精加工,铣削圆轮廓
N120 T3 M06 ;换刀,Φ10钻头
N130 G54 G90 G0 Z100
N140 M03 S1000 F200
N150 MCALL CYCLE81 (50, -6.5, 3, -13, 0) ;钻孔
N160 X35 Y35
N170 X-35
N180 Y-35
N190 X35
N200 MCALL
N210 M30
 803 Bytes )
803 Bytes ) 