

C轴加工示例
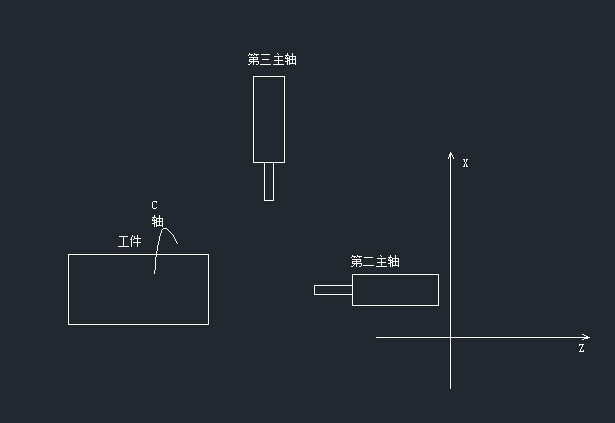
目前C轴系统不支持换刀指令,所以下面的程序默认都是使用T1,只有一把刀加工。C轴系统回零开关中Z轴的零位挡块位于中间位置,所以在回零之前,不要装夹工件和刀具,并且Z轴移动到靠近卡盘的位置再回零,使用面板上的按键两轴同时回零,这样才能正确回零。(单轴回零目前还有问题,不要使用),机床示意图如下图:
一、端面加工
1)深孔钻削
毛坯:Φ84塑料件
刀具:Φ6钻头
刀具装夹在第二主轴的动力头上,在G53下对刀,保证在G53下D1的X0位置位于工件的回转中心,Z方向对刀工件右端面为Z0,对刀方式与NUT车床相同,如下图所示:
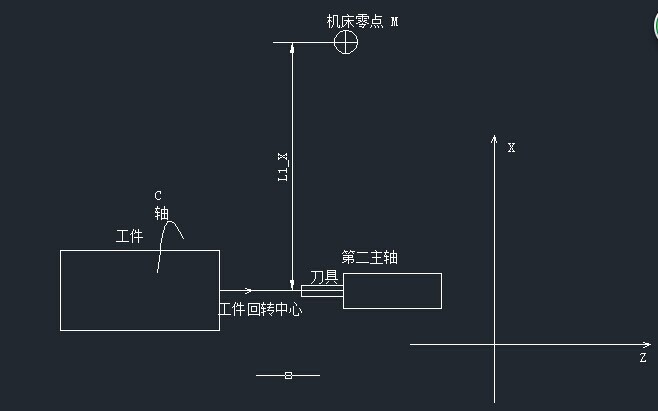
对刀示意图

图1
DEF INT CSTART=0
DEF INT CEND=330
DEF INT CANG=CSTART
DIAMOF
D1G53
G0 Z50
X25
M70 C45
M3 S1000
G0 C=CANG
N1
G17 F200
CYCLE83 (10, 1, 5, -20, 0, -10, 0, 10, 0, 0, 1, 0)
G0 Z20
CANG=CANG+60
IF CANG>CEND
M71
G0 Z50
M2
ENDIF
G0 C=CANG
GOTO N1
加工出来的效果为环形孔,孔深为20,直径Φ6
2)定位攻丝
毛坯:使用孔加工完的毛坯继续加工
刀具:Φ6,M8丝锥
将钻孔中使用的钻头从第二主轴动力头上卸下,将丝锥装夹在同样位置,丝锥对刀,使工件右端面为Z0位置,X方向刀长沿用钻头数据,加工效果同示意图1.
DEF INT CSTART=0
DEF INT CEND=330
DEF INT CANG=CSTART
DIAMOF
D1G54
G0 Z20
X25
M70 C45
M3 S1000
G0 C=CANG
N1
G17 F200
CYCLE84 (20, 10, 5, -15, 0, 1, 19, 8, 0, 300, 200, 200)
G0 Z20
CANG=CANG+60
IF CANG>CEND
M71
G0 Z50
M2
ENDIF
G0 C=CANG
GOTO N1
加工效果为六个环形排列的孔深为15的M8螺纹
3)矩形轮廓切削
毛坯:Φ84塑料件
刀具:Φ6钻头
刀具装夹在第二主轴动力头,对刀方式与深孔钻削一样,注意将刀具切削点对刀于X0的位置。
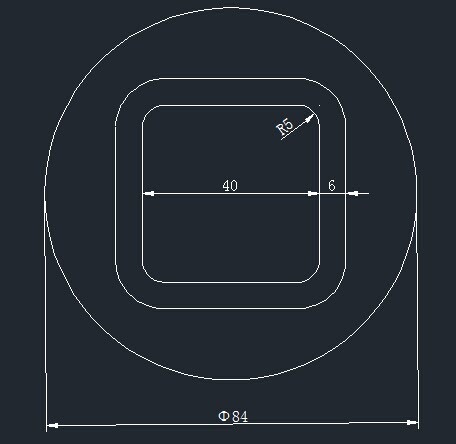
图2
DIAMOF
D1G53
G0 Z30
X60 G0
M70 C45
M3 S500
TRANSMIT
G01 X60 Y15
G41 G01 X20 Y15 F1000
Z-2
Y-20 RND=5
X-20 RND=5
Y20 RND=5
X15
G02 J-5 AR=90
G40 G01 X60
G0 Z50
TRAFOOF
M71
M5
M2
加工效果为带四个倒圆的矩形槽,槽内侧边长为20,外侧边长为32,倒圆内侧半径为5,外侧为11
4)极点通过加工
毛坯:Φ84塑料件
刀具:Φ2钻头
刀具装夹在第二主轴动力头,对刀方式同举行轮廓加工。(加工倍率为50%)
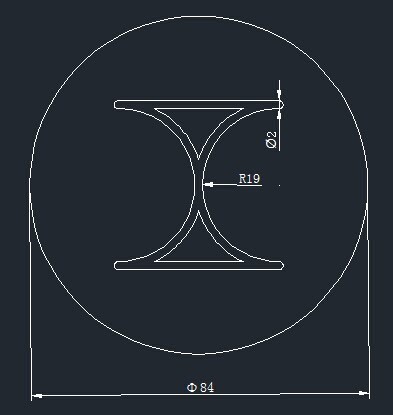
图3
DIAMOF
D1G53
G0 Z40
X60 G0
M70 C45
M3 S2000
TRANSMIT
G01 X20 Y20 F1000
Z-2
G02 I-20 AR=180
Y-20
G02 I20 AR=180
Y20
TRAFOOF
M71
G0 Z40
M5
M2
加工效果为两个直径为40的半圆外切于极点,两侧断点由直线相连
二、柱面加工
1)钻孔
毛坯:Φ84塑料件
刀具:Φ2钻头
刀具装夹在第三主轴动力头,在G53下对刀,对刀使工件右端面圆柱面外侧为(0,0),零偏无数值,对刀方式同车床,加工示意图如下:

图6
DEF INT CSTART=0
DEF INT CEND=330
DEF INT CANG=CSTART
DIAMOF
D1G54
G0 X25
Z20
M70 C45
SETMS(3)
M3 S1000
G0 C=CANG
G01 Z-20 F1000
N1
G19
CYCLE83 (10, 1, 5, -15, 0, -10, 0, 5, 0, 0, 1, 0)
X20 G0
CANG=CANG+60
IF CANG>CEND
M71
G0 X30
Z30
M2
ENDIF
G0 C=CANG
GOTO N1
加工出来为六个环形孔,孔深为15,大小为Φ2
2)攻丝
毛坯:使用孔加工完的毛坯继续加工
刀具:Φ2,M8丝锥
将钻孔中使用的钻头从第三主轴动力头上卸下,将丝锥装夹在同样位置,丝锥对刀,使工件右端面侧壁为X0位置,Z方向刀长沿用钻头数据,对刀方式同车床,加工示意图同上图。
DEF INT CSTART=0
DEF INT CEND=330
DEF INT CANG=CSTART
DIAMOF
D1G54
G0 X25
Z20
M70 C45
SETMS(3)
M3 S1000
G0 C=CANG
G01 Z-20 F1000
N1
G19
CYCLE84 (20, 10, 5, -10, 0, 1, 19, 8, 0, 300, 200, 200)
X20 G0
CANG=CANG+60
IF CANG>CEND
M71
G0 X30
Z30
M2
ENDIF
G0 C=CANG
GOTO N1
加工效果为将六个空加工成内螺纹,螺纹深度为10
3)圆弧切削
毛坯:Φ84塑料件
刀具:Φ2铣刀
刀具装夹在第三主轴动力头,在G53下对刀,对刀使工件右端面圆柱面 外侧为(0,0),零偏无数值,对刀方式同车床。

图片7
DIAMOF
D1G54
G0 X20
Z20
M70 C45
SETMS(3)
M3 S1000
TRACYL(84)
G01 Y120 Z0 F1000
X-2
G02 J-120 K275.5 Y-120 Z0
G02 K-25 J-27.2686 Z-50
G02 J120 Y120 K-275.5
G02 K25 J27.2686 Z0
G0 X10
Z20
M5
TRAFOOF
M71
M2
加工效果为两外圆外切于Z25的位置,圆弧半径为300.5,用外切圆相连,半径为36.994
以上程序目前在上海机床上均有运行加工过,实际程序需要根据机床实际行程进行调整,另外如果出现加速度误差过大或者跟随误差过大的报错,可以适当降低倍率适配
