

02-特征编程之参数设定
1 显示设定
打开模型后我们首先可以观察模型显示区的几个功能键:
1)视角选择:包括XZ视角,YZ视角,XY视角,3D视角四个视角的选择,调整模型的显示视角
2)剖面显示:显示工件的剖面视图,可方便观测内轮廓特征
3)窗口还原:用于对主界面窗口试图的还原,如果关闭掉特征列表区或者工步列表区,可以通过该按钮进行窗口还原。
模型显示区支持以下快捷键操作:
- 点中模型不放,直接在触屏中滑动拖动模型
- 按住Ctrl键,然后在触屏上模型显示区滑动,对模型显示进行角度旋转
- 按住Shift键,在模型显示区滑动,可以对模型显示进行缩放
由于是车床模型加工,我们以XZ视角观察模型,并点击剖面显示,可以将内外特征都很好的展示在模型显示区内:
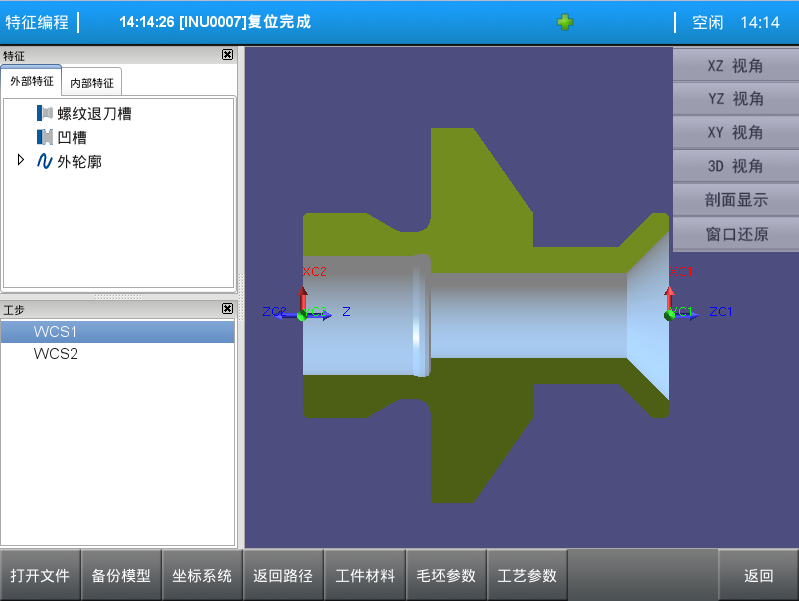
图13
2 坐标系统
选择好视角之后,我们需要设定一些基本的加工参数,加工中第一个考虑的是坐标系的建立,我们选择坐标系统,可以弹出如图14中所示的画面:
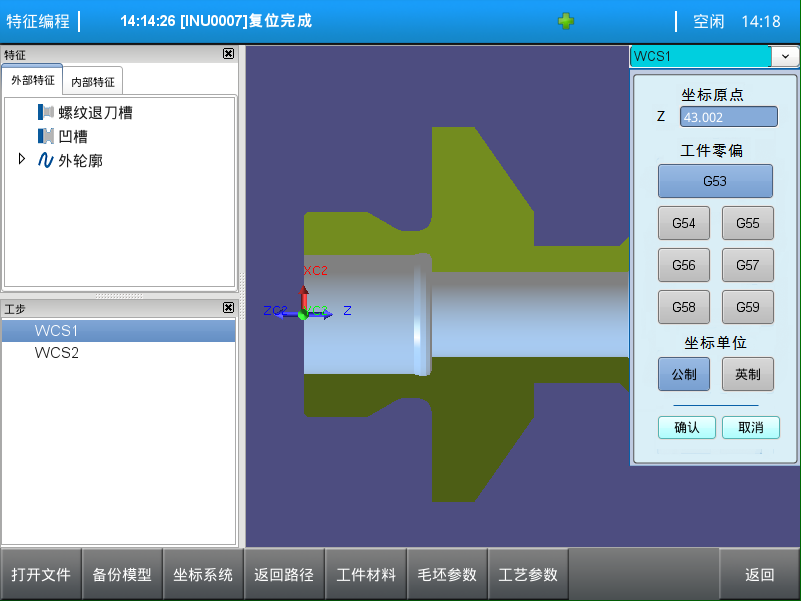
图14
在特征编程导入模型的过程中,会自动建立一个内部的坐标系为WCS,以工件回转中心为Z轴,零点在工件的其中一个端面(取决于CAD建模时的设计坐标系)中心,Z轴正向朝右(XZ试图下),为了便于在加工过程中设置坐标,特征编程自动建立两个加工坐标系,分别是WCS1和WCS2,同样都是工件回转中心为Z轴,WCS1的零点设置在工件右端面中心,Z轴正向朝右,WCS2的零点设置在左端面中心,Z轴正向朝左。
坐标系统设定默认打开的是WCS1,坐标原点的设定是为了提供用户对Z轴零点的偏移,该坐标值是以WCS零点为原点的偏移值。
可以选择WCS1对应的CNC系统零偏,分别为G53或者G54~G59中的一个,以便在生成NC程序中进行插入。
可以选择公英制两种坐标方式,以对应不同的零件尺寸标注方式,以便在NC程序中生成G71/G70两个指令。
通过右上角的箭头选择按钮,可以切换到WCS2进行设置,设置方式与WCS1类同。
我们设定WCS1为G54,WCS2为G55,其他设置按照系统提供的默认值,设定好sample001加工使用的坐标系。
3 返回路径
接下来我们需要设定一下工件加工时的返回路径,点击返回路径时,可以看到如图15中所示的图片。
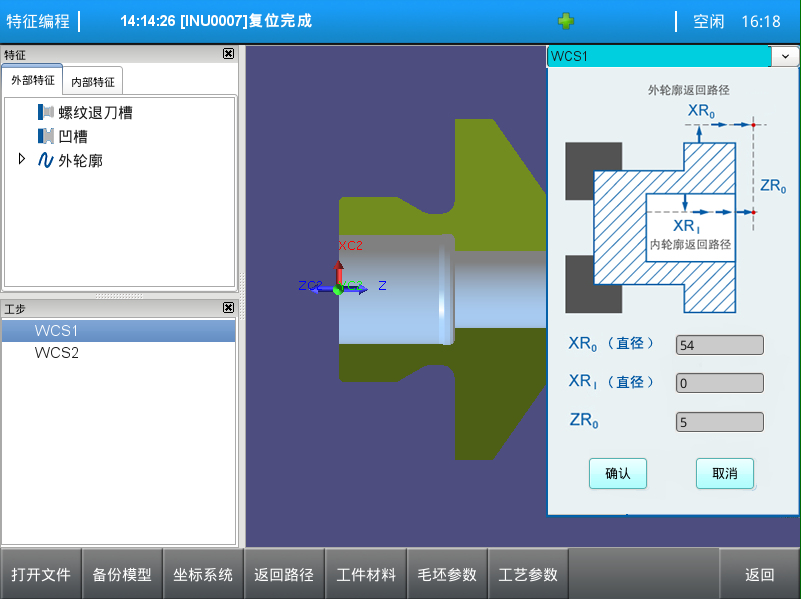
图15
我们可以看到需要设定三个参数:
1)XR0(直径):外轮廓加工时返回的X轴位置,默认值是毛坯外直径+10
2)XR1(直径):内轮廓加工时返回的X轴位置,默认值是毛坯内直径-10,若小于0,则取0
3)ZR0:轮廓加工时返回的Z轴的位置
对于sample001模型,我们按照默认值进行设置,点击“确认”即可。
4 工件材料
接下来我们设定工件材料,点击“工件材料”,弹出如图16所示的工件材料设置页面。工件材料的设置,主要是为工艺支持提供信息,用于F、S的参数推荐(见5.1小节)。
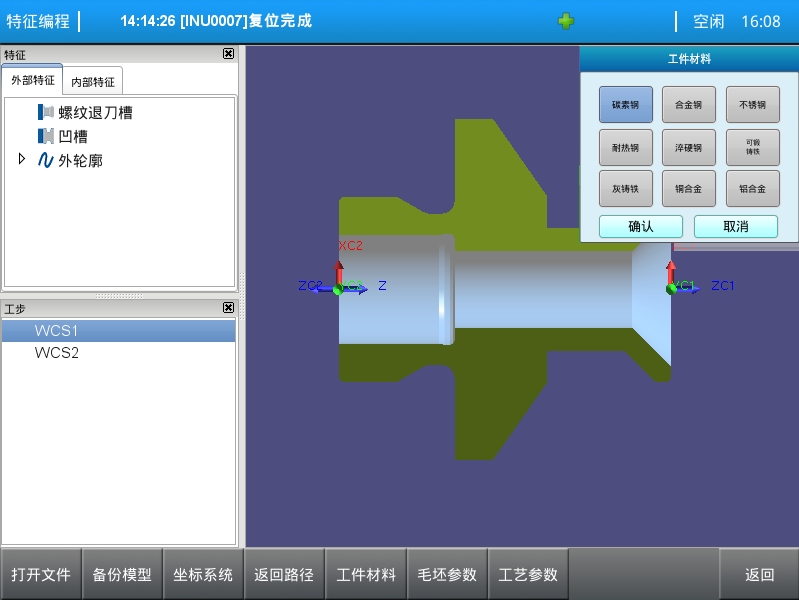
图16
我们设定sample001的工件材料为铝合金。
5 毛坯参数
点击“毛坯参数”按钮,我们可以设定在工件加工时使用的毛坯参数,以sample001为例,我们可以看到如图17所示的画面:
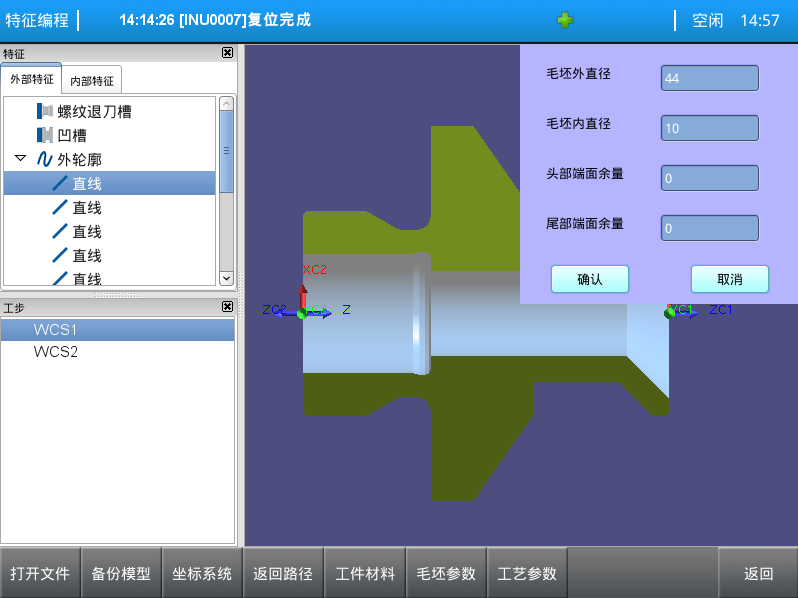
图17
可以设定四个参数:
1)毛坯外直径:设定加工使用的毛坯外直径,系统默认使用外轮廓的最大直径
2)毛坯内直径:设定加工使用的毛坯内直径,系统默认使用内轮廓的最小直径,对于没有内轮廓的模型,默认为0
3)头部端面余量:工件起始端面(XZ视角下的右端面)的加工余量
4)尾部端面余量:工件起始端面(XZ视角下的左端面)的加工余量
我们设定sample001的端面余量均为0.1,毛坯内外直径按照默认值设定即可,设定完后确定,使设置生效。
6 工艺参数
设定完毛坯参数后,我们针对具体的加工工步需要设定一些工艺参数,点击工艺参数页面,出现如图18所示的画面:
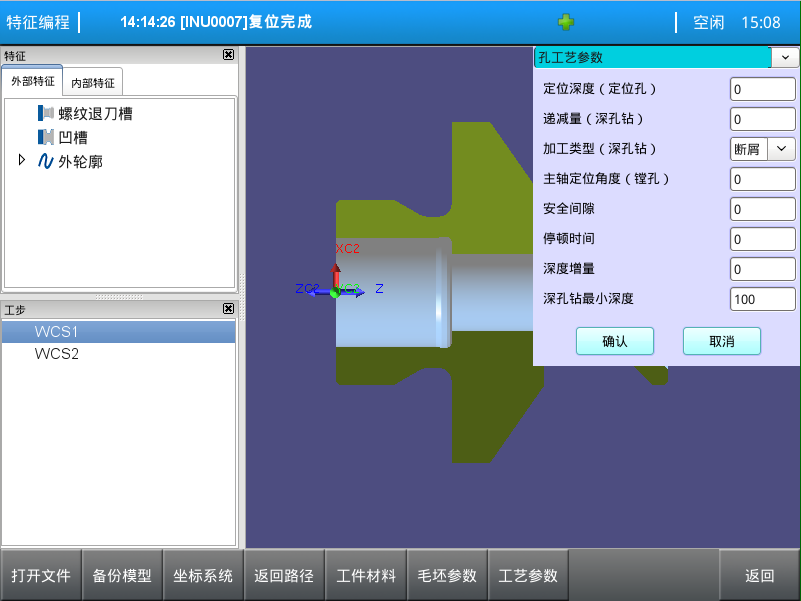
图18
系统默认显示的是孔工艺参数,可以通过右上角的箭头切换车工艺参数的设定,具体的参数设定定义如下表:
|
孔工艺参数 |
|
|
定位深度(定位孔) |
定位孔(CYCLE81)工步时使用的定位深度 |
|
递减量(深孔钻) |
深孔钻(CYCLE83)加工时使用的递减量 |
|
加工类型(深孔钻) |
深孔钻(CYCLE83)加工使用断屑还是排屑方式 |
|
主轴定位角度 |
攻丝(CYCLE84)和镗孔(CYCLE86)中使用的主轴定位角度 |
|
安全间隙 |
孔加工(包括所有孔加工工艺)工艺中使用的安全间隙 |
|
停顿时间 |
孔加工工艺中使用的孔底停顿时间 |
|
深度增量 |
孔加工工艺中加工深度的增量偏移 |
|
深孔钻最小深度 |
定义深孔钻(CYCLE83)的最小钻孔深度,“自动生成”工步时使用,大于此深度自动生成为深孔钻,小于此深度自动生成为中心钻 |
|
车工艺参数 |
|
|
Z轴精加工余量(毛坯粗加工) |
毛坯粗加工(CYCLE95)时预留Z轴的精加工余量 |
|
X轴精加工余量(毛坯粗加工) |
毛坯粗加工(CYCLE95)时预留X轴的精加工余量 |
|
槽底精加工余量(凹槽) |
凹槽(CYCLE93)粗加工时槽底预留的余量 |
|
侧面精加工余量(凹槽) |
凹槽(CYCLE93)粗加工时侧面预留的余量 |
|
槽底停顿时间 |
凹槽(CYCLE93)加工时槽底加工停顿时间 |
|
进给深度 |
凹槽(CYCLE93)和毛坯粗加工(CYCLE95)时使用的进给深度 |
我们设定sample001中的车工艺参数和孔工艺参数分别如下:
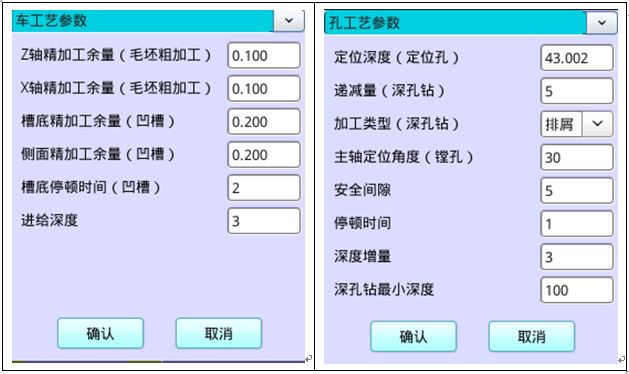
图19
