

3.2模具型腔加工
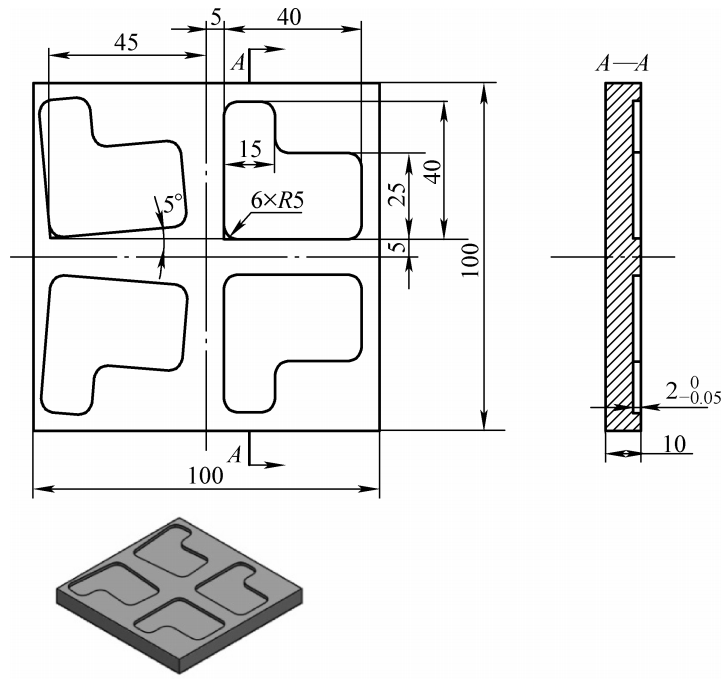
图3-37 模具型腔零件
工艺清单:
|
工序 |
加工内容 |
刀具 |
转速(r/min) |
进给量(mm/min) |
背吃刀量(mm) |
|
1 |
精铣零件轮廓至尺寸 |
Φ8立铣刀 |
1500 |
200 |
|
数控文件:
主程序:li3_2
N10 T1 M06 ;换刀,刀具直径φ8
N20 G54 G90 G00 Z100 ;定位至安全位置
N30 CALL xxq ;调用子程序加工轮廓1
N40 TRANS X-50 ;坐标系偏移-50
N50 AROT Z5 ;在偏移的基础上旋转5度
N60 CALL xxq ;调用子程序加工轮廓2
N70 AMIRROR Y0 ;坐标系相对X轴镜像
N80 AROT Z10 ;在镜像的基础上旋转10度
N90 CALL xxq ;调用子程序加工轮廓3
N100 MIRROR Y0 ;相对X轴镜像
N110 CALL xxq ;调用子程序加工轮廓3
N120 G00 Z50 ;退回至安全高度
N130 M05 ;主轴停转
N140 M30 ;程序结束
子程序:xxq.iso
N10 G00 Z50 ;下刀,到安全平面
N20 M3 S2000 ;主轴正转2000r/min
N30 G41 X15 Y15 ;建立刀具半径补偿
N40 Z5
N50 G01 Z-2 F200 ;进刀到底面
N60 G03 X25 Y5 CR=10 ;圆弧进刀
N70 G01 X45 RND=5
N80 Y30 RND=5
N90 X20 RND=5
N100 Y40 RND=5
N110 X5 RND=5
N120 Y5 RND=5
N130 X25 ;到达位置
N140 G03 X35 Y15 CR=10 ;圆弧退刀
N150 G00 Z5
N160 Z50
N170 G40 X25 Y17.5 ;取消刀具半径补偿
N180 RET
 925 Bytes )
925 Bytes ) 