

2.3 操作面板介绍
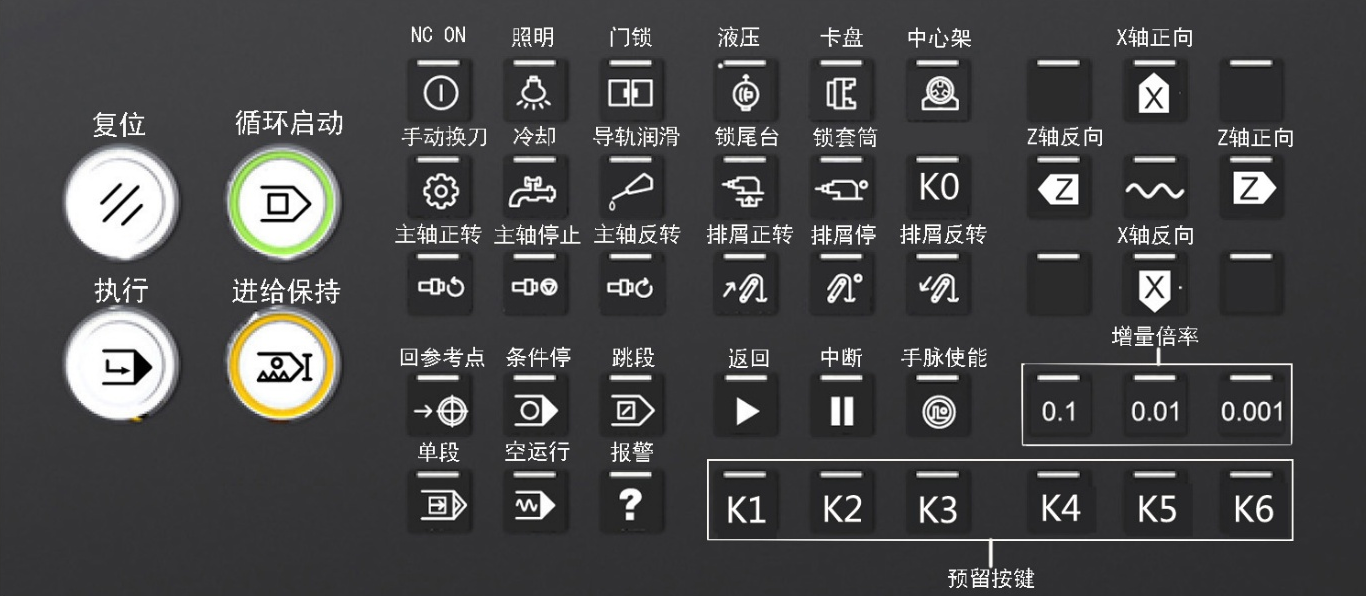
图 2.2 操作面板
表 2.1 面板按键列表
|
图 标 |
名 称 |
说 明 |
|
|
复位 |
CNC 启动时,在按下“ NC ON ”之后,需要按压 CNC “复位”键进入正常工作状态。复位功能有以下作用: 1. 立即停止正在执行的程序,同时主轴和进给轴停止;
初始状态包括:
|
|
|
循环启动 |
在执行程序或执行 MDA 时,均用“循环启动”键启动程序或程序段。有程序等待执行时,指示灯亮;在程序执行过程中,指示灯灭;当机床空闲时,指示灯闪烁。 |
|
|
执行 |
按下该按键,“循环启动”键指示灯长亮,系统即将执行当前主页面上的程序。在“程序自动运行显示区”中选择好程序后,也需要按此按键,“循环启动”键指示灯才长亮。此按键需要与“循环启动”键配合使用,为循环启动前的确认作用。 |
|
|
进给保持 |
该按键在自动执行时起作用。通过按压“进给保持”按键可以暂停进给运动,此时“循环启动”键指示灯亮,指示可以通过按压“循环启动”键来解除进给保持。 |
|
|
NC ON |
在机床断电并重新上电后或拍下“急停”并重新释放“急停”按键后,需要按压该按键来使伺服上电。 |
|
|
照明 |
用于打开和关闭机床照明灯。 |
|
|
门锁 |
对于没有安装电磁门锁的机床,该按键没有被使用。但按键指示灯具有提示作用,即防护门关闭时按键指示灯亮,防护门打开时按键指示灯灭。对于安装了电磁门锁的机床,当防护门关闭后按压该钮可以锁住防护门,在非程序运行状态下,按压该钮可以打开防护门电磁门锁。 |
|
|
手动换刀 |
该按键只在空闲状态下起作用。用于进行手动换刀,换刀方向可以在机床参数中设定。对于转塔刀架,手动换刀时,刀架会有转动,刀具号指示当前刀位。对于排刀,手动换刀时,刀架没有动作,仅有刀具号发生改变。当转台刀架或排刀处于正常状态时,该按键指示灯亮起。 |
|
|
冷却 |
用于对工件和刀具进行冷却,当冷却泵处于工作时,该按键指示灯亮起。 |
|
|
导轨润滑 |
该按键在自动和手动方式下均起作用。用于对导轨进行手动润滑,每次润滑时间可以在“设置”页面中设定。当润滑泵工作时,该按键指示灯亮起。 |
|
|
主轴正转 |
这 3 个按键只在空闲时起作用。在卡盘处于松开状态、台尾处于未知位置、系统液压开关断路、液压系统压力不足等情况下,禁止旋转主轴。 |
|
|
主轴停止 |
|
|
|
主轴反转 |
|
|
|
锁尾台 |
该按键在主轴和进给轴均停止的状态下起作用。用于台尾的锁紧和松开。锁紧时按键指示灯亮,松开时按键指示灯灭。 |
|
|
锁套筒 |
该按键在主轴和进给轴均停止的状态下起作用。用于套筒的锁紧和松开。锁紧时按键指示灯亮,松开时按键指示灯灭。 |
|
|
液压 |
用于启动液压系统,当液压电机工作时,该按键指示灯亮起。 |
|
|
卡盘 |
该按键只在主轴停止或定位状态下起作用。用于卡盘的夹紧和松开。外卡时卡盘向内夹紧按键指示灯亮,向外松开时按键指示灯灭,内卡时卡盘向外夹紧按键指示灯亮,向内松开时按键指示灯亮,夹紧或松开过程中按键指示灯闪烁。 |
|
|
中心架 |
用户自由定义。 |
|
|
排屑正转 |
这 3 个按键在伺服上电后起作用。 |
|
|
排屑停 |
|
|
|
排屑反转 |
|
|
|
回参考点 |
如果机床未回零,按下该按键后,按键指示灯长亮,同时“循环启动”键指示灯长亮,再按下“循环启动”键后,机床开始回零动作。 |
|
|
条件停 |
在任何状态下,按压该按键,可以切换程序停止的判断逻辑。指示灯亮时,当加工程序执行到“ M01 ”,将暂停程序的执行;指示灯灭时,“ M01 ”不起任何作用。 |
|
|
段跳跃 |
在空闲状态下,按压该按键,可以切换段跳跃的判断逻辑。指示灯亮时,当加工程序执行到“ / ”,将跳过其后面的程序段而执行下一程序段;指示灯灭时,“ / ”后面的程序段将被照常执行。 |
|
|
空运行 |
该按键指示灯亮表示空运行功能有效,按键灯灭表示空运行功能无效。空运行功能有效时,系统会控制轴按照“设置”页面中设定的空运行速度运行。 |
|
|
单段 |
该按键指示灯亮表示单段有效,按键指示灯灭表示单段无效。当单段有效时,程序一段一段的执行,每执行完一段,程序停止执行且“循环启动”键长亮,同时光标高亮跳转到下一段,按下“循环启动”键后继续执行。当程序正在运行时按下该按键使单段有效,则系统会在执行完当前段后停止,按“循环启动”键执行下一段。 |
|
|
报警 |
用于显示报警信息。当有报警时,该按键指示灯闪烁,每按一次该按键,显示一条报警信息。在排除相关报警故障后,按键指示灯灭。 |
|
|
中断 / 返回 |
按“中断”键,程序停止运行,允许任何操作;按“返回”键,机床恢复到断点状态,按“循环启动”键,程序从断点开始执行。(该功能为选配功能) |
|
|
手脉使能 |
该按键指示灯亮表示手脉使能,可以通过手脉移动轴;按键指示灯灭表示手脉未使能。 |
 |
X 轴正负方向运动 |
手动连续方式下,按住这四个按键中的一个,便可连续移动相应进给轴,若同时按住“快进”键,可以快速移动进给轴。手动增量方式下,每按一次按键,则相应轴移动一个增量值。 |
 |
||
|
|
Z 轴正负方向运动 |
|
 |
||
 |
快进 | 在手动连续方式下,同时按下某一方向的“手动进给”按键与“快速进给”按键,可以快速移动进给轴。松开“快速进给”按键,恢复成手动连续进给速度。 |
|
|
全部为预留键 |
机床增加其它功能时可以定义这些按键 |
|
|
0.1 档增量倍率 |
手动增量方式下,按下这三个按键中的一个,定义进给轴移动的增量值。手脉移动方式下,按下这三个按键中的一个,便可以将进给速率改为乘以相应倍率的速率。 |
|
|
0.01 档增量倍率 |
|
|
|
0.001 档增量倍率 |





































说明:
根据 CNC 应用的车床型号不同, X 和 Z 轴对应的 XZ 轴方向会有区别。
