

2.7 坐标轴运动
2.7.1 快速定位 G00
G00功能用于实现点对点的快速定位,不进行切削加工,运行轨迹为两点之间最短直线距离,速度由系统参数设定。用G00快速移动时在地址F下编程的进给速度无效。
示例:
N10 G00 X50 Z100
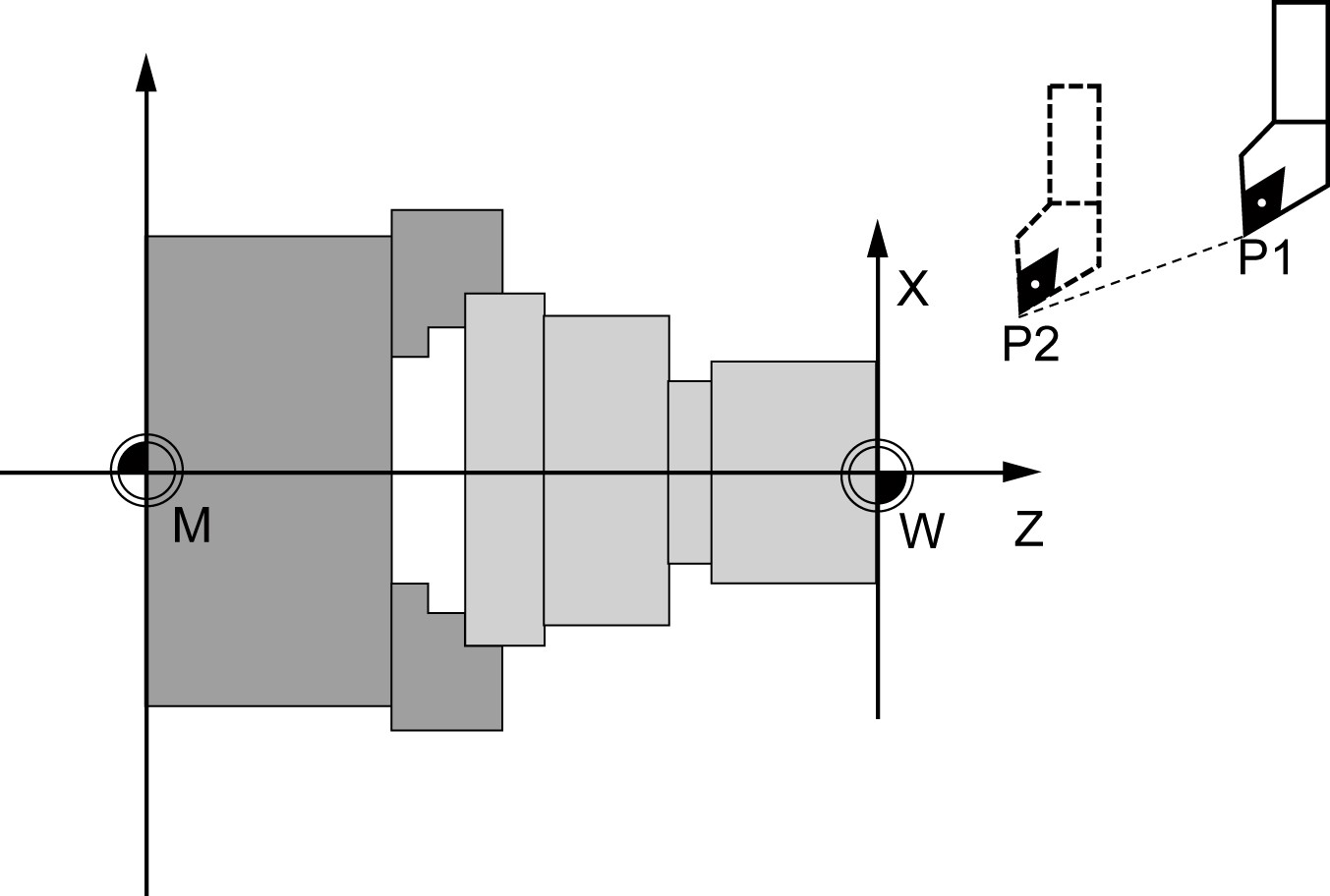
图2.8 从P1点到P2点快速移动
2.7.2 直线插补 G01
刀具以直线插补方式从起始点移动到目标点,以F下编程的进给速度运行。
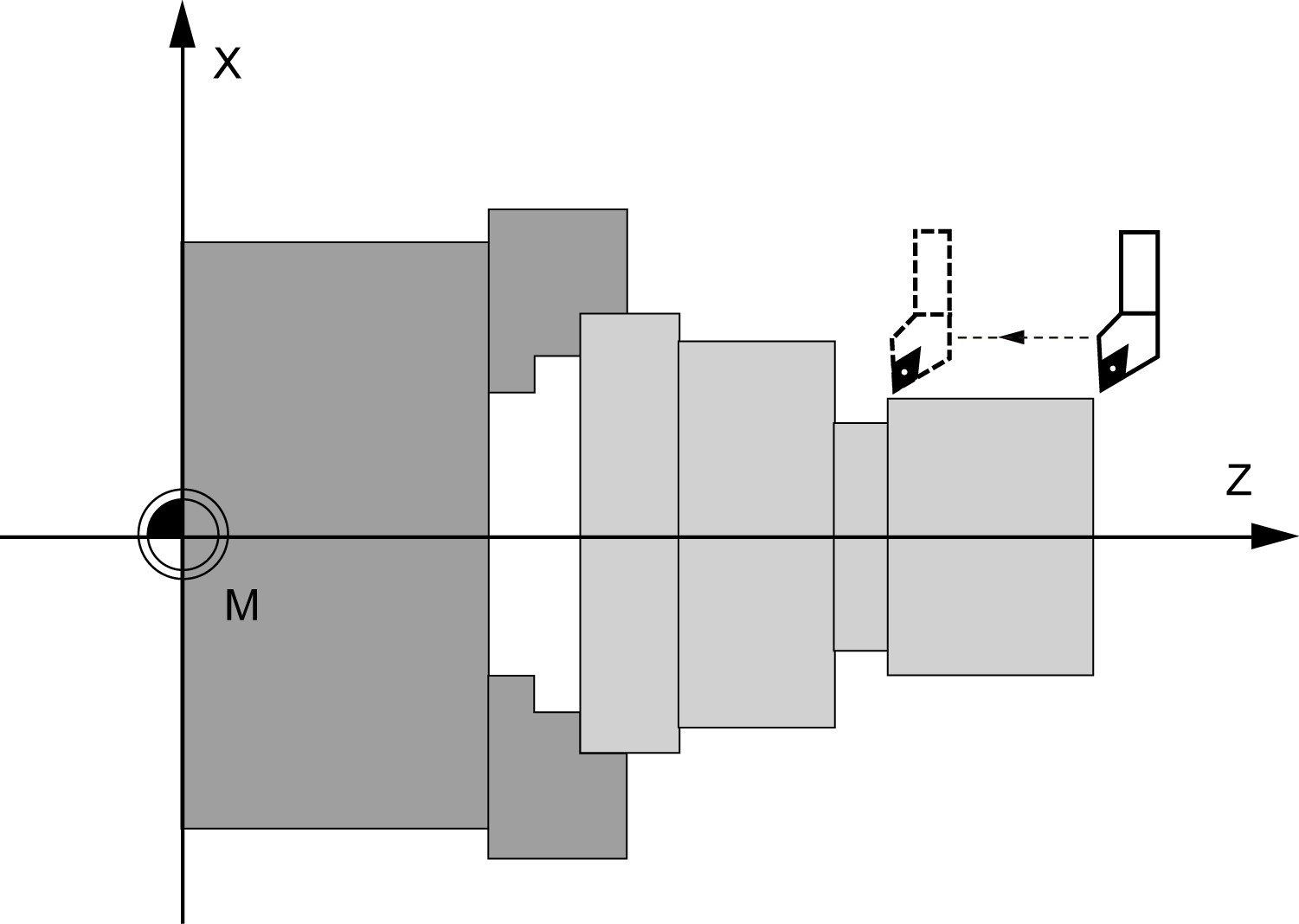
图2.9 用G01进行线性插补
示例:
N10 G54 G00 G90 X40 Z200 S500 M03 ;技术定义,到达初始位置
N20 G01 G95 Z120 F0.15 ;进给率0.15mm/r
N30 X45 Z105
N40 Z80
N50 G00 X100 ;快速退回
N60 M02 ;程序结束
系统提供另外一种直线编程方式(角度定义编程ANG),具体编程方式如下图:
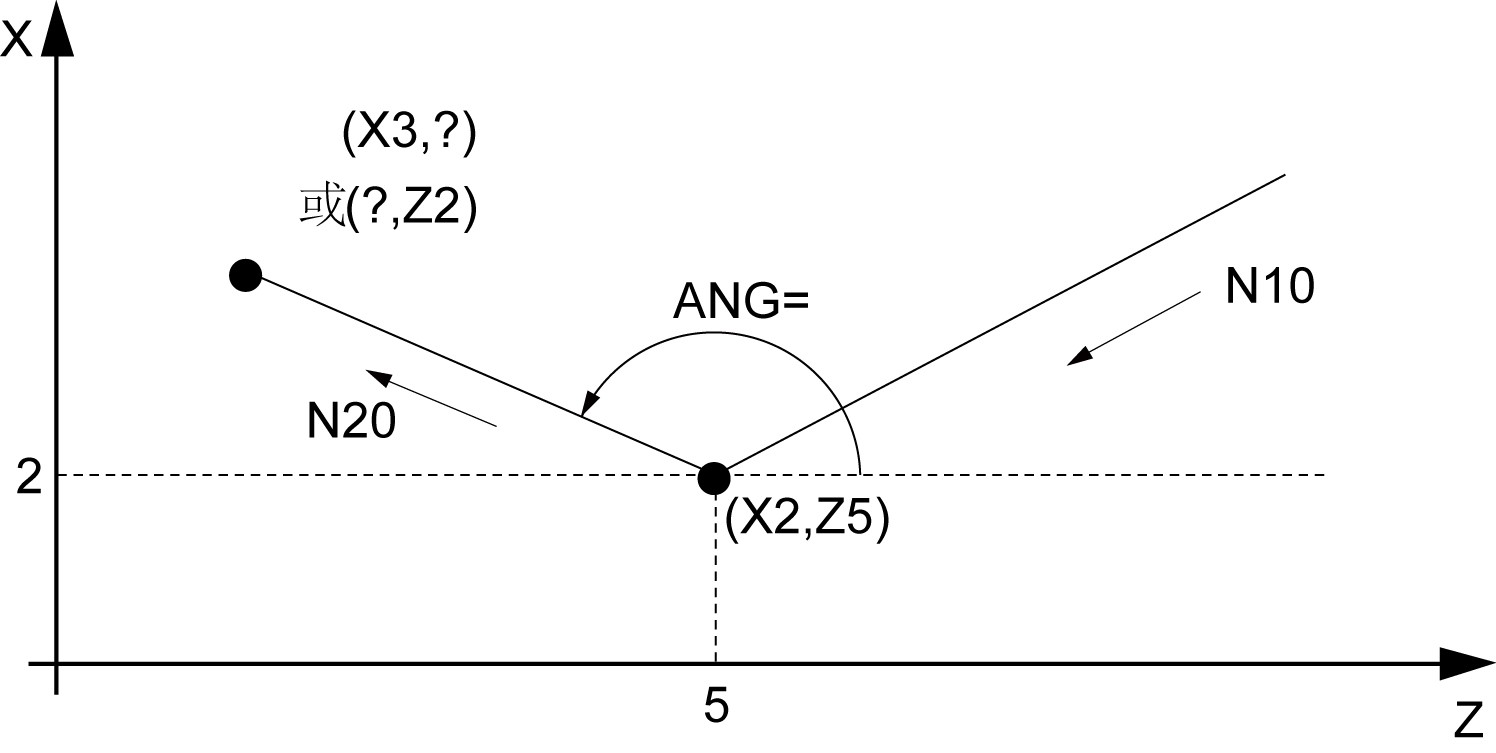
图2.10 角度编程方式
示例:
N10 G94 G01 X2 Z5 F100
N20 G01 X3 ANG=120
或
N10 G94 G01 X2 Z5 F100
N20 G01 Z2 ANG=120
其中ANG为直线和Z轴正方向的夹角,逆时针为正。系统自动计算未知的坐标值,并运动到相应的终点坐标位置。
2.7.3 圆弧插补 G02/G03
刀具以圆弧轮廓从起始点运行到终点。G02为顺时针圆弧,G03为逆时针圆弧。进给速度为编程的进给率F。
在系统设置界面的参数设置中,可以通过“圆弧指令模态开关”对G02和G03是否为模态指令进行设置。设置为“OFF”时,G02和G03为非模态指令;设置为“ON”时,G02和G03为模态指令。
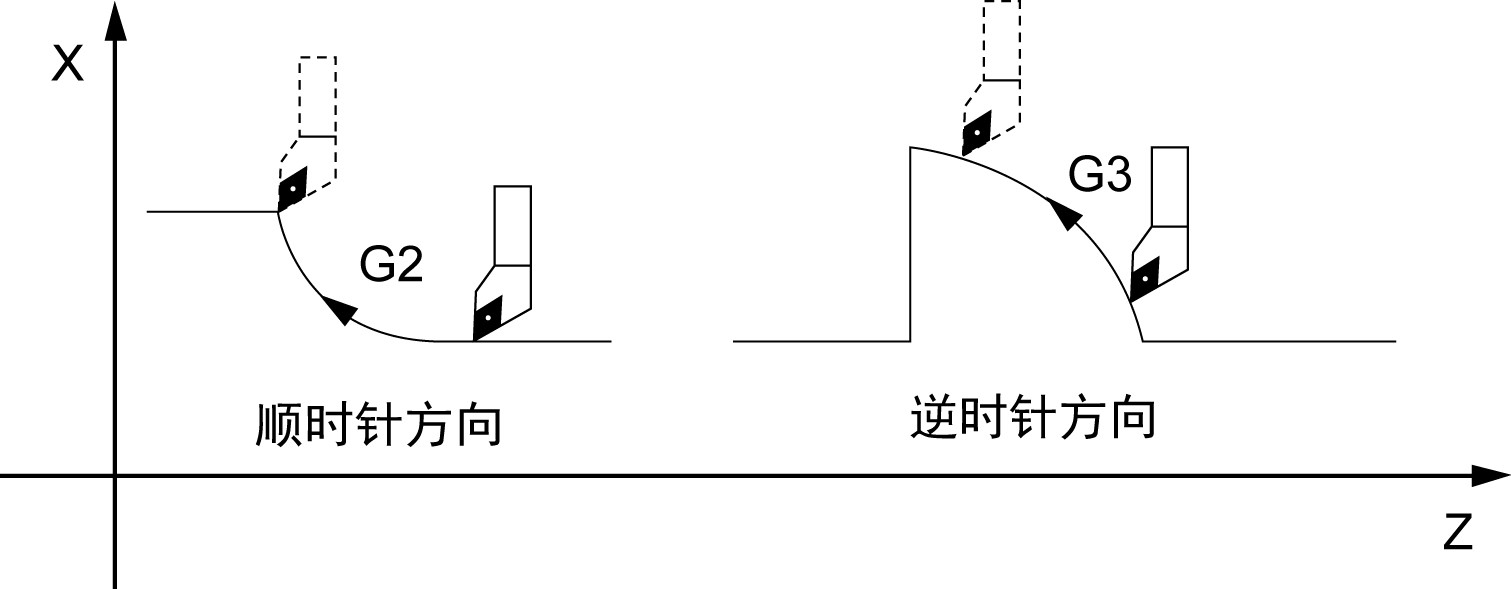
图2.11 圆弧插补方向规定
所要求的圆弧编程方式为如下几种:
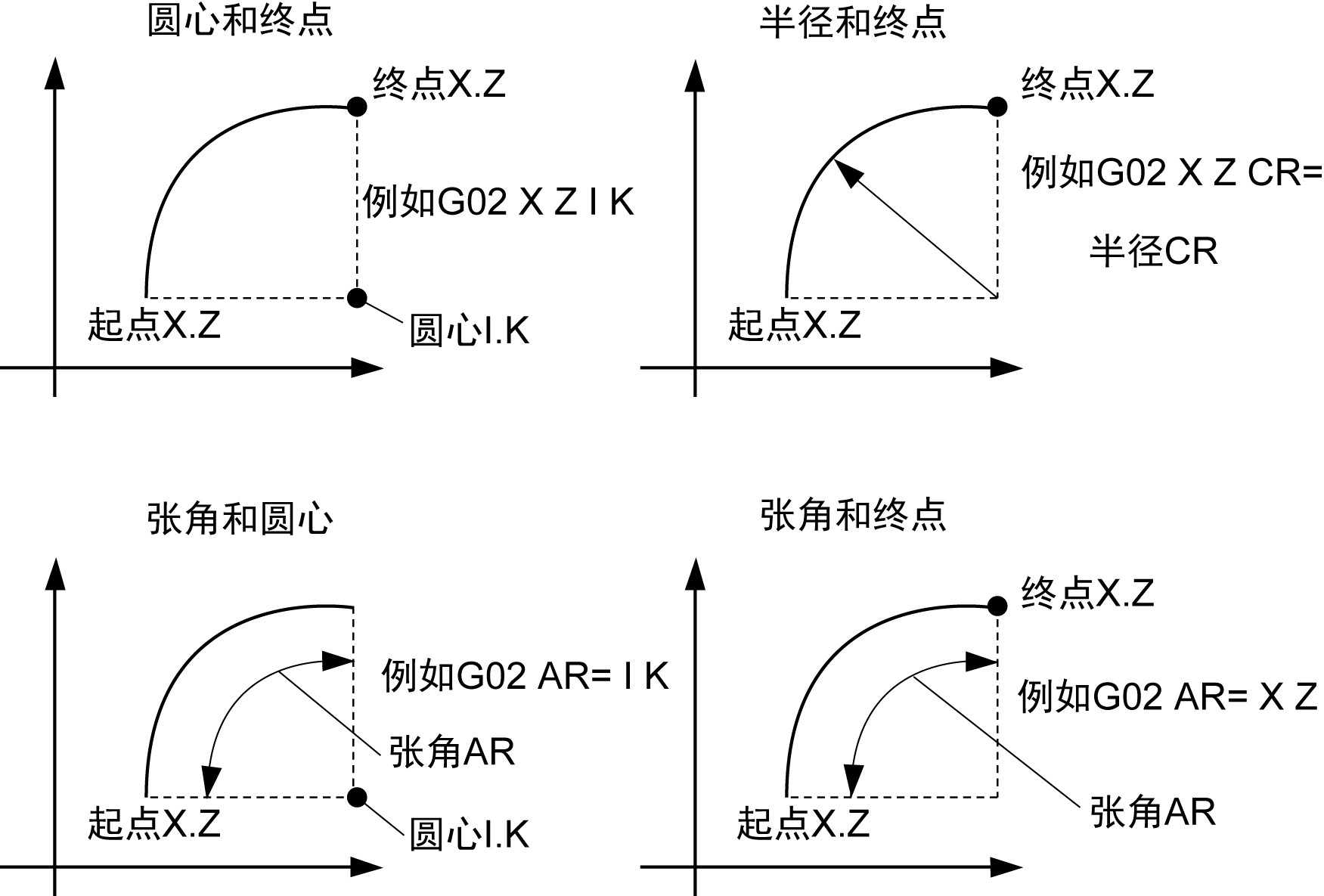
图2.12 G02/G03圆弧插补定义
示例:
1. 圆弧终点及圆心
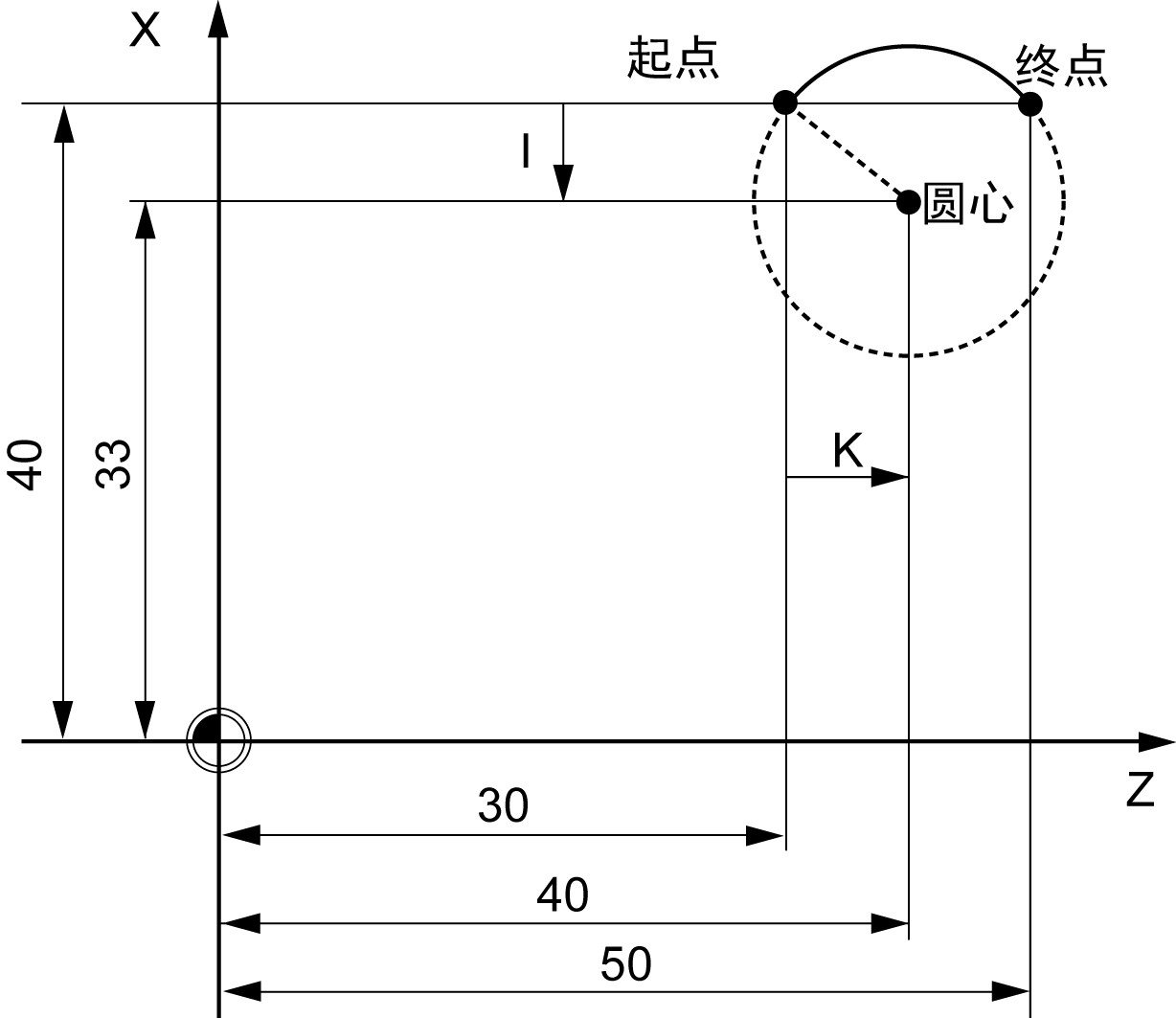
图2.13 圆心和终点编程
其中,I、K为圆心相对于圆弧起点的坐标(I值始终为半径值,无论直径还是半径编程),I、K不可以为绝对坐标。
示例:
DIAMOF
N10 G90 G94 G01 Z30 X40 F100 ;圆弧起始点
N20 G02 Z50 X40 K10 I-7 ;终点和圆心
2. 圆弧终点及半径
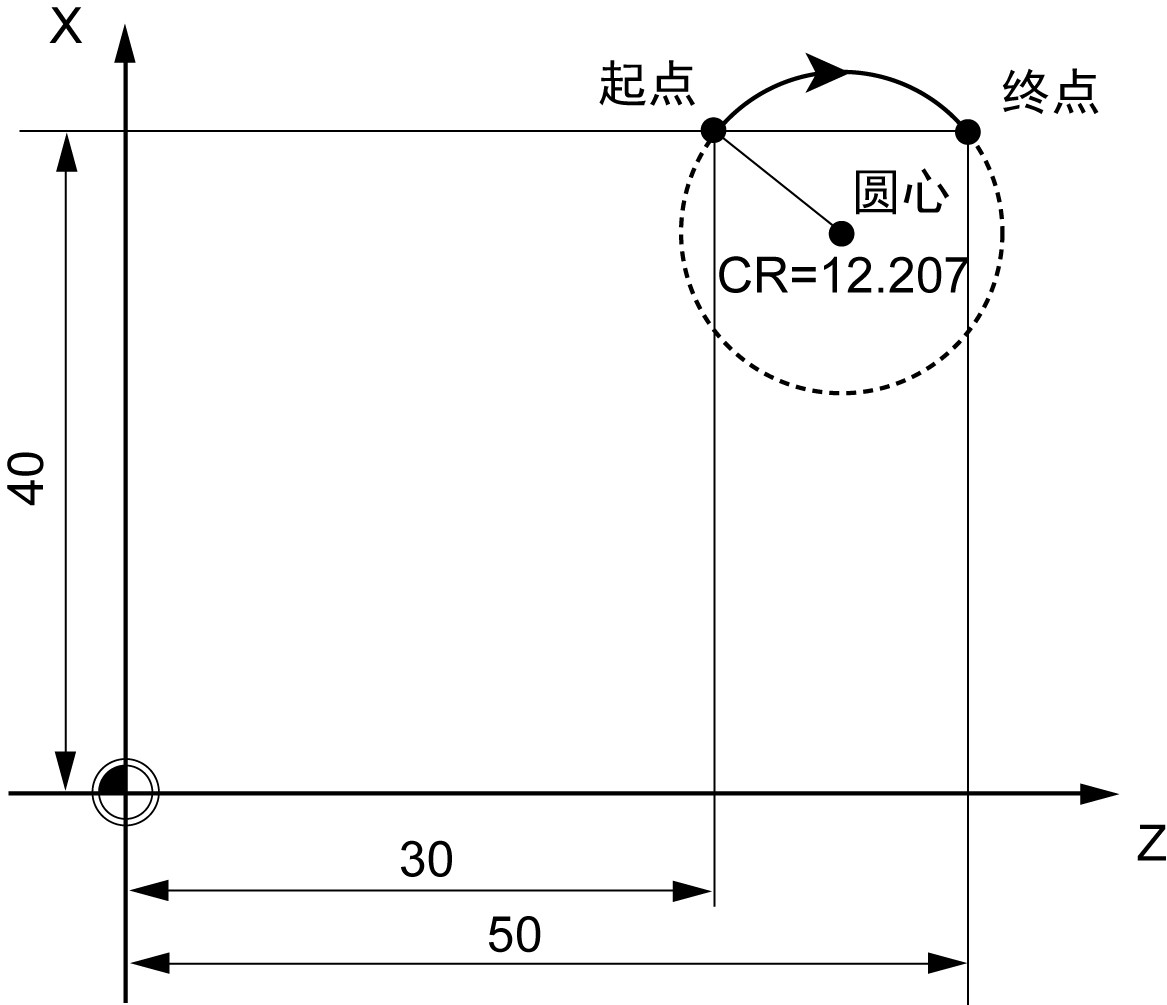
图2.14 终点和半径编程
DIAMOF
N10 G90 G94 G01 Z30 X40 F100 ;圆弧起始点
N20 G02 Z50 X40 CR=12.207 ;终点和半径
CR数值前如果带负号表示所选插补圆弧段大于半圆。
3. 圆弧终点或圆心及圆弧张角:
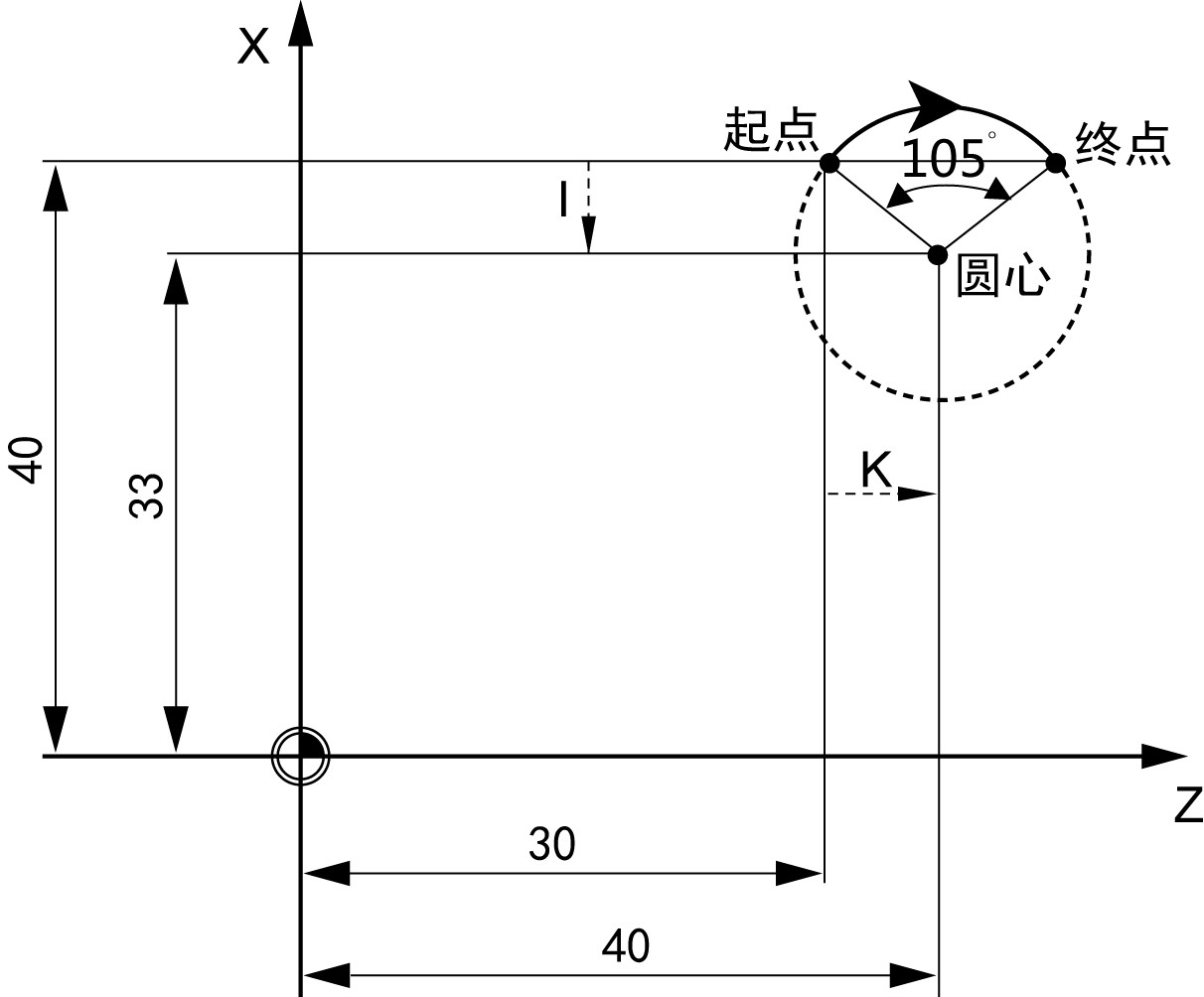
图2.15 圆弧张角和圆心(或终点)编程
示例:
DIAMOF
N10 G90 G94 G01 Z30 X40 F100 ;圆弧起始点
N20 G02 Z50 X40 AR=105 ;终点和张角
示例:
DIAMOF
N10 G90 G94 G01 Z30 X40 F100 ;圆弧起始点
N20 G02 K10 I-7 AR=105 ;圆心和张角
AR编程范围为0≤AR<360。
4.整圆编程示例(只能用圆心编程格式):
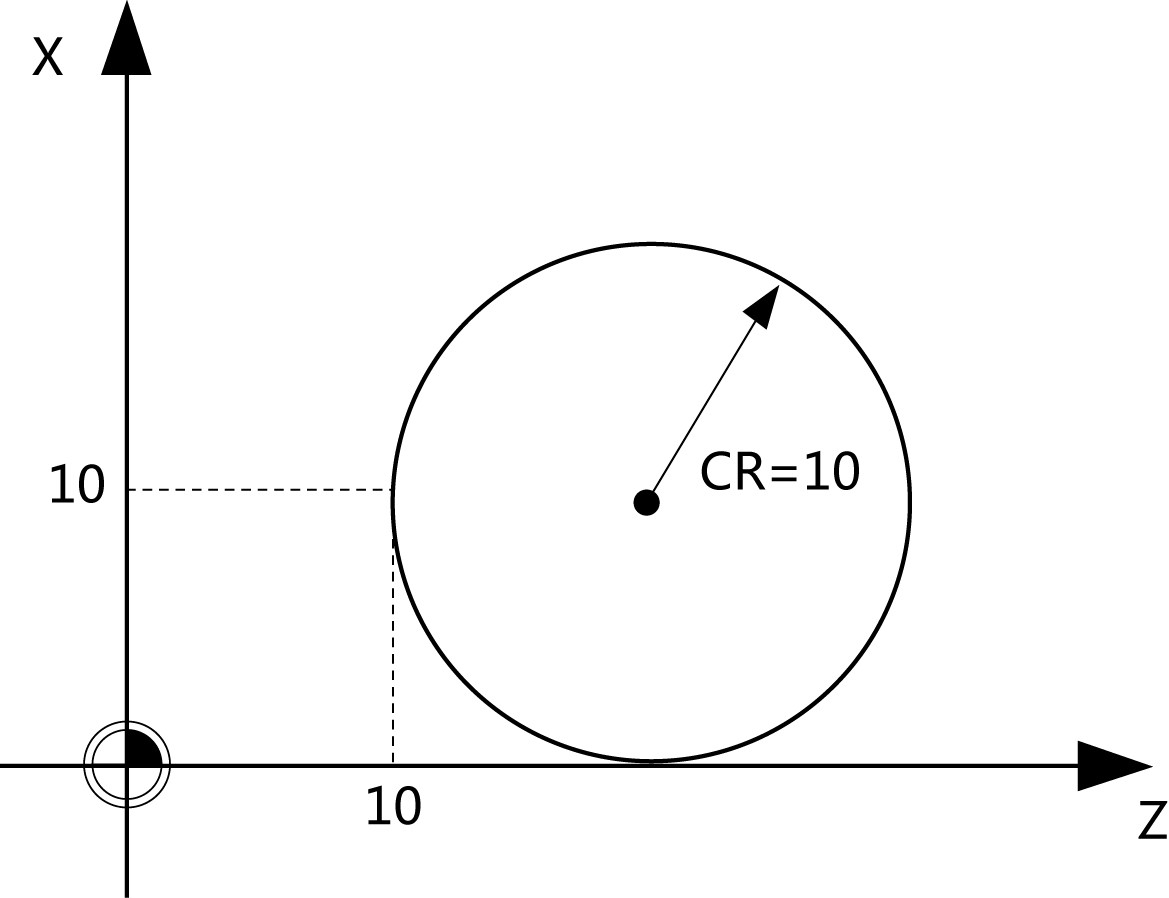
图2.16 整圆编程
DIAMOF
N10 G94 G01 X10 Z10 F100
N20 G03 X10 Z10 I0 K10 F60
2.7.4 恒螺距螺纹切削 G33
螺纹切削的必要条件:主轴有位置测量系统。在G33螺纹切削时,进给倍率开关不起作用。
可以完成切削的螺纹类型有:
1.圆柱螺纹
2.圆锥螺纹
3.外螺纹,内螺纹
4.单螺纹,多重螺纹
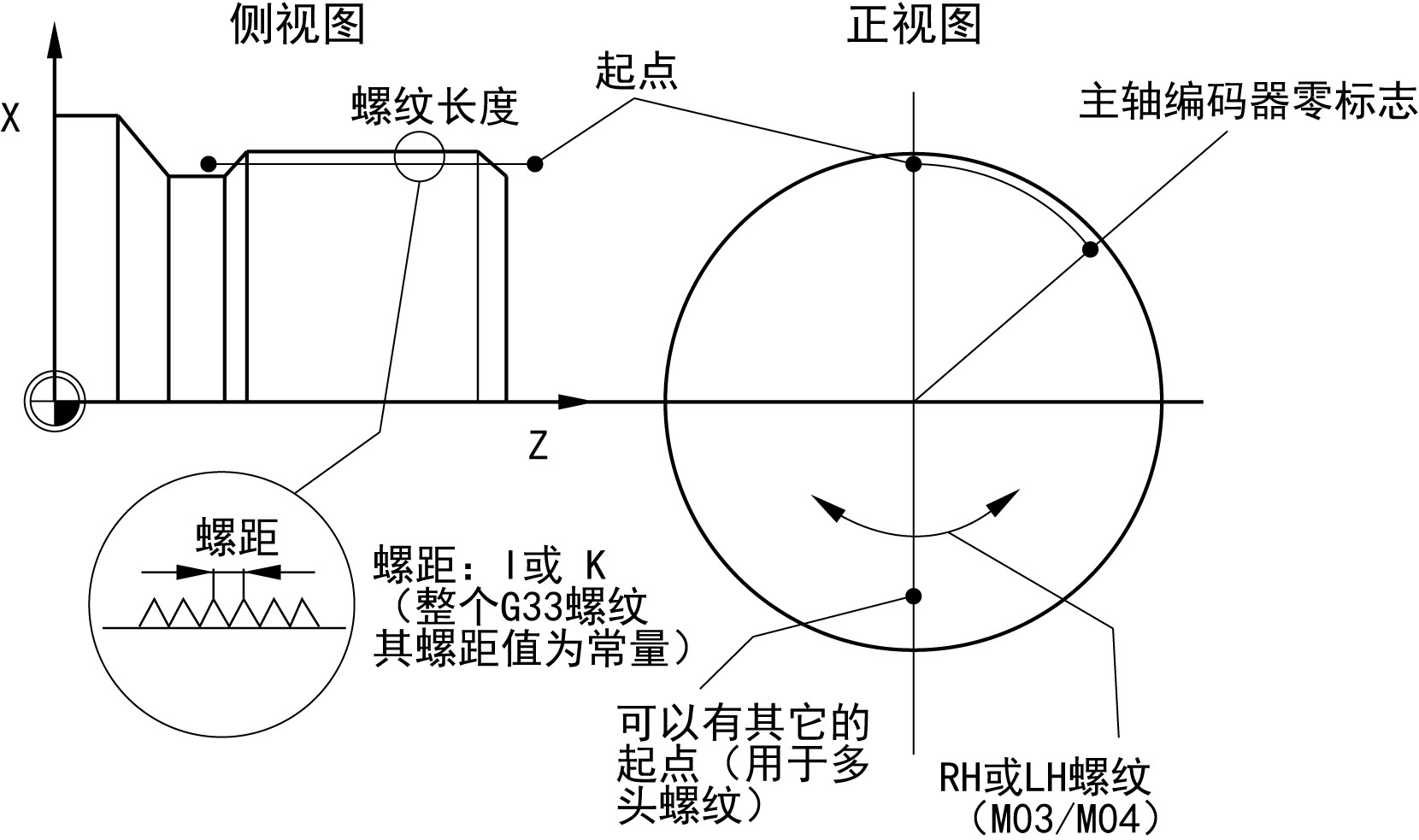
图2.17 螺纹切削参数
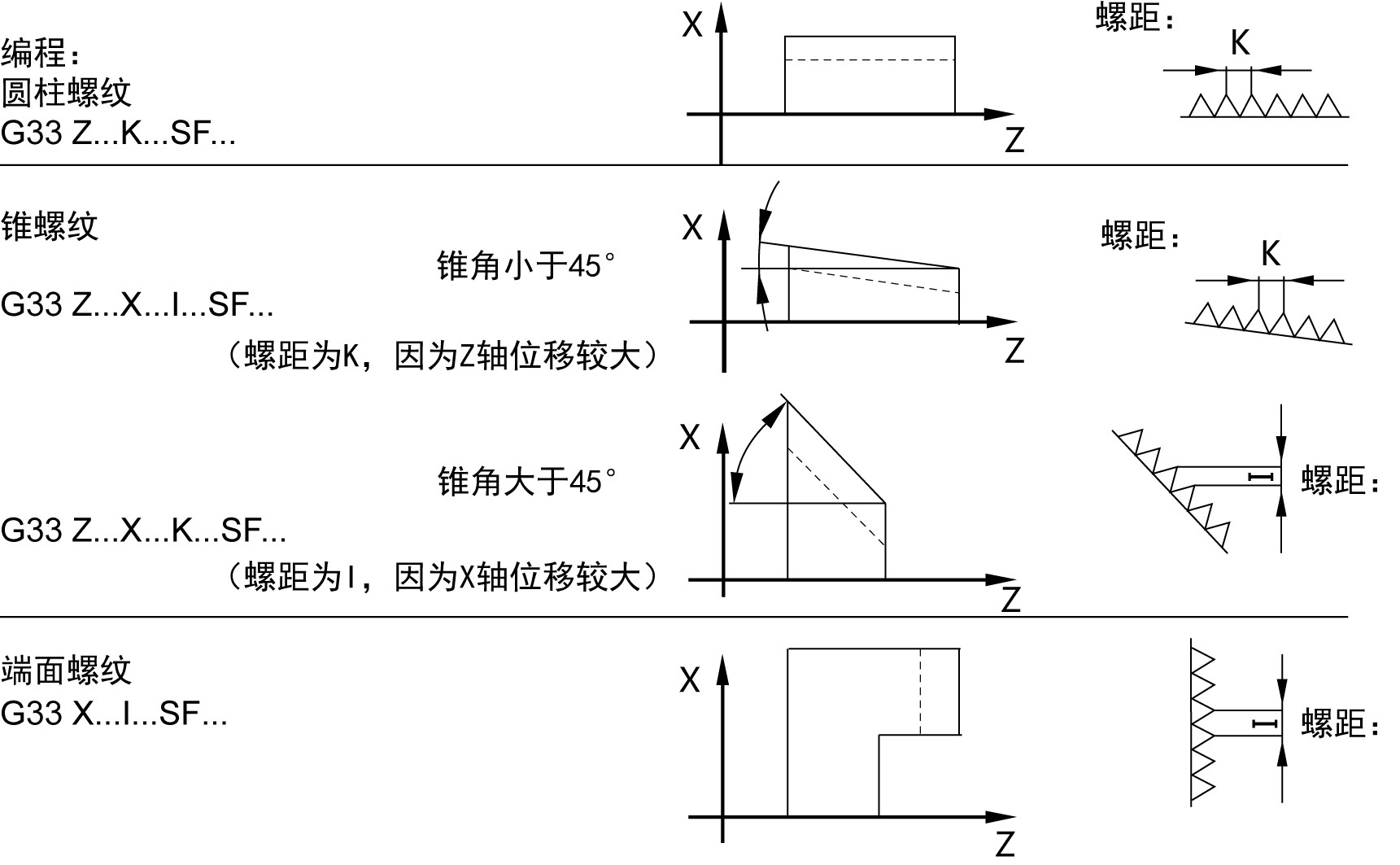
图2.18 螺纹切削类型
加工锥形螺纹时,当锥角大于45°时用螺距地址I:锥角小于45°时螺距地址用K。
不能同时编写I和K,否则报警。
G33螺纹加工时,在地址SF下编程起始点偏移量(绝对位置),SF的范围为0~360度。如果没有编程起始点偏移量,则认为没有偏移量。
示例:
1.圆柱螺纹
N10 G00 G90 X50 Z0 S500 M03 ;回到起始点,绝对坐标系,主轴正转,转速500 r/min
N20 G33 Z-100 K4 SF=40 ;螺距4mm,螺纹长度100mm,螺纹起始角度40°
N30 G00 X60 ;退刀
N40 G00 Z0 ;回到起始点
N50 G00 X50 ;进刀
N60 G33 Z-100 K4 SF=220 ;加工第二条螺纹线,起始角度220°,长度100mm
N70 G00 X60
2.锥螺纹(锥角小于45度)
N10 G00 G90 X0 Z0 S500 M03 ;回到起始点,绝对坐标系,主轴正转,转速500r/min
N20 G33 X50 Z-100 K4 ;螺距4mm,螺纹长度100mm,螺纹起始角默认0°
N30 G00 X60 ;退刀
N40 G00 Z0 ;回到起始点
3.锥螺纹(锥角大于45度)
N10 G00 G90 X0 Z0 S500 M03 ;回到起始点,绝对坐标系,主轴正转,转速500r/min
N20 G33 X100 Z-50 I4 ;螺距4mm,螺纹长度100mm,螺纹起始角0°
N30 G00 X120 ;退刀
N40 G00 Z0 ;回到起始点
4.端面螺纹
N10 G00 G90 X50 Z0 S500 M03 ;回到起始点,绝对坐标系,主轴正转,转速500r/min
N20 G33 X100 I4 ;螺距4mm,螺纹长度100mm,螺纹起始角0°
N30 G00 Z20 ;退刀
N40 G00 X50 ;回到起始点
2.7.5 返回固定点 G75
用G75可以返回到机床中某个固定点,比如换刀点。固定点位置固定地存储在机床数据中。返回速度就是其快速移动速度。G75需要一独立程序段,并且是非模态指令。
示例:
G75 X=10 Z=10
则先到达中间点X10、Z10,然后快速移动到固定点。
2.7.6 回参考点 G74
用G74可以实现回参考点功能,回参考点速度就是其快速移动速度。G74需要一独立程序段,并且是非模态指令。
示例:
G74 X=10 Z=10
则先到达中间点X10、Z10,然后快速移动到参考点。
2.7.7 倒圆/倒角 CHF/CHR/RND
功能:
在一个轮廓拐角处可以插入倒角或倒圆,指令CHR=...、CHF=…或者RND=…与加工拐角的轴运动指令一起写入到程序段中。
编程:
CHF=… ;插入倒角,数值为倒角长度
CHR=… ;插入倒角,数值为倒角边长
RND=… ;插入倒圆,数值为倒圆半径
倒角:
CHF=....或CHR=...,在直线轮廓之间、圆弧轮廓之间以及直线轮廓和圆弧轮廓之间切入一直线并倒去棱角。
倒圆:
RND=...,在直线轮廓之间、圆弧轮廓之间以及直线轮廓和圆弧轮廓之间切入一圆弧,轮廓之间切线过渡。
在任何一个轮廓拐角处都可以插入倒角和倒圆,理论上讲可以使任意多的直线程序段发生关联,并且在其间插入倒角或倒圆。
特别说明:
1)如果几个连续编程的程序段中有不含坐标轴移动指令的程序段,则不可以进行倒角/倒圆;
2)“=” 不可以省略;
3)倒角中间不允许改变零偏(G53~G59、G500/G501)和T/D。
具体编程说明如下:
1.CHR倒角
主要有4种倒角情况:直线轮廓之间、圆弧轮廓之间以及直线轮廓和圆弧轮廓之间倒去棱角。
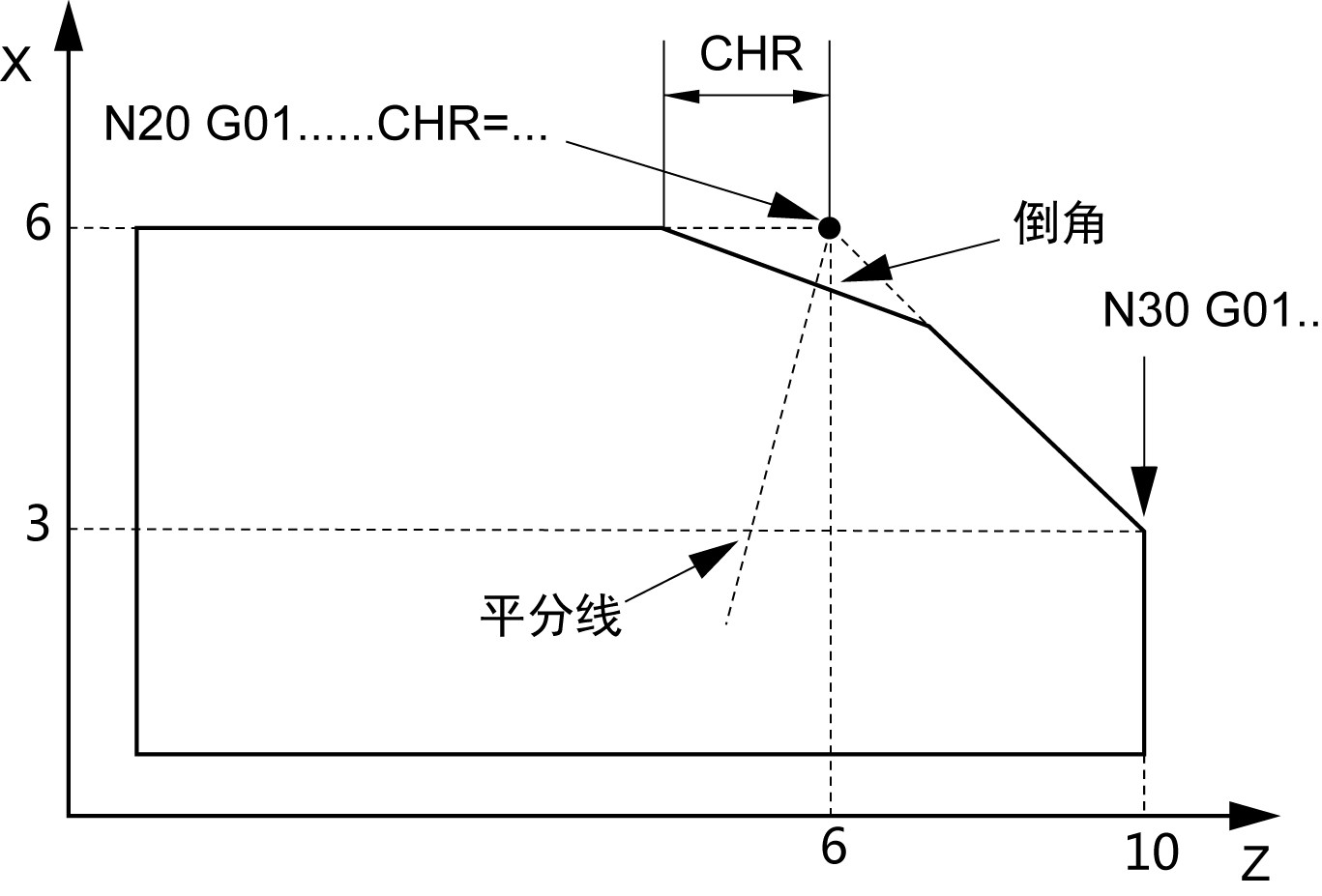
图2.19 直线与直线之间倒角CHR
N10 G94 G01 X6 Z1 F100
N20 G01 X6 Z6 CHR=1
N30 G01 X3 Z10
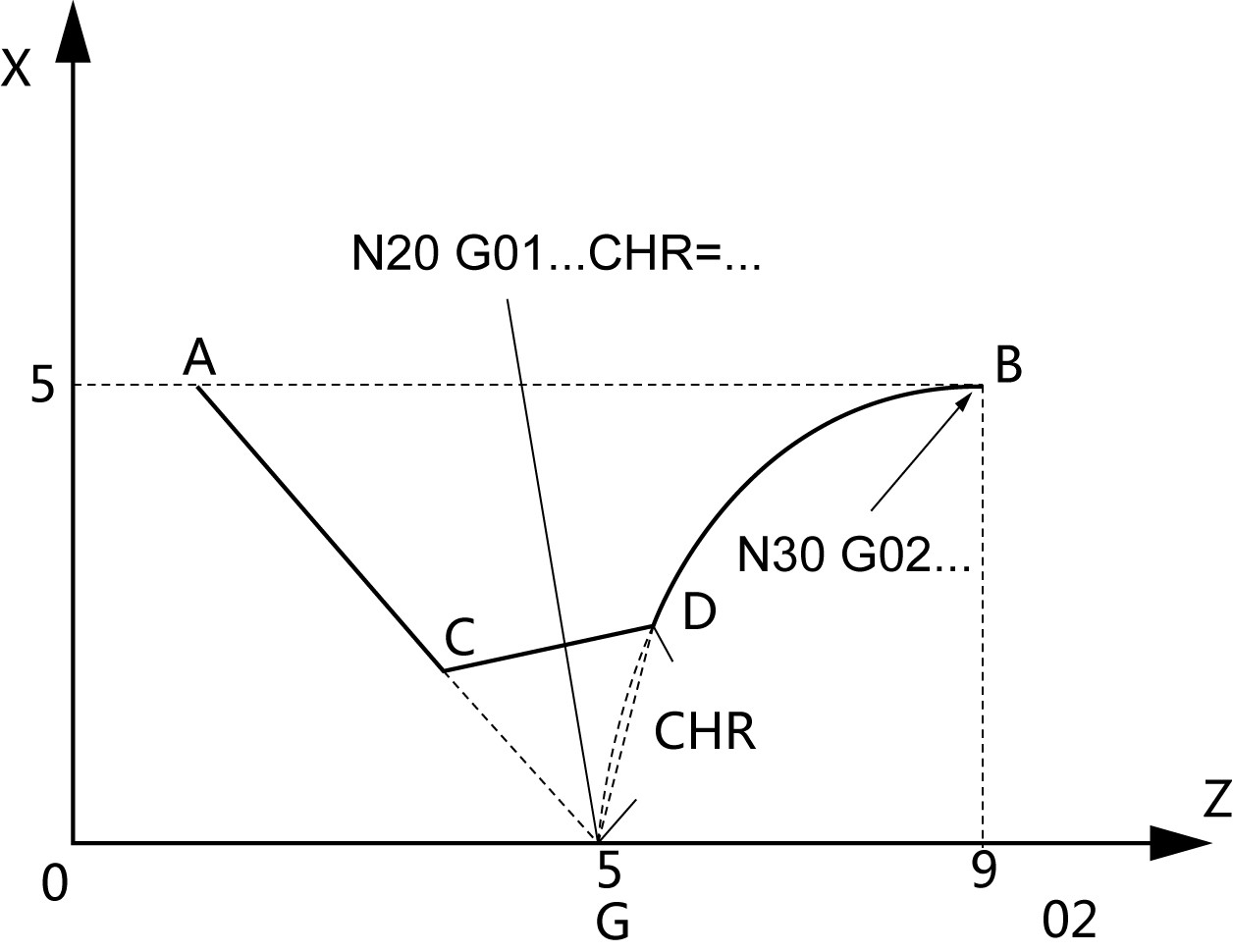
图2.20 直线与圆弧之间倒角CHR
N10 G94 G01 X5 Z1 F100
N20 G01 Z5 X0 CHR=1
N30 G02 Z9 X5 CR=...

图2.21 圆弧与直线之间倒角CHR
N10 G94 G01 X5 Z0 F100
N20 G02 Z5 X0 CR=... CHR=1
N30 G01 Z10 X5
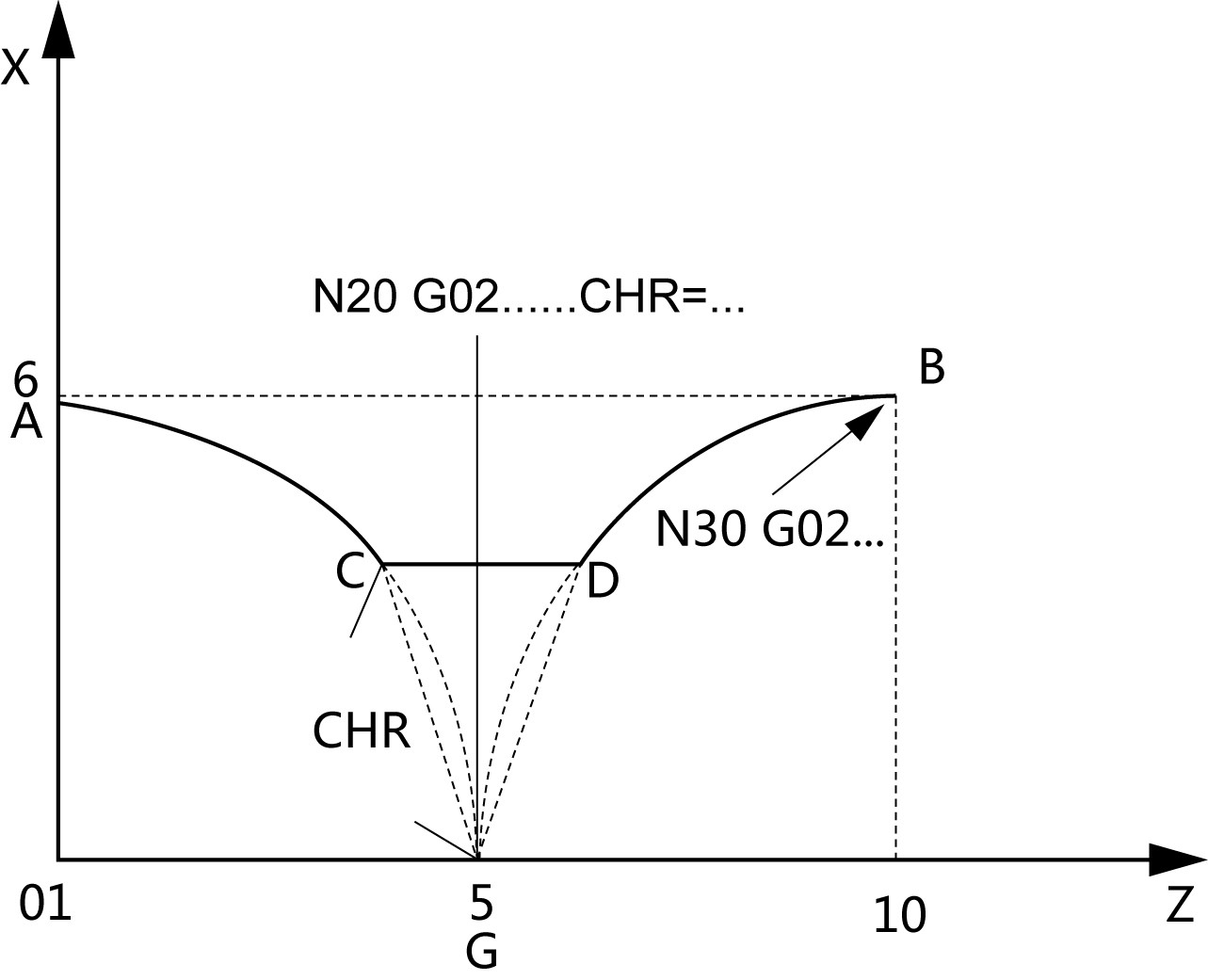
图2.22 圆弧与圆弧之间倒角CHR
N10 G94 G01 X6 Z0 F100
N20 G02 Z5 X0 CR=...CHR=1
N30 G02 Z10 X6 CR=...
2. CHF倒斜角
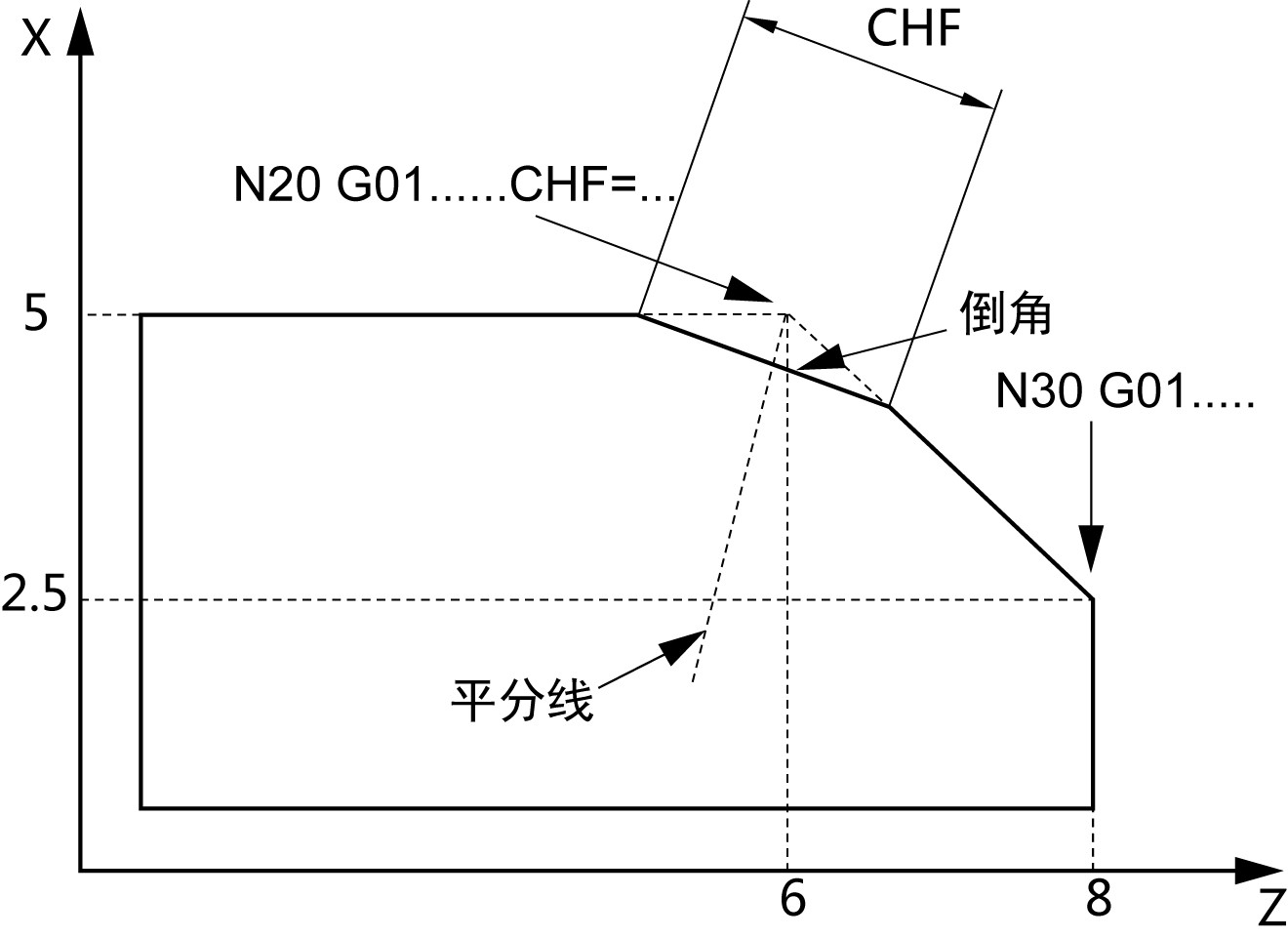
图2.23 直线与直线之间倒角CHF
N10 G94 G01 X5 Z1 F100
N20 G01 X5 Z6 CHF=1
N30 G01 X2.5 Z8
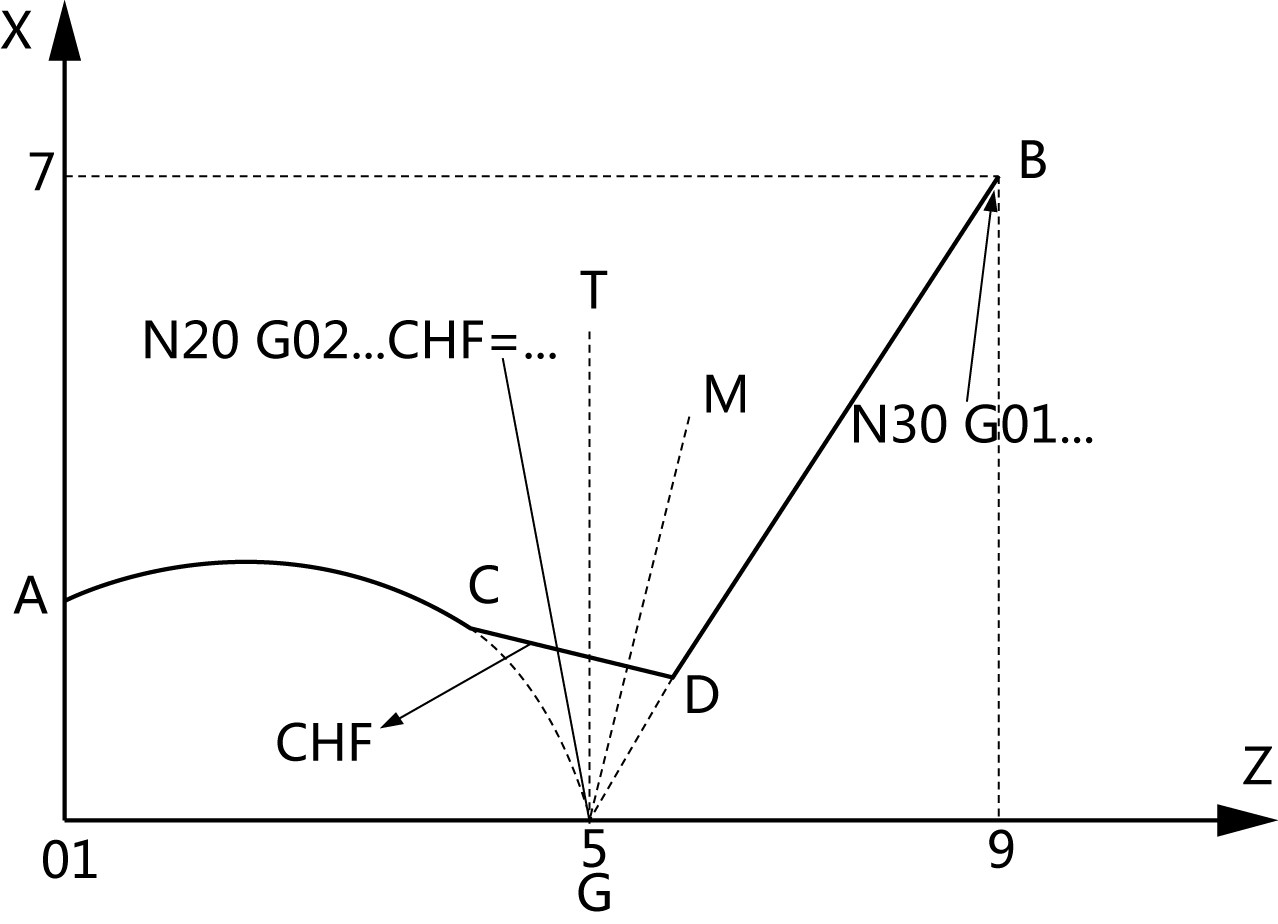
图2.24 圆弧与直线之间倒角CHF
N10 G94 G01 X2 Z0 F100
N20 G02 Z5 X0 CR=... CHF=1 F100
N30 G01 Z9 X7
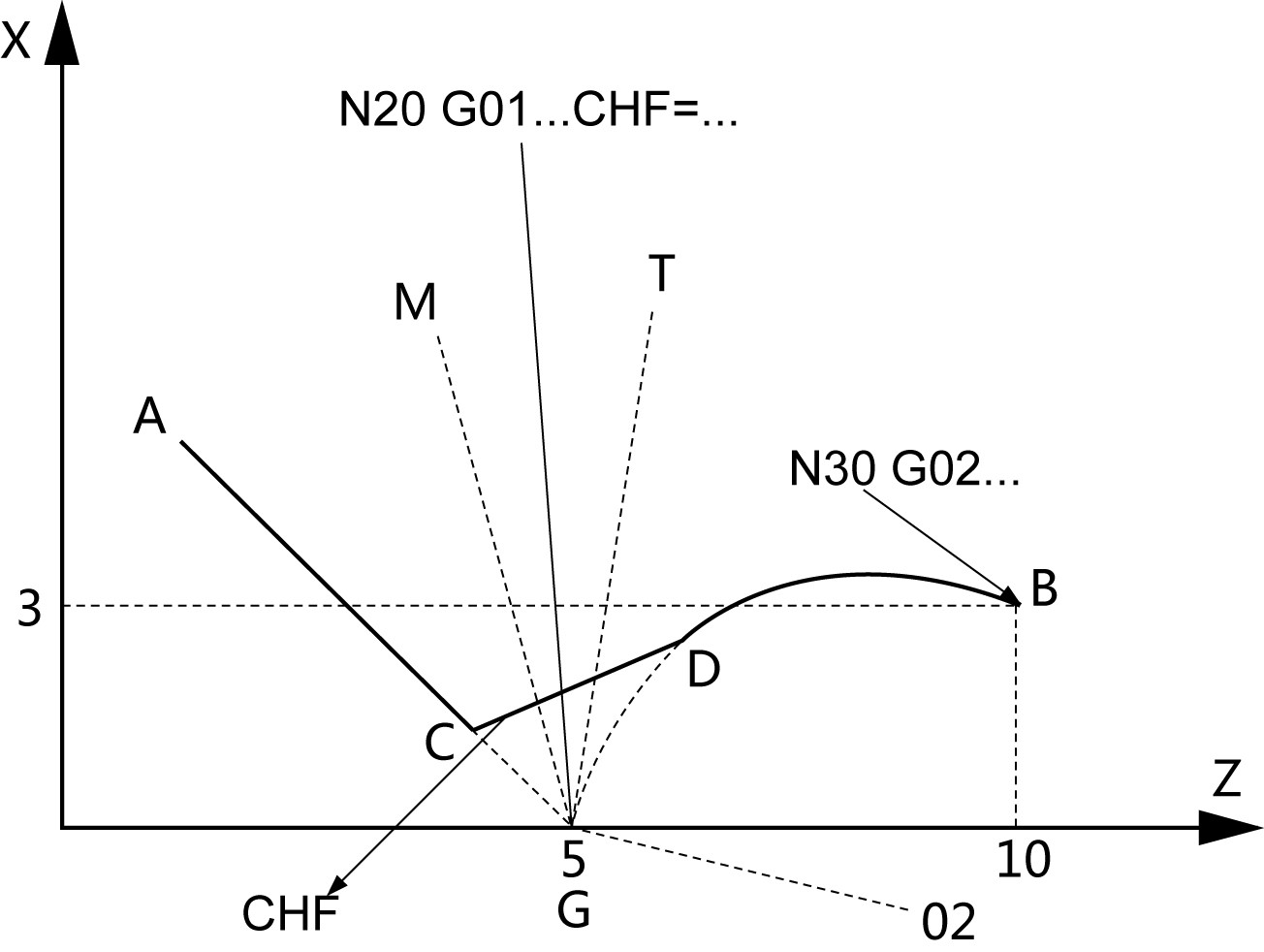
图2.25 直线与圆弧之间倒角CHF
N10 G94 G01 X5 Z1 F100
N20 G01 Z5 X0 CHF=1
N30 G02 Z10 X3 CR=...
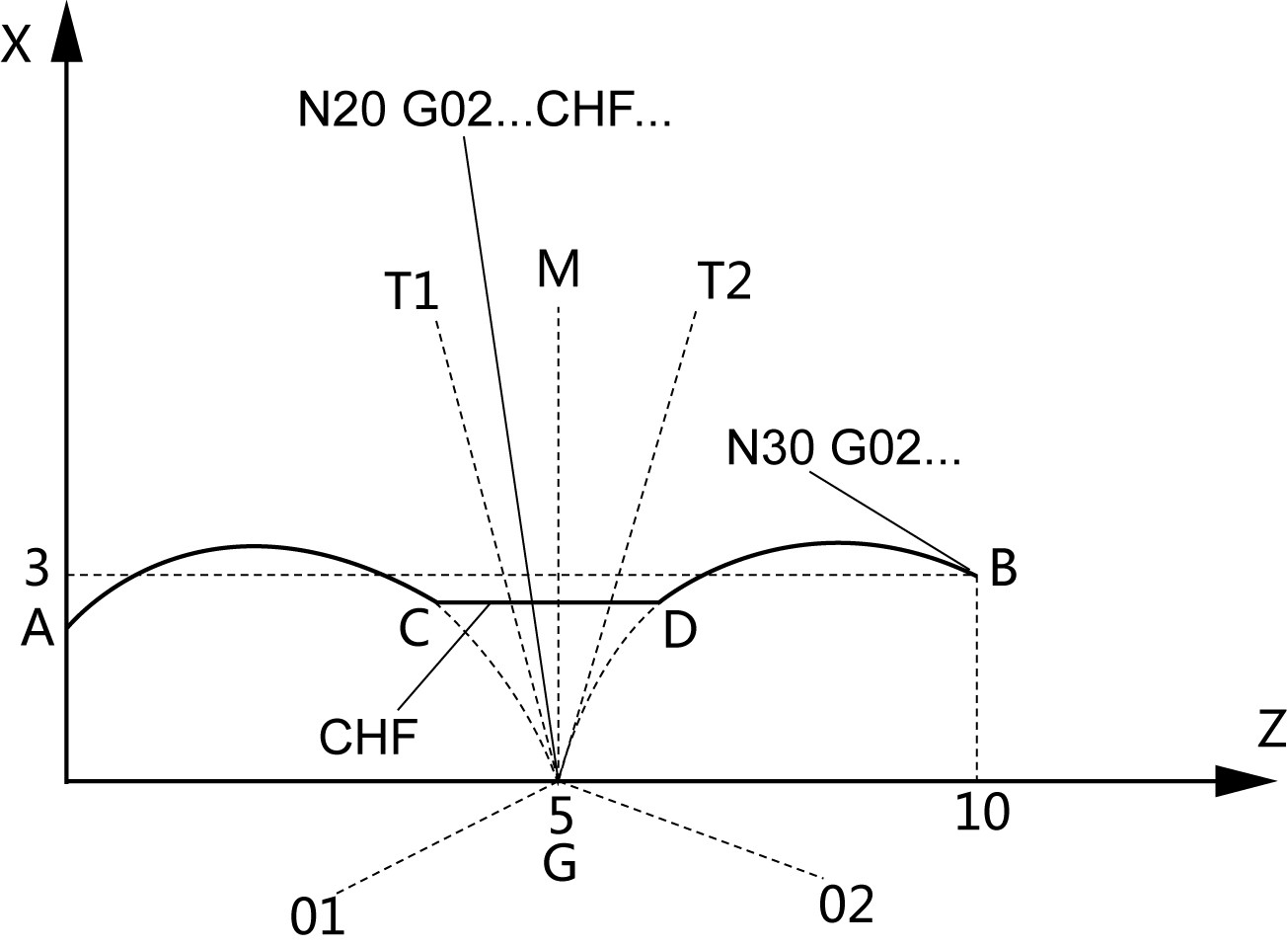
图2.26 圆弧与圆弧之间倒角CHF
N10 G94 G01 X2 Z0 F100
N20 G02 Z2 X0 CR=... CHF=1
N30 G02 Z10 X3 CR=…
3. RND倒圆角
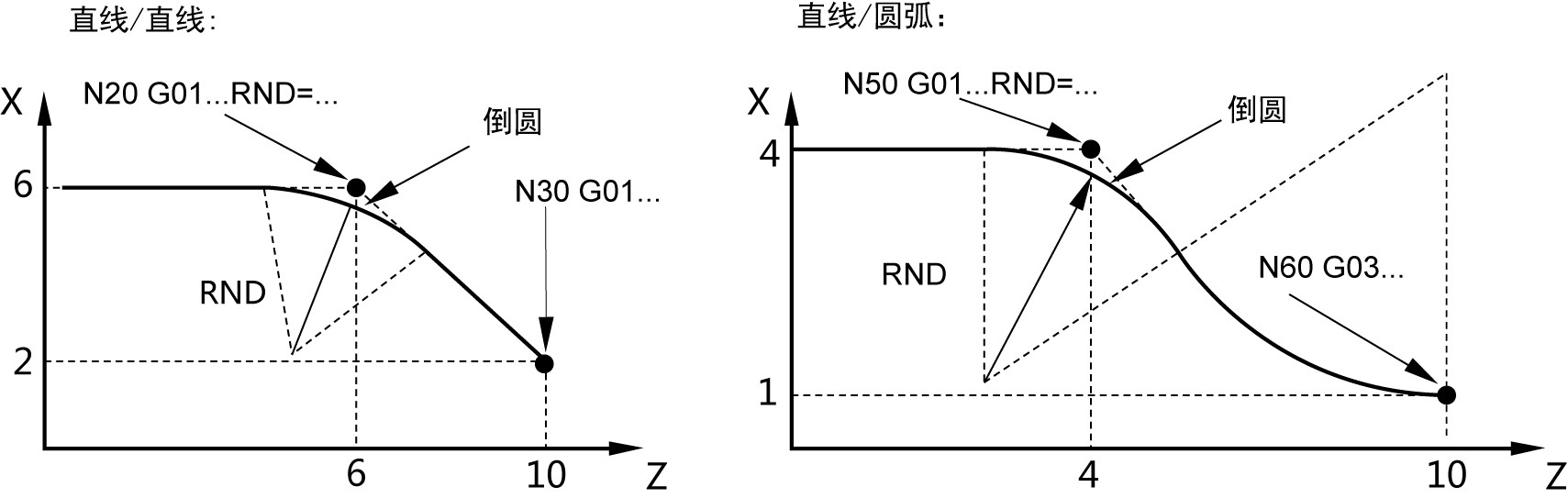
图2.27 直线与直线以及直线与圆弧之间倒圆角
N10 G94 G01 X6 Z0 F100
N20 G01 X6 Z6 RND=5
N30 G01 X2 Z10
……
N40 G01 X4 Z0 F100
N50 G01 X4 Z4 RND=10
N60 G03 X1 Z10 CR=10
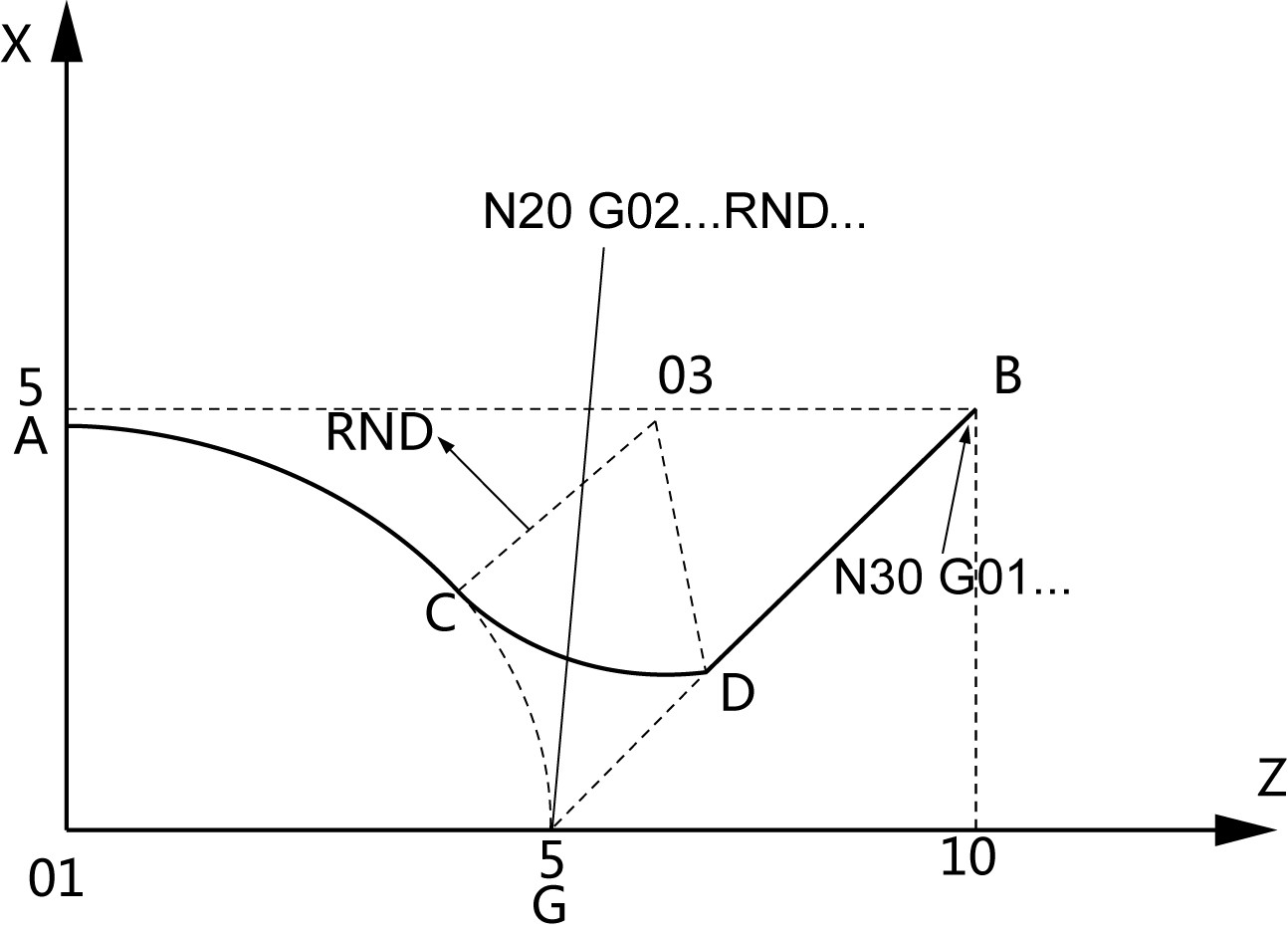
图2.28 圆弧与直线之间倒圆角
N10 G94 G01 X5 Z0 F100
N20 G02 Z5 X0 CR=… RND=2
N30 G01 Z10 X5
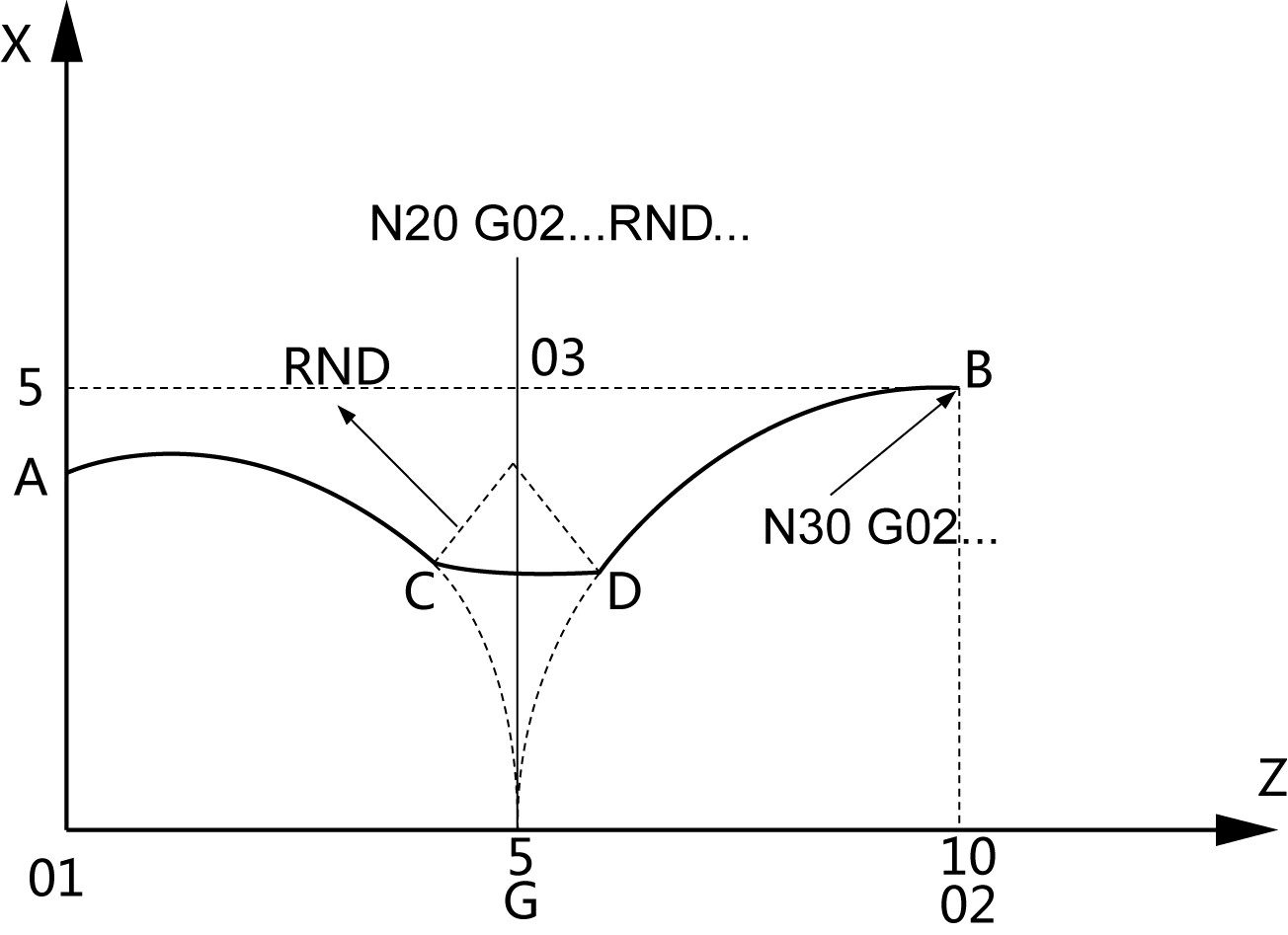
图2.29 圆弧与圆弧之间倒圆角
N10 G94 G01 X4 Z0 F100
N20 G02 Z5 X0 CR=… RND=2
N30 G02 Z10 X5 CR=…
