

2.8 进给率 G94,G95,G96,G97
进给率F是刀具移动的速度,它是所有移动坐标轴速度的矢量和。地址F的单位由G94,G95,G96功能确定:
1. G94 直线进给率;
2. G95 旋转进给率(只有主轴旋转才有意义);
3. G96 恒定切削速度;
4. G97 取消恒定切削。
G94和G95用于定义进给速度的单位,G94为默认指令,G95则是在主轴旋转时才有意义。
示例:
N10 G94 F310 ;进给率为310毫米/分钟
…
N110 S200 M03 ;主轴旋转
N120 G95 F1.5 ;进给率为1.5毫米/转
注释 :
F指令不一定要和G94/G95在同一程序段中,只要保证在G01、G02、G03程序段之前或之中进行定义即可:
N10 G94 F200
N20 G01 X20
与
N10 G94
N20 G01 X20 F200
是等效的。
注意
F编程值必须大于零,否则会报警。如果在一个程序中没有编程F,则F值为零,坐标轴将不会运动。
说明:
1.对于车床系统,G94和G95的作用会扩展到G96和G97功能。
2.G96功能生效以后,主轴转速随着当前加工工件直径的变化而变化,从而始终保证刀具切削点处编程的切削速度S为常数(主轴转速×直径=常数)。
3.从G96程序段开始,地址S下的转速值作为切削速度处理。G96为模态有效,直到被G功能组中其它的指令(G94、G95、G97)替代为止。
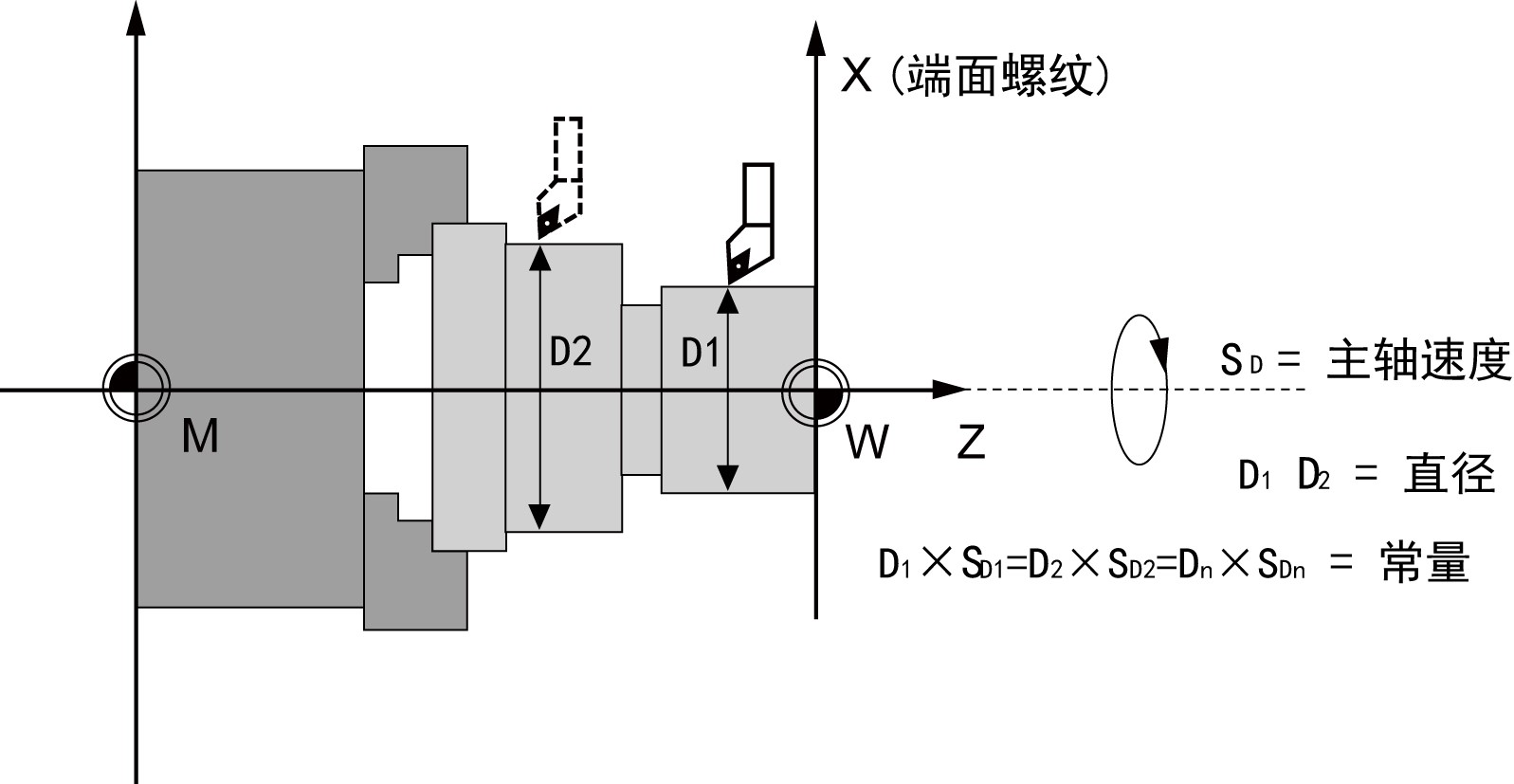
图2.30 恒线速度切削
编程:
G96 S… LIM=… F… ;恒定切削生效
G97 ;取消恒定切削
S ;切削线速度,单位米/分钟
LIM= ;主轴转速上限,只在G96中生效
F ;旋转进给率,单位毫米/转,与G95中一样
注意
当工件从大直径加工到小直径时,主轴转速可能提高得非常多,因而在此建议给定一主轴转速极限值LIM=…。LIM只对G96功能生效。LIM的值不允许超出机床数据中设定的上下限值,未编写时为0。
用G97指令可以取消恒定切削速度功能。如果G97生效,则地址S下的数值单位又恢复为转/分钟。
示例:
N10 S600 M03 ;主轴旋转方向
N20 G96 S120 F0.5 LIM=2500 ;恒定切削速度生效,120米/分钟,转速上限2500转/分钟
N30 G01 F0.2 X32 Z… ;进给0.2毫米/转,主轴速度发生变化
……
N180 G97 S400 ;取消恒定切削,新定义的主轴转速,转/分钟
说明:
1.G96功能也可以用G94或G95指令(同一个G功能组)取消;
2.G96模式内编程G00指令,主轴转速不会跟随X轴的位移变化而改变;
3.G96模式内编程M05/M19/SPOS指令后,再编程运动指令时,进给轴停止;
4.G94/G95/G97取代G96之后,需要重新编程定义S、F的值。
