

4.4 中段返回
在工件的加工过程中,由于人为因素或刀具损坏等非人为因素引起的中断,可以通过本系统提供的中断功能或任意行重启功能,及时有效地从断点处或断点附近开始加工,节约加工时间。
1. 中断功能
程序在运行过程中可以通过以下方式中断程序运行:
1)按“复位”(进给轴和主轴都停)终止程序运行,系统状态为:空闲。复位后系统记住终止时的所有模态和位置信息,可以对系统进行任意操作,如:可以利用面板按键进行轴移动,工件测量或换刀等操作。
2)按面板上的“中断”(进给轴停,主轴不停)按键,立刻终止程序运行。系统状态为:空闲,系统记住中断位置的所有模态和位置信息。可以对系统进行任意操作,如:可以利用面板上的按键进行轴移动,工件测量,换刀等。
中断后可以通过下述步骤返回中断位置:
1)通过面板上的“返回”按键,进行中断点的搜索,找到中断位置。
2)系统状态为:运行,“循环启动”灯亮。
3)找到中断位置后,按“循环启动”键,机床根据系统设置的返回方式自动返回中断点并开始加工。
注意
1)在空闲状态下,再次点击“中断”按键,系统还是空闲状态,系统保存同样的中断信息。
2)清除断点信息的条件:
a.按“循环启动”键,开始执行程序后,清除断点信息;
b.调入另一个程序到自动环境下,清除断点信息;
c.断电重启。
3)如果对正在执行的程序(或主程序中调用的子程序)进行了修改,禁止使用中断功能。
4)在使用中断功能返回中断位置时,请注意刀具和工件是否可能发生碰撞。
2. 中断功能设置说明
在系统主页面点击横向按钮“设置”进入设置页面,再点击横向按钮“参数设置”,可以对中断功能进行设置。设置选项包括两个部分:中断返回顺序设置和返回位置设置(如图 4.4 ).

图 4.4 中断功能设置
1)中断返回顺序设置开关置于OFF:
中断返回时,X轴和Z轴将同时移动,快速定位到中断位置。
2)中断返回顺序设置开关置于ON:
中断返回时,X轴和Z轴将先后移动,快速定位到中断位置,其中X轴和Z轴的移动顺序由“中断返回顺序设置”决定。
a.中断返回顺序设置中,X轴设0,Z轴设1,则X轴先移动Z轴后移动。
b.中断返回顺序设置中,X轴设1,Z轴设0,则Z轴先移动X轴后移动。
返回位置设置包括两个选项:段起始位置和中断点位置
1)段起始位置
a.中断返回时,都是从中断程序段的起始位置开始运行程序。
b.在换刀指令处中断返回时,要重新执行换刀指令。
c.循环和子程序则是从循环体中或子程序中的中断位置的起始点开始执行。
2)中断点位置
a.对于轴运动指令和G04来说,中断返回时,都是从中断点执行程序(首先从当前位置快移到中断点,再从中断点开始执行程序)。
b.对于其它的G、M、S、T、D等指令,中断返回时,都是从中断程序段的开始位置执行。
c.在换刀指令处中断返回时,要重新执行换刀指令。
d.循环和子程序则是从循环体中或子程序中的中断点开始执行。
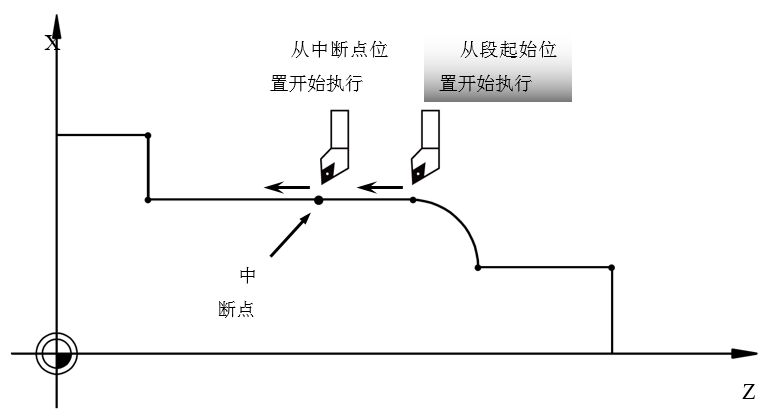
图 4.5 返回位置设置
3. 任意行重启功能
系统可以通过主页面中的“程序”按钮,进入到程序编辑页面,利用“搜索行号/文本”或直接光标定位的方式,找到中断位置,然后从中断位置开始正常执行程序,具体方法如下:
1)主页面中点击“程序”,进入程序页面。
2)直接将光标定位到要重启的程序段处,或通过Crtl+F打开搜索对话框,在对话框中输入要搜索的内容,点击“确定”,定位到要重启的程序段处。
3)点击横向按钮“设置中断点”,进入中断点设置页面。
4)在右上角的“是否计算”区域选择重启方式。计算与不计算的含义如下:
a.计算:在进行程序段搜索时,系统象程序正常运行一样(但机床不运动),计算搜索到要重启的程序段处,获得重启位置的所有模态信息和位置点,故系统的模态信息由程序决定,无需用户设置。
b.不计算:只是定位到要重启的程序段处,不进行任何计算动作,故需在此页面中设置常用的重启位置模态信息,如图4.6。
c.“计算”方式针对较短程序,这样计算时间会很短;“不计算”方式针对较大程序,因为计算可能会需要较多时间,直接设置可以节省时间。
5)点击横向按钮“确定”,跳转到主页面。系统状态为:运行,“循环启动”键灯亮。
6)按面板上的“循环启动”键,机床从当前位置以G00直线方式快速定位到起始位置,并自动开始后续程序的执行。

图 4.6 中断点设置页面
说明:
1)如果定位到重启位置后,没有按“循环启动”键,而是按“复位”键,则结束任意行重启功能,复位到程序开头。
2)通过中断功能,系统记住的断点位置信息与通过任意行重启功能定位的位置是相互独立的。也就是说中断功能和任意行重启功能是两个独立的功能。
