

9.刀具管理
文章编号: 1631 | 评级: 未分级 | 最新更新: Thu, Oct 11, 2018 4:33 PM
9.1 刀具管理功能简述
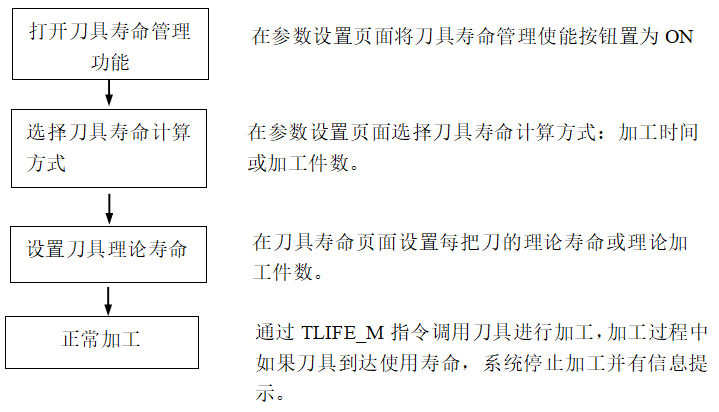
本系统中的刀具管理功能,用于在批量加工的过程中,一旦刀具到达寿命,系统立即停止加工并进行信息提醒。用户可通过以下的操作方法使用该功能:
说明:
- 数控编程时换刀指令下面必须使用TLIFE_M指令进行刀具寿命的计算,才能使刀具管理功能生效,该指令的具体编写格式参见《铣床系统编程手册》。
- 在系统主页面点击横向按钮“刀偏”进入刀偏表页面,再点击横向按钮“刀具监控参数”即可对刀具管理的各项参数进行设置。
9.2 刀具寿命统计的两种方式
刀具寿命统计的方式包括两种:按加工时间统计和按加工件数统计。用户可在系统的“参数设置”中对两种方式进行切换,如图9.1。
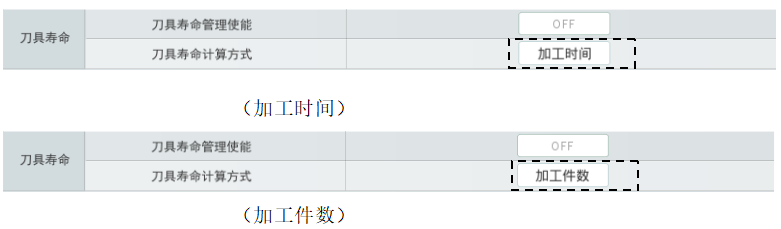
图9.1 刀具寿命计算方式
9.2.1 按加工时间统计
在“刀具监控参数”界面的列表中显示了所有刀具按加工时间统计的参数(如图9.2),用户可在“理论寿命(分钟)”一栏中设置每把刀具可以进行切削的最大总时间,而“实际寿命”一栏将把刀具在实际加工中已经进行切削的总时间显示出来。

图9.2 按加工时间统计的参数
刀具寿命管理刀具切换规则
用户在使用TLIFE_M指令调用刀具寿命管理功能后:
- 若该把刀具达到了“理论寿命”,系统将报警,并且无法用该刀具再执行下一次程序。
- 若刀具已经完成更换,可以点击相应的“清空”按钮来清除“实际寿命”数值,更换后的刀具可以继续进行加工。
说明:
当该把刀具的“实际寿命”达到了“理论寿命”后,系统默认该刀具已无法使用,即使增大了“理论寿命”数值系统仍然不会再次调用该刀具。若需再次该刀具,必须点击相应的“清空”按钮清除“实际寿命”数值。
9.2.2 按加工件数统计
在“刀具监控参数”界面的列表中显示了所有刀具按加工件数统计的参数(如图9.3),用户可在“理论加工件数”一栏中设置每把刀具可以加工工件的最大数量,而“实际加工件数”一栏将把刀具实际已加工工件的总数显示出来。

图9.3 按加工件数统计的参数
刀具寿命管理刀具切换规则
用户在使用TLIFE_M指令调用刀具寿命管理功能后:
- 若该把刀具达到了“理论加工件数”,系统将报警,并且无法用该刀具再执行下一次程序。
- 若刀具已经完成更换,可以点击相应的“清空”按钮来清除“实际加工件数”数值,更换后的刀具可以继续进行加工。
说明:
当刀具的“实际加工件数”达到了“理论加工件数”后,系统默认该刀具已无法使用,即使增大了“理论加工件数”数值系统仍然不会再次调用该刀具。若需在刀组中继续使用该刀具,必须点击相应的“清空”按钮清除“实际加工件数”数值。
