

2.系统简介
文章编号: 1022 | 评级: 未分级 | 最新更新: Wed, Oct 10, 2018 11:03 AM
2.1 操作界面介绍
屏幕采用12'LCD触摸屏,配备标准编辑键盘和其他辅助键等。

图2.1 系统外观
2.2 主界面介绍
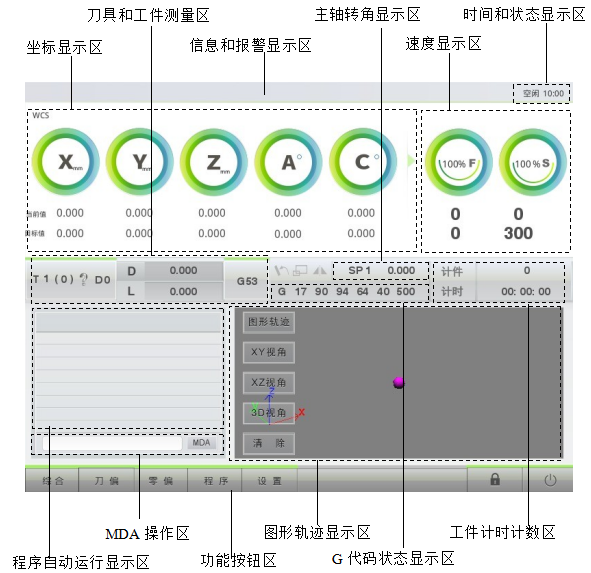
图2.2 系统主界面
1、坐标显示区
- 点击左上角可将坐标系在机床坐标系(MCS)和工件坐标系(WCS)之间进行切换。
- 点击右侧箭头,可以在“当前值”、“目标值”、“剩余值”、“清零”之间切换。
- 点击“清零”可以把当前值暂时设为0,方便手动加工时以当前位置作为新的起点进行计算。如图2.3。

图2.3 清零功能
2、刀具和工件测量区
- 显示当前生效的刀具号和工件坐标系。点击刀具进入对刀测量界面,点击坐标系进入工件测量界面。
3、信息和信息报警显示区
- 点击左侧区域可查看系统版本。
- 系统报警或提示信息显示在该区域,点击“+”可以查看历史信息。
4、速度显示区
- 显示当前主轴和进给轴的理论速度和实际速度。
- 百分比表示操作面板上的旋钮的当前倍率。
- 时间和状态显示区显示机床当前运行状态、联网状态和时间。
5、程序自动运行显示区
- 显示系统当前调用的程序。
- 加工过程中显示程序的加工进度。
6、G代码状态显示区
- 显示系统当前的G指令模态。
7、工件计时计数区
- 显示总加工件数和加工累积时间。
8、MDA操作区
- 此处执行单行调试程序。
9、综合坐标
- 点击主界面中的“综合”按钮,进入到综合坐标界面。如图2.4。
- 在综合坐标界面中,页面上半部分分别显示工件坐标系(WCS)和机床坐标系(MCS)的当前值、目标值、剩余值,同主界面切换方法相同,也含有坐标值清零功能。
- 在页面的左下方区域显示倍率、转速、主轴定向角度、刀具信息、可设定框架信息和G指令模态信息等。
- 点击右下角的三角图标,可切换实时负载柱状图和实时负载曲线图,如图2.5。

图2.4 综合坐标
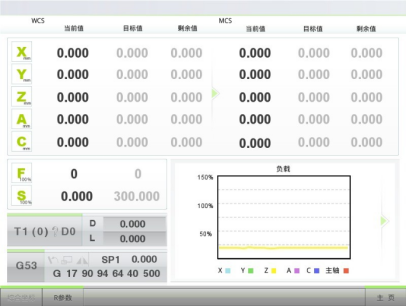
图2.5 实时负载曲线图
2.3 操作面板介绍

图2.6 操作面板
表2.1 面板按键列
| 图 标 | 名 称 | 说 明 |
|
|
复位 | CNC启动时,在按下“NC ON”之后,需要按压“复位键”进入正常工作状态。复位功能有以下作用: |
| 1. 立即停止正在执行的程序,同时主轴和进给轴停止 | ||
| 2. 如果存在报警,则复位报警信息,清除报警显示 | ||
|
|
执行 | 按下该按键,“循环启动”键指示灯长亮,系统即将执行当前主页面上的程序。在“程序自动运行显示区”中选择好程序后,也需要按此按键,“循环启动”键指示灯才长亮。 |
| 此按键需要与“循环启动”键配合使用,为循环启动前的确认作用。 | ||
|
|
循环启动 | 在执行程序或执行MDA时,均用“循环启动”键启动程序或程序段。 |
| 有程序等待执行时,指示灯亮;在程序执行过程中,指示灯灭;当机床空闲时,指示灯闪烁。 | ||
|
|
进给保持 | 该按键在自动执行时起作用。通过按压“进给保持”按键可以暂停进给运动,此时“循环启动”键指示灯亮,指示可以通过按压“循环启动”键来解除进给保持。 |
|
|
NC ON | 在机床断电并重新上电后或拍下“急停”并重新释放“急停”按键后,需要按压该按键来使伺服上电。 |
|
|
润滑 | 该按键在自动和手动方式下均起作用。用于对导轨进行手动润滑,每次润滑时间可以在“设置”页面中设定。 |
| 当润滑泵工作时,该按键指示灯亮起。 | ||
|
|
水冷 | 用于对工件和刀具进行冷却,当冷却泵处于工作时,该按键指示灯亮起。 |
|
|
照明 | 用于打开和关闭机床照明灯。 |
|
|
安全门 | 对于没有安装电磁门锁的机床,该按键没有被使用。在配合传感器使用时该按键指示灯具有提示作用,即防护门关闭时按键指示灯亮,防护门打开时按键指示灯灭。对于安装了电磁门锁的机床,当防护门关闭后按压该键可以锁住防护门,在非程序运行状态下,按压该键可以打开防护门电磁门锁。 |
|
|
刀库门 | 在机床修调模式下,按压该按键,刀库门打开。 |
|
|
主轴正转 | 使主轴正向旋转,该按键只在空闲时起作用。 |
|
|
主轴停止 | 使主轴停止旋转,该按键只在空闲时起作用。 |
|
|
主轴反转 | 使主轴反向旋转,该按键只在空闲时起作用。 |
|
|
回零 | 回参考点快捷键,如果机床未回零,按下该按键后,按键灯长亮,同时循环启动键也长亮,再按下循环启动键后,机床开始回零动作。如果机床已经回零,该按钮无效。 |
|
|
条件停 | 在任何状态下,按压该按键,可以切换程序停止的判断逻辑。指示灯亮时,当加工程序执行到“ M01 ”将结束程序的执行,指示灯灭时,“ M01 ”不起任何作用。 |
|
|
段跳跃 | 在机床空闲状态下,按压该按键,可以切换段跳跃的判断逻辑。指示灯亮时,当加工程序执行到“ / ”将跳过其后面的程序段而执行下一程序段,指示灯灭时“ / ”后面的程序段将被照常执行。在机床运行状态下,该按键被锁定。 |
|
|
单段 | 该按键指示灯亮表示单段有效,按键指示灯灭表示单段无效。当单段有效时,程序一段一段的执行,每执行完一段,程序停止执行且“循环启动”键长亮,同时光标高亮跳转到下一段,按下“循环启动”键后继续执行。当程序正在运行时按下该按键使单段有效,则系统会在执行完当前段后停止,按“循环启动”键执行下一段。(此功能开发中) |
|
|
空运行 | 该按键指示灯亮表示空运行功能有效,按键灯灭表示空运行功能无效。空运行功能有效时,系统会控制轴按照“设置”页面中设定的空运行速度运行。 |
|
|
报警 | 用于显示报警信息。当有报警时,该按键指示灯闪烁,每按一次该按键,显示一条报警信息。在排除相关报警故障后,按键指示灯灭。 |
|
|
刀盘反转 | 在机床修调模式下,按一下,刀盘反向旋转一个刀位。 |
|
|
刀盘正转 | 在机床修调模式下,按一下,刀盘正向旋转一个刀位。 |
|
|
刀库伸出 | 在刀库修调模式下,按压该按钮,刀盘伸出到换刀位。 |
|
|
排屑器正转 | 按一下,排屑器启动正转,再按一下,排屑器停止。 |
|
|
排屑器反转 | 按一下,排屑器反转一下,点动控制。 |
|
|
松卡刀 | 按住该按键3秒以上,主轴松开刀具,再按一下该按键,主轴卡紧刀具。 |
|
|
气动天窗 | 按一下,顶部天窗打开,再按一下,天窗关闭。 |
|
|
中断/返回 | 按“中断”键,程序停止运行,允许任何操作;按“返回”键,机床恢复到断点状态,按“循环启动”键,程序从断点开始执行。 |
|
|
手脉使能 | 按压该按键,切换到手脉移动模式。 |
|
|
A轴锁紧指示灯 | 该按键仅通过指示灯显示A轴的夹紧状态,指示灯亮表示A轴已夹紧,指示灯灭表示A轴未夹紧。按下该键不会有任何效果。 |
|
|
C轴锁紧指示灯 | 该按键仅通过指示灯显示C轴的夹紧状态,指示灯亮表示C轴已夹紧,指示灯灭表示C轴未夹紧。按下该键不会有任何效果。 |
|
|
全部为预留按键 | |
| 机床增加其它功能时可以定义这些按键。 | ||
|
|
选择X轴 | |
|
|
选择Y轴 | 按下相应的按键选择X、Y或Z轴。 |
|
|
选择Z轴 | |
|
|
选择A轴 | |
|
|
选择B轴 | 按下相应的按键选择A、B或C轴。 |
|
|
选择C轴 | |
|
|
正方向移动 | 按照选择的轴正方向移动 |
|
|
负方向移动 | 按照选择的轴负方向移动 |
|
|
快进 | 在手动连续方式下,同时按下某一方向的“手动进给”按键与“快速进给”按键,可以快速移动进给轴。松开“快速进给”按键,恢复成手动连续进给速度。 |
|
|
0.1档增量倍率 | 手动增量方式下,按下这三个按键中的一个,定义进给轴移动的增量值。手脉移动方式下,按下这三个按键中的一个,便可以将进给速率改为乘以相应倍率的速率。 |
|
|
0.01档增量倍率 | |
|
|
0.001档增量倍率 | |
|
|
水冷 | 用于对工件进行冷却,当冷却泵处于工作时,该按键指示灯亮起。 |












































2.4 系统状态介绍
控系统的操作状态分为:空闲和运行两个状态。
当机床处于下列情况时,系统为运行状态,其余为空闲状态:
- 坐标轴正在移动;
- 主轴加减速过程;
- 正在执行程序。
