

5.刀具/工件测量
5.1 自动换刀
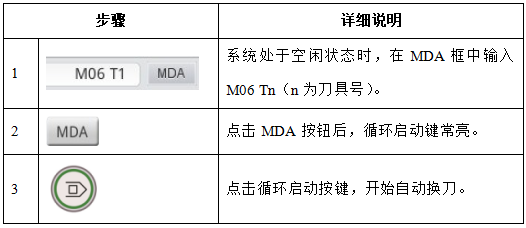
5.1.1 通过MDA方式执行换刀
表5.1 通过MDA方式执行换刀
5.1.2 通过程序执行换刀模式
在加工程序需要换刀的程序段编写M06 Tn(n为刀具号),当程序运行至该程序段时自动执行换刀程序,并继续进行加工动作。
若所换刀具为主轴当前刀具,如主轴当前刀具为1号刀,而在程序段中也编写M06 T1,机床不会有任何换刀动作,程序继续执行。
5.2 刀具测量
一般情况下,刀具测量是在机床坐标系下进行的,设定好刀长后,进入零偏中进行工件测量。
表5.2 刀具长度测量
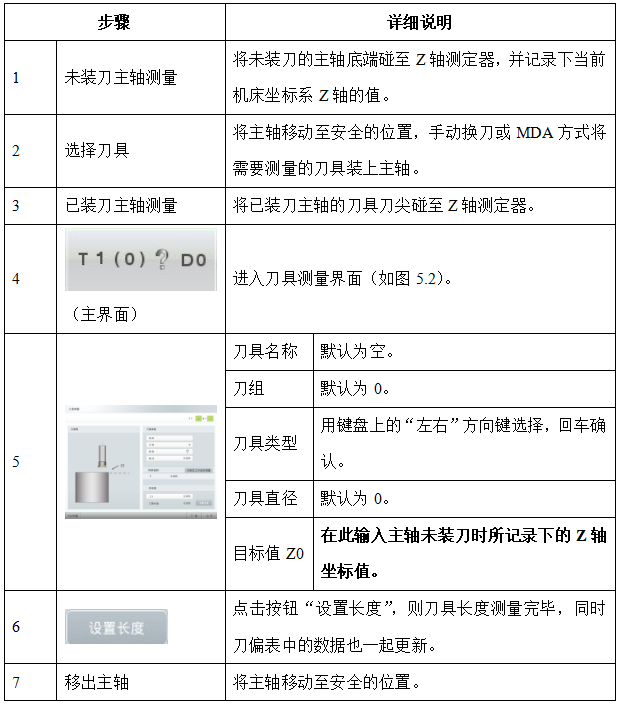
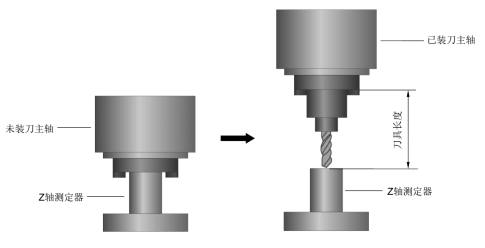
图5.1 刀具长度测量示意图
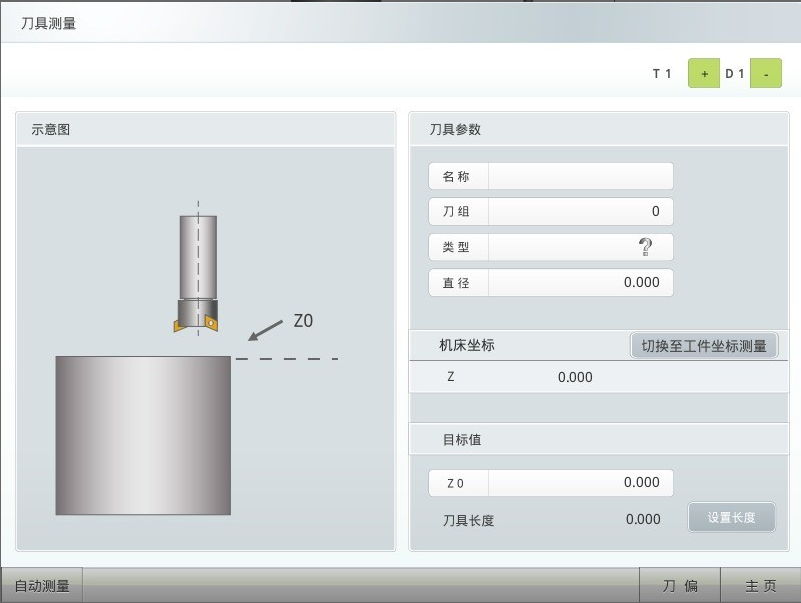
图5.2 刀具测量界面
注:
上述刀具测量方法为推荐操作方法,用户亦可通过其他的技术手段测量准确的刀具长度值。
图5.2刀具测量界面中的切换至工件坐标测量主要应用在工件测量完成后,在工件坐标系中,进入刀具测量页面,在完成对刀后,在目标值中填写的Z值是工件坐标系中的Z值,设置长度后得到的刀具长度即为测量长度。
一般来说,机床坐标系下测量得到负向刀长值,工件坐标系下测量得到正向刀长值或刀具实际长度。
5.3 工件测量
表5.3 工件测量

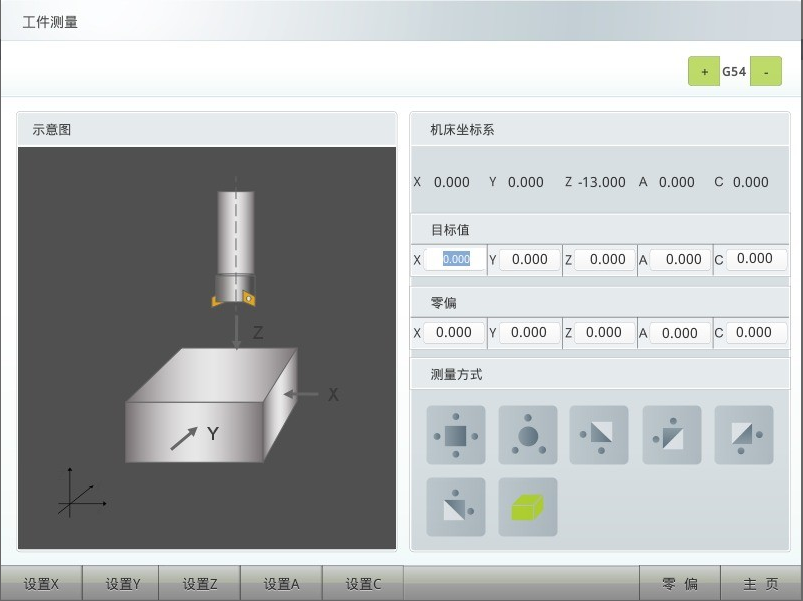
图5.3 工件测量界面
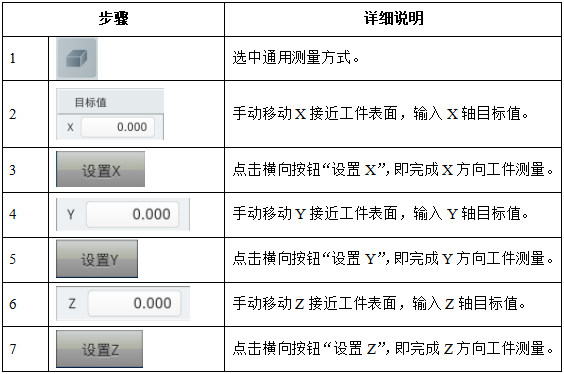
5.3.1 通用测量
表5.4 通用测量
说明:
下述矩形中心、圆形中心、左下角、左上角、右下角和右上角这六种工件测量方法用于设置X轴和Y轴的零偏值,对Z轴零偏值的设置仍然需要在通用测量中进行。
5.3.2 矩形中心测量
表5.5 矩形中心测量

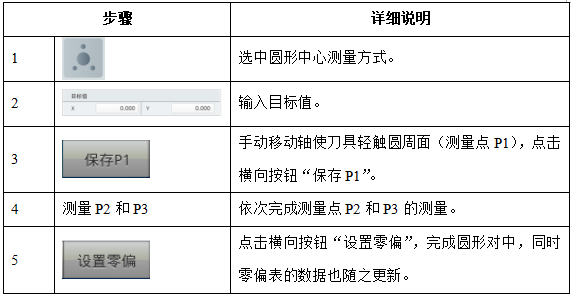
5.3.3 圆形中心测量
表5.6 圆形中心测量
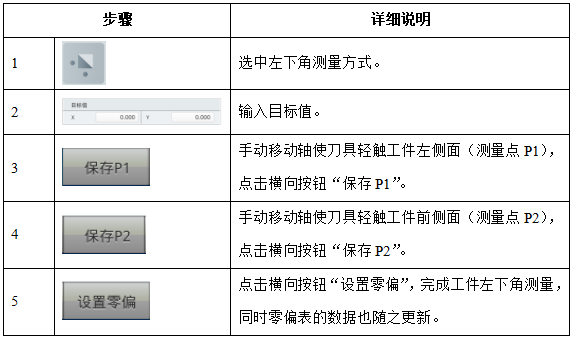
5.3.4 左下角测量
表5.7 左下角测量
注:
左上角、右下角、右上角测量方式与左下角测量方式类似,不再赘述。
5.4 刀偏表
刀偏表列出了系统中所有的刀具信息,用户可直接对表中的刀具信息进行编辑,具体的编辑方法为:
表5.8 刀偏表编辑
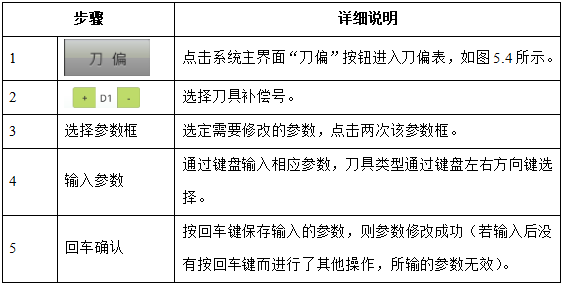

图5.4 刀偏表补偿参数
若需显示或修改刀具监控参数,请点击横向按钮“刀具监控参数”,如图5.5所示。

图5.5 刀偏表监控参数
若需显示或修改刀具工艺参数,请点击横向按钮“刀具工艺参数”,如图5.6所示。表5.9列出了刀偏表中所有参数的详细说明。
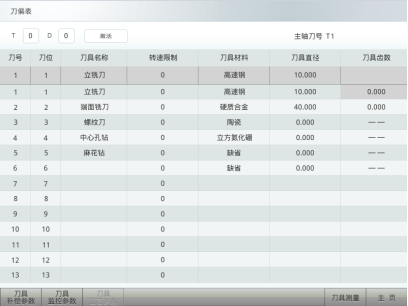
图5.6刀偏表工艺参数
表5.9刀具参数表
|
参数类型 |
参数 |
参数描述 |
|||
|
基本参数 |
刀具号T |
刀具编号。 |
|||
|
刀位号 |
刀具在刀库中的刀位号 |
||||
|
刀具名称 |
可根据需要为刀具命名。 |
||||
|
刀组 |
默认为0 |
||||
|
大小刀 |
设置0,1,2,分别表示刀具的大小为小,中,大,分别需要占用1,2,3个刀库刀位。 |
||||
|
随机换刀 |
设置为ON,则随机换刀;设置为OF,则固定换刀。 |
||||
|
补偿参数 |
刀具类型 |
|
未知类型 |
|
立铣刀 |
|
|
螺纹刀 |
|
端面铣刀 |
||
|
|
中心孔钻 |
|
麻花钻 |
||
|
Z向刀长(单位:mm) |
Z方向刀具长度。 |
||||
|
刀具直径(单位:mm) |
刀具直径。 |
||||
|
Z向刀长磨损(单位:mm) |
刀具长度磨损值。 |
||||
|
刀具直径磨损(单位:mm) |
刀具直径磨损值。 |
||||
|
监控参数 |
理论寿命(分组) |
每把刀具可以进行切削的总时间。 |
|||
|
实际寿命(分钟) |
每把刀具在实际加工中已经进行切削的总时间。 |
||||
|
理论加工件数 |
每把刀具可以加工工件的最大数量。 |
||||
|
实际加工件数 |
每把刀具实际已加工工件的总数。 |
||||
|
工艺参数 |
转速限制 |
指定单刀主轴最大转速。 |
|||
|
刀具材料 |
刀具所使用的材料。 |
||||
|
刀具齿数 |
动力铣刀刀具齿数。 |
||||






说明:
- 在刀具补偿参数界面,如图5.5所示。点击“理论寿命”参数框可对其进行修改,点击“清空”按钮可将“实际寿命”参数清零。
- 刀具补偿参数表中参数值输入可通过辅助计算功能进行修改。选择要修改的参数框后底端出现辅助计算器, 如图5.7。点击
 切换计算符号,点击空格输入计算数值,点击
切换计算符号,点击空格输入计算数值,点击 计算结果。
计算结果。
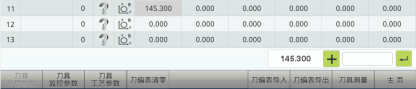
图5.7 辅助计算器
- 在刀偏表界面的左上角输入刀具号T和刀具补偿号D,并点击“激活”按钮,可快速将刀偏表中指定的刀具信息激活成为当前实际使用刀具的刀具信息,如图5.8所示。
- 刀具补偿参数表中点击横向按钮“刀偏表导入”和“刀偏表导出”可对刀偏表执行导入导出操作,点击“刀偏表清零”可清除刀具补偿参数表中信息,但会保留刀号、刀位、刀具名称和随机换刀信息。
- 刀偏表首行显示当前使用刀具的参数信息,用户可直接对当前的刀具参数进行修改。
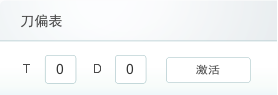
图5.8刀偏表激活功能
5.5 零偏表
零偏表列出所有工件坐标系参数,用户可直接对表中的零偏信息进行编辑,具体的编辑方法为
表5.10 零偏表编辑
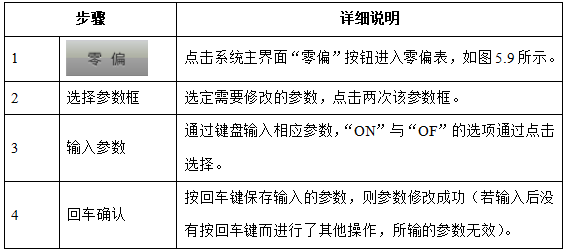

图5.9 零偏表标准参数
零偏表界面显示的是标准参数G54~G59,若需编辑扩展参数G540~G599,请点击横向按钮“扩展”,进入零偏表扩展参数界面,如图5.10所示。
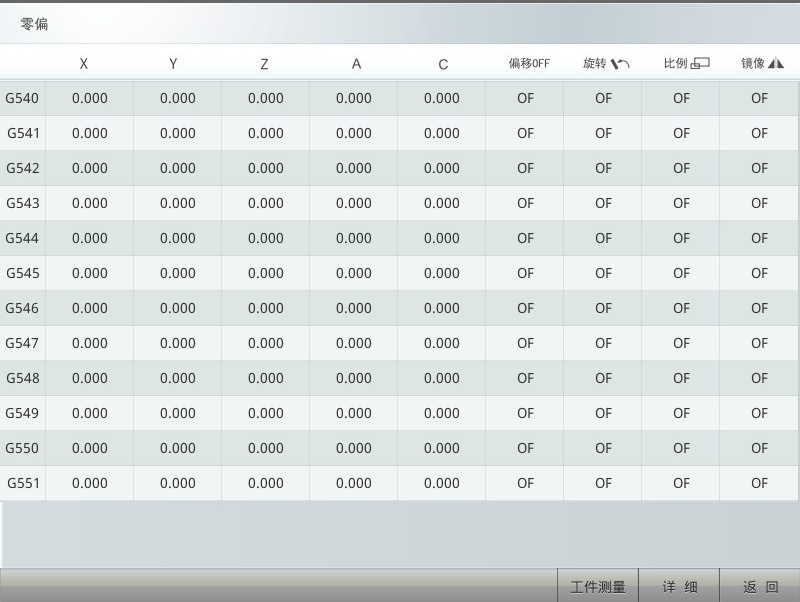
图5.10 零偏表扩展参数
在零偏表标准参数或扩展参数界面中,点击选中某个零偏值的其中一个参数,再点击横向按钮“详细”,则可进入相应零偏值的详细参数列表,对详细参数进行编辑(如图5.11所示)。表5.11列出了零偏表所有参数的详细说明。

图5.11零偏表详细参数
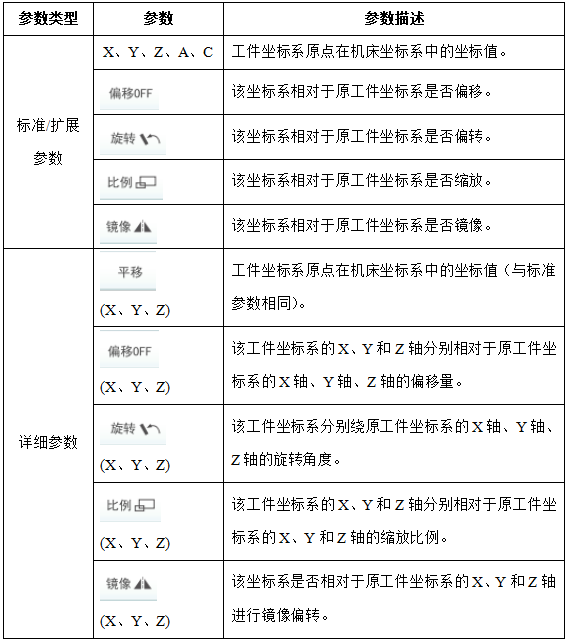
表5.11 刀偏参数表
说明:
- 偏移、旋转、比例和镜像功能只有在标准/扩展参数界面设置为“ON”时才能生效,否则在详细参数界面中对偏移、旋转、比例和镜像参数的设置无效。
- 扩展零偏G540~G599请在零偏表扩展参数界面中点击横向按钮“工件测量”来进行测量。
- 点击横向按钮“零偏表导入”和“零偏表导出”可对零偏表执行导入导出操作。点击“零偏表清零”可清除零偏表所有参数数值。
- 零偏值修改也可使用辅助计算功能,操作与第4章刀偏值修改一致,如图5.12。
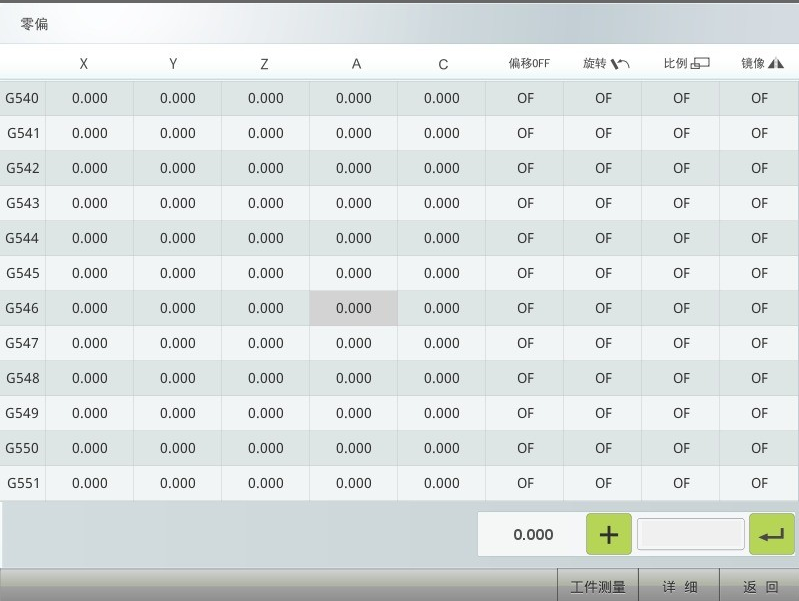
图5.12 零偏表辅助计算功能
