

6.3 切槽
文章编号: 372 | 评级: 5/5 from 1 投票 | 最新更新: Thu, Sep 1, 2016 10:51 AM
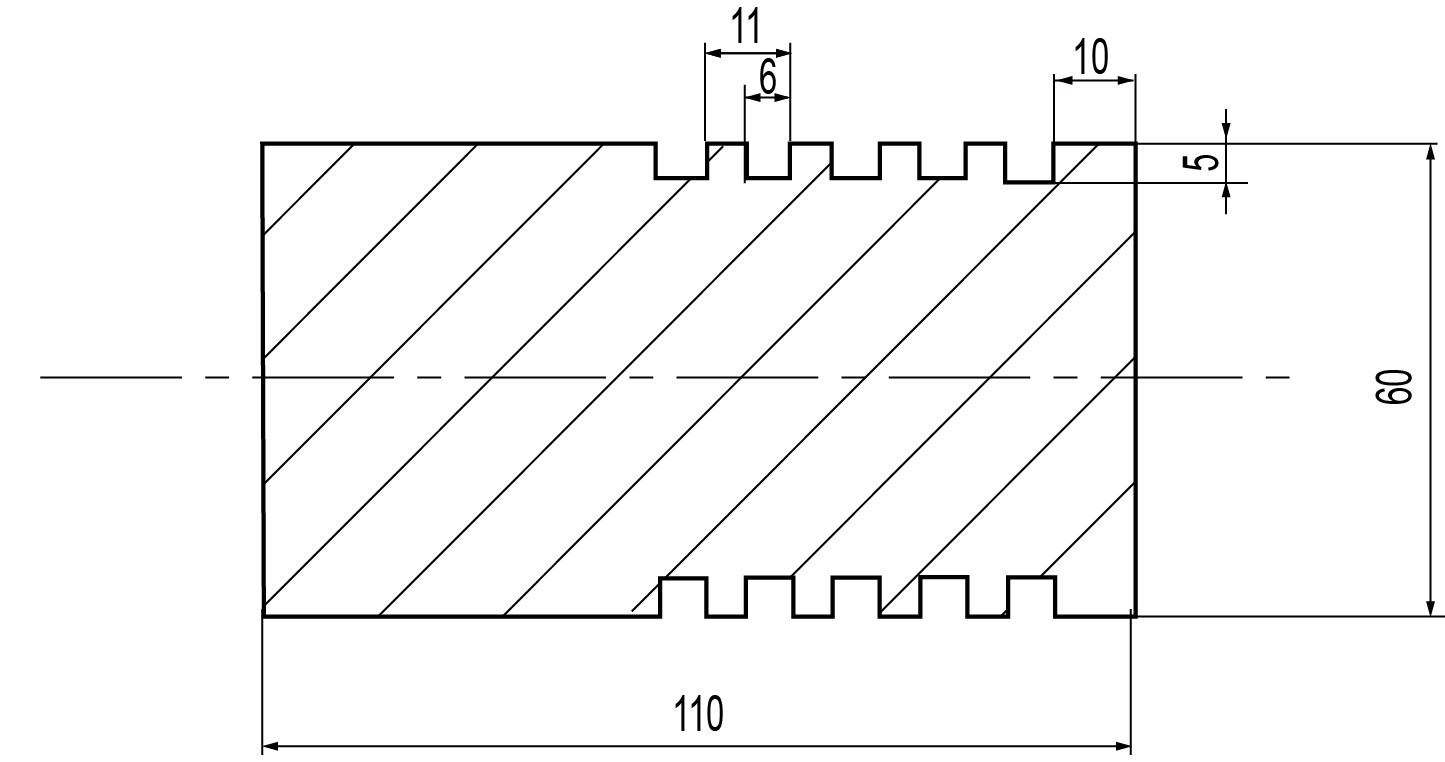
示例图纸:
加工过程:
T1切槽刀加工5个等间距槽
加工程序:
N10 DEF REAL NUM=1,POS
N20 T1 D1
N30 M03 S500
N40 G94 F300
N50 G00 X66 Z3
N60 R1=5 ;R1设置为槽的数量
N70 R2=11 ;R2设置为槽的间距
N80 R3=6 ;R3设置为槽的宽度
N90 R4=10 ;R4设置为槽的起始位置
N100 R5=5 ;R5设置为槽的深度
(以上对R参数的设置亦可在“R参数”系统界面中完成)
N110 POS=-R4
N120 WHILE NUM<=R1
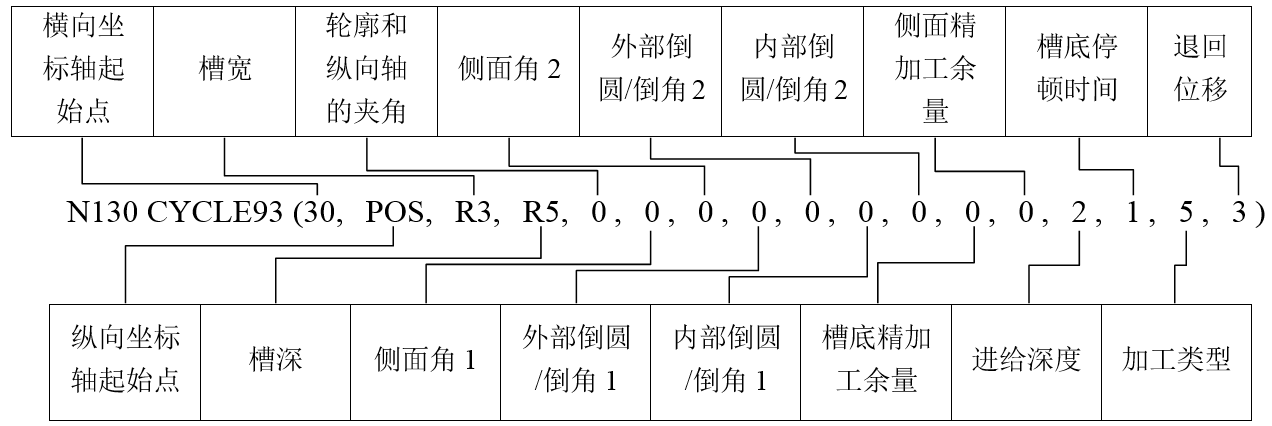
N140 NUM=NUM+1
N150 POS=POS-R2
N160 ENDWHILE
N170 G00 X200
N180 Z200
N190 M02
