

6.6 综合加工示例
示例图纸:
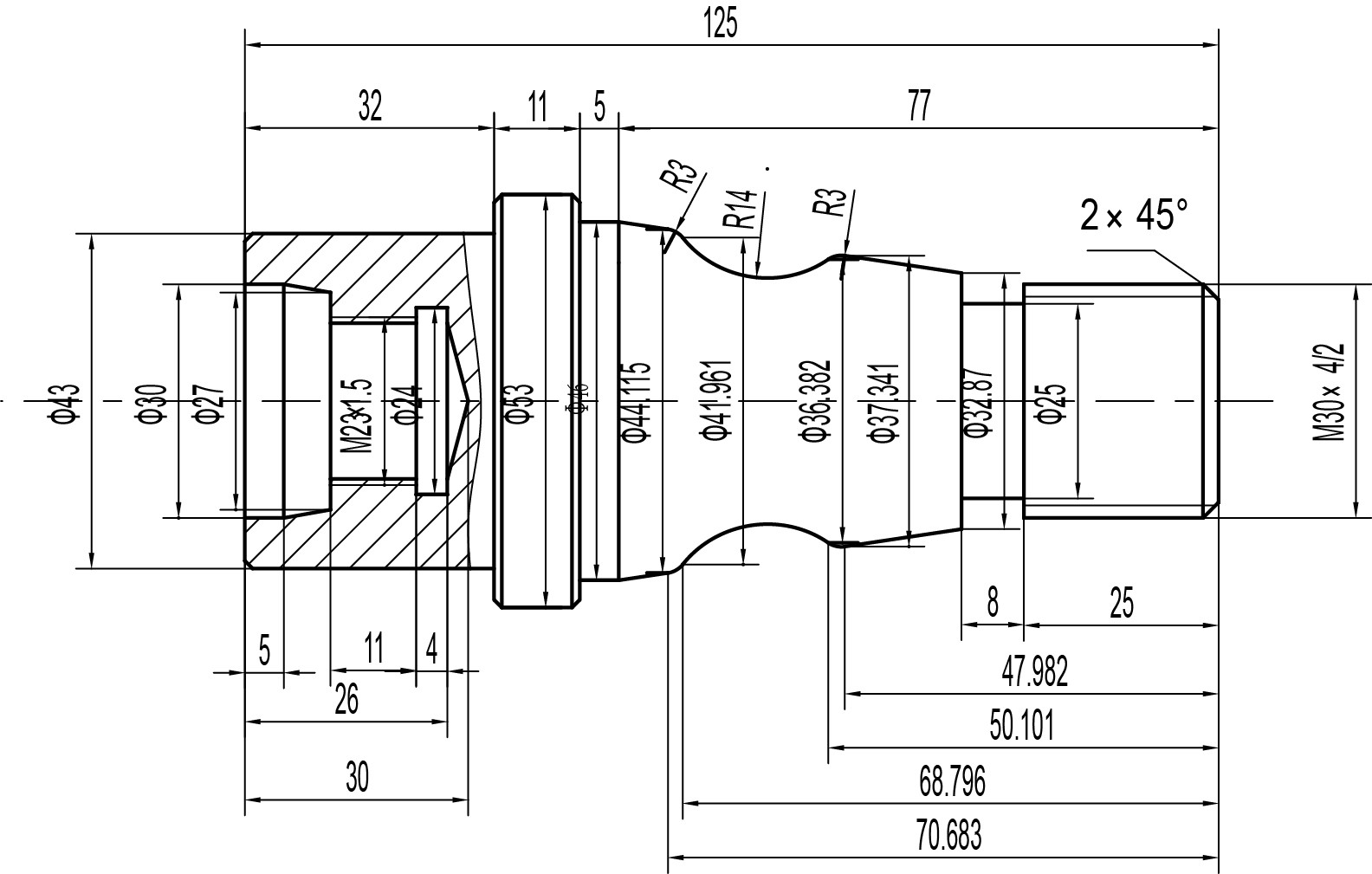
加工过程:
1. 加工工件左端外圆、内孔及内螺纹
2. 加工工件右端外圆及外螺纹
加工程序一:
N10 DIAMON
N20 T1 D1
N30 M08
N40 M03 S700
N50 G95 F0.2
N60 G00 X57 Z0
N70 G01 X-1 F0.15 ;平端面
N80 G00 Z1
N90 X57
N100 CYCLE95 ("WX1", 2, 0.1, 0.3, 0, 0.3, 0, 0, 1, 0, 0, 0.5) ;外形轮廓粗车
N110 G00 X100
N120 Z100
N130 M01
N140 M03 S900
N150 G00 X57 Z0
N160 CYCLE95 ("WX1", 0, 0, 0, 0, 0, 0, 0.15, 5, 0, 0, 0.5) ;外形轮廓精车
N170 G00 X100
N180 Z100
N190 M05
N200 M01
N210 G17
N220 T2 D1
N230 M03 S500
N240 G00 X0 Z20
N250 G01 Z10 F0.2
N260 CYCLE83 (10, 0, 1, -30, 30, -3, 3, 3, 0, 2, 1, 0) ;钻Ф19深30孔
N270 G00 Z100
N280 X100
N290 G18
N300 M01
N310 T3 D1
N320 M03 S1000
N330 G00 X19 Z1
N340 CYCLE95 ("NK1", 1, 0.05, 0.2, 0, 0.2, 0, 0, 3, 0, 0, 0.5) ;粗车内孔
N350 G00 Z100
N360 X100
N370 M01
N380 M03 S1200
N390 G00 X19 Z1
N400 CYCLE95 ("NK1", 0, 0, 0, 0, 0, 0, 0.1, 7, 0, 0, 0.5) ;精车内孔
N410 G00 Z100
N420 X100
N430 M01
N440 T4 D1
N450 M03 S700
N460 G00 X20 Z1
N470 G01 Z0 F0.2
N480 CYCLE93 (10.75, -22, 4, 2, 0, 0, 0, 0, 0, 0, 0, 0.05, 0.2, 1, 0, 17,0.5) ;割内螺纹退刀槽
N490 G0 X20
N500 Z100
N510 X100
N520 M01
N530 T5 D1
N540 M03 S600
N550 G00 X21.5
N560 Z-9
N570 CYCLE97 (1.5, 0, -11, -22, 21.5, 21.5, 2, 2, 0.975, 0.1, 0, 0, 8, 1, 2, 1, 0, 0) ;加工内螺纹
N580 Z100
N590 X100
N600 M09
N610 M05
N620 M02
子程序WX1.iso:
N10 G01 X41 Z0.5
N20 X43 Z-0.5
N30 Z-32
N40 X53 CHR=0.5
N50 Z-44
N60 X56
N70 RET
子程序NK1.iso:
N10 G01 X32 Z0.5
N20 X30 Z-0.5
N30 Z-5
N40 X27 Z-11
N50 X21.5 CHR=1
N60 Z-26
N70 X19
N80 RET
加工程序二:
N10 DIAMON
N20 T1 D1
N30 M03 S700
N40 M08
N50 G95 F0.3
N60 G00 X57 Z0
N70 G01 X-1 F0.15 ;车总长
N80 G00 Z1
N90 Z100
N100 X100
N110 M01
N120 T6 D1
N130 M03 S700
N140 G00 X56 Z1
N150 CYCLE95 ("WX2", 2, 0.1, 0.3, 0, 0.3, 0, 0, 1, 0, 0, 0.5) ;粗车外形
N160 M01
N170 M03 S900
N180 G00 X56 Z1
N190 CYCLE95 ("WX2", 0, 0, 0, 0, 0, 0, 0.15, 5, 0, 0, 0.5) ;精车外形
N200 G00 X100
N210 Z100
N220 M01
N230 T7 D1
N240 M03 S700
N250 G00 X39 Z1
N260 G01 Z0 F0.2
N270 CYCLE93 (19, -25, 8, 6.5, 0, 0, 0, 0, 0, 0, 0, 0.05, 0.2, 2, 0, 5,0.5) ;车螺纹退刀槽
N280 G00 X100
N290 Z100
N300 T8 D1
N310 M03 S400
N320 G00 X30 Z4
N330 CYCLE97 (2, 0, 0, -25, 30, 30, 4, 4, 1.3, 0.1, 0, 0, 10, 1, 1, 2, 0, 0) ;车双头螺纹
N340 G00 X100
N350 Z100
N360 M09
N370 M05
N380 M02
子程序WX2.iso:
N10 G01 X25 Z0.5
N20 X30 Z-2
N30 Z-33
N40 X32.87 CHR=0.5
N50 X37.341 Z-47.982
N60 G03 X36.382 Z-50.101 CR=3
N70 G02 X41.961 Z-68.796 CR=14
N80 G03 X44.115 Z-70.683 CR=3
N90 G01 X46 Z-77
N100 Z-82
N110 X52
N120 X53 Z-82.5
N130 X56
N140 RET
