

6.5 宏程序加工
文章编号: 374 | 评级: 未分级 | 最新更新: Thu, Sep 1, 2016 10:52 AM
示例图纸:
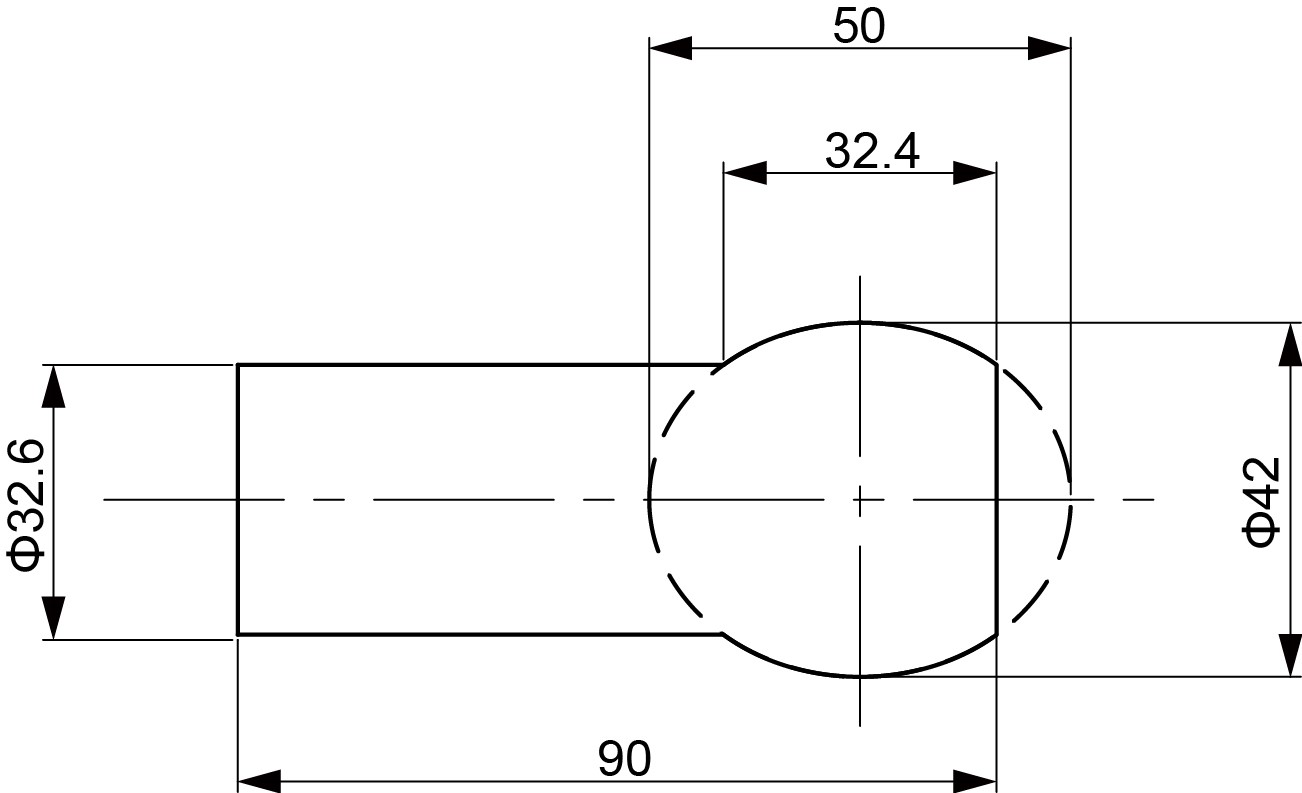
加工过程:
T1外圆车刀精车外圆
加工程序:
N10 T1 D1
N20 M03 S900
N30 G00 X150
N40 Z150
N50 G01 X25 Z2 F200
N60 R1=16.2
N70 R2=SQRT(1-(R1*R1)/625)*42 ; X轴上的椭圆轨迹计算公式
N80 R3=R1-16.2 ; Z轴上的椭圆轨迹计算公式
N90 G01 X=R2 Z=R3
N100 R1=R1-0.005
N110 IF R1>=-16.2 GOTO 70 ;如果R1大于等于-16.2则返回N70
N120 Z -100
N130 X50
N140 G00 X100
N150 Z100
N160 M02
