

4.5 可编程的框架
功能:
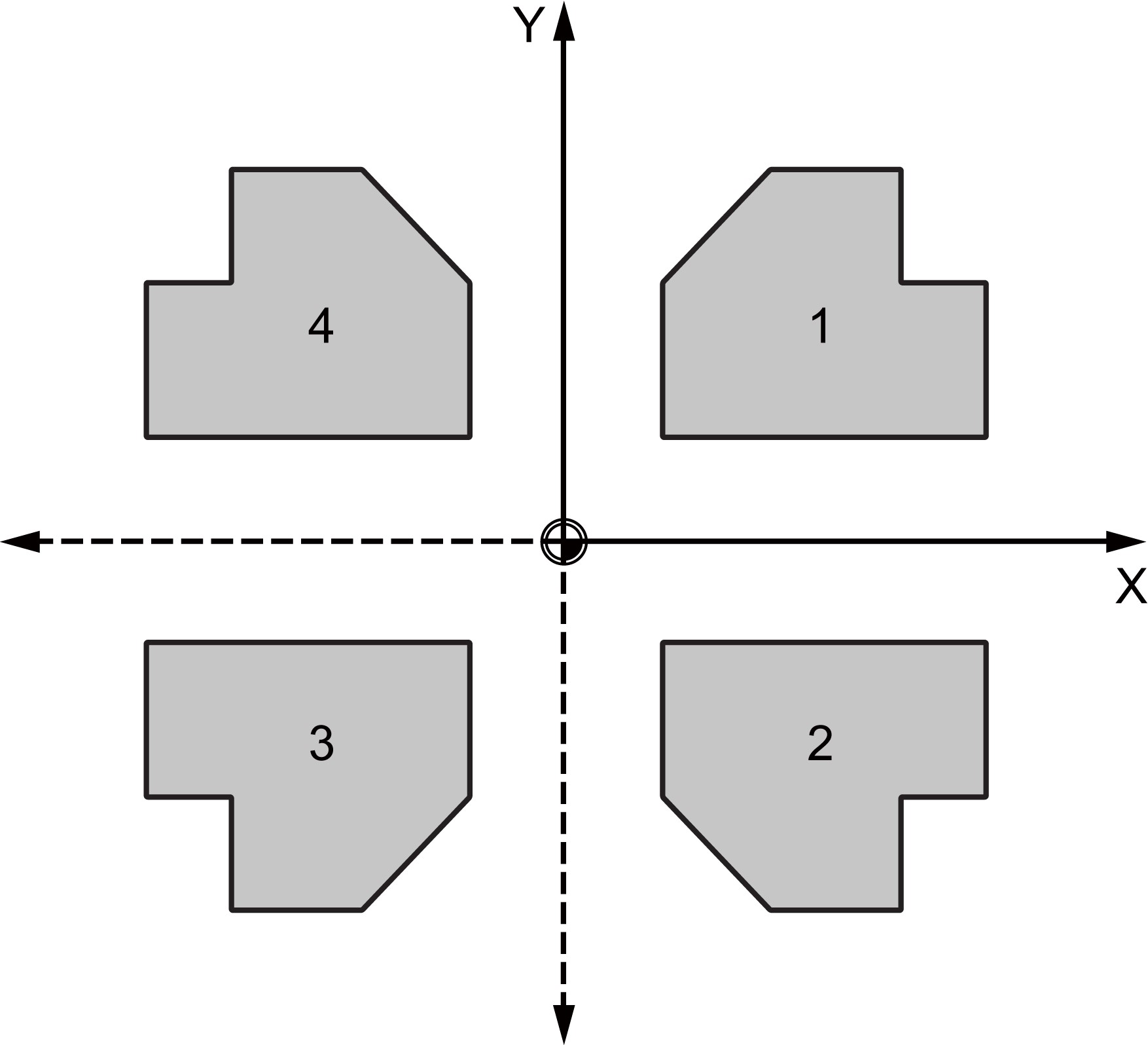
可编程框架指令用来对G54~G59建立起的工件坐标系进行偏移、旋转、缩放、镜像等操作,如图4.4所示,通过相应的操作,可以实现将工件坐标系变换到所需位置。通过将坐标系偏移到相应位置,可以实现一次装夹多个工件并进行加工,加工时只需调用相应工件的加工程序即可,方便编程。可编程的框架指令是以可设定的工件坐标系G54~G59为基准进行的坐标变换。
1.可编程的零点偏移指令TRANS/ATRANS
2.可编程的旋转指令ROT/AROT
3.可编程的比例系数指令SCALE/ASCALE
4.可编程的镜像指令MIRROR/AMIRROR
注:
1.可编程的框架指令都必须在单独程序段中编程。
2.程序运行结束,保留程序运行状态。程序开始执行时,或按“复位”,恢复系统默认设置,即:取消可编程框架。
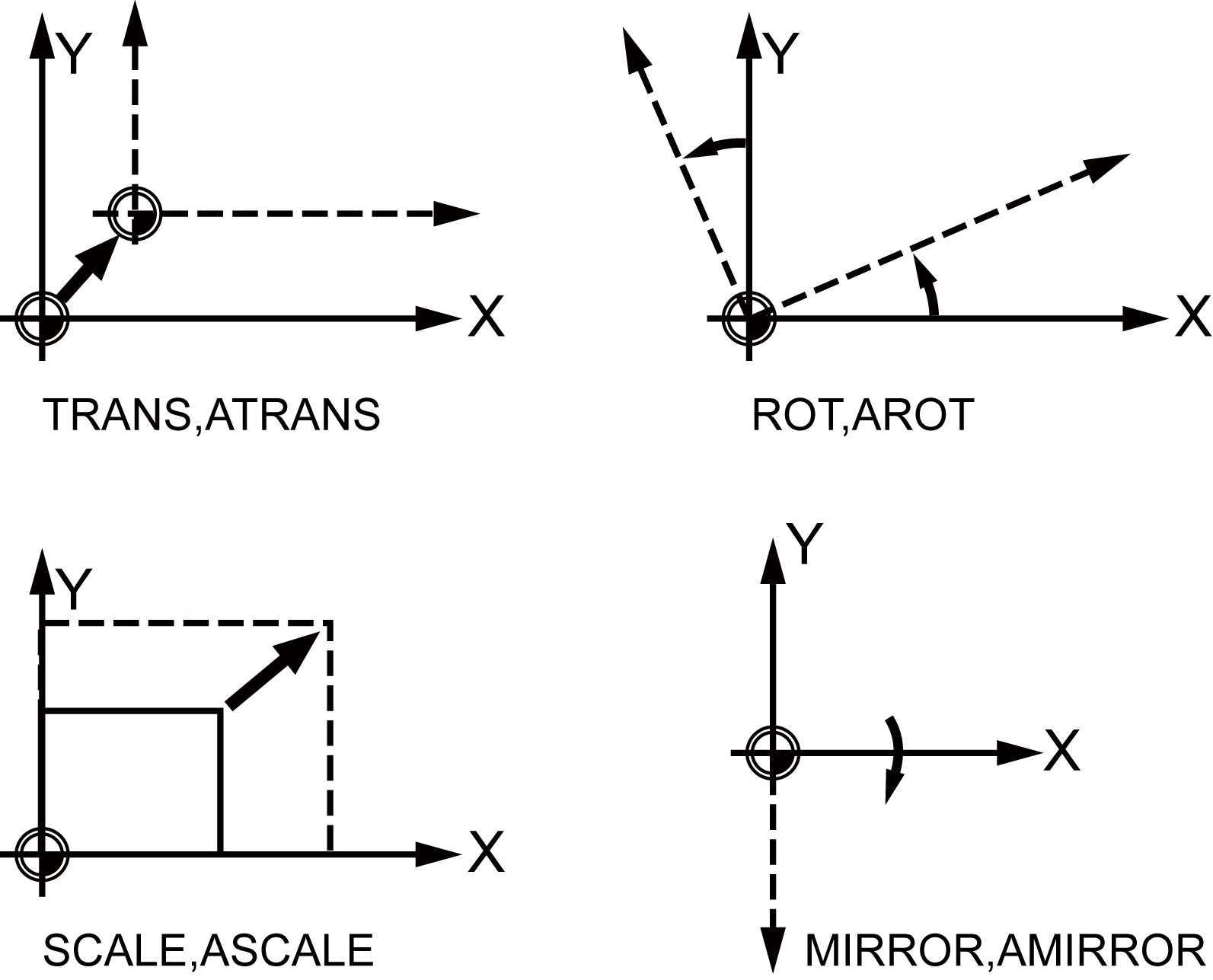
图4.4 可编程的框架指令
4.4.1 可编程的零点偏移(TRANS/ATRANS)
功能:
使用TRANS/ATRANS可以为坐标轴设置零点偏移,如图4.3所示。通过该功能可以使用变换的零点进行加工,如:可用于不同工件位置上的重复加工过程。
指令格式:
TRANS X Y Z ;绝对零点偏移
ATRANS X Y Z ;附加零点偏移
说明:
1.TRANS:绝对零点偏移,以当前设定的坐标系G54~G59,G540~G599为基准。其中:X Y Z后面的值为新坐标系坐标原点在G54~G59,G540~G599坐标系下的坐标值。
2.ATRANS:附加零点偏移,以最后设定或编程的坐标系为基准。其中:X Y Z后面的值为新坐标系坐标原点在最后设定或编程的坐标系下的坐标值。如图4.4所示。
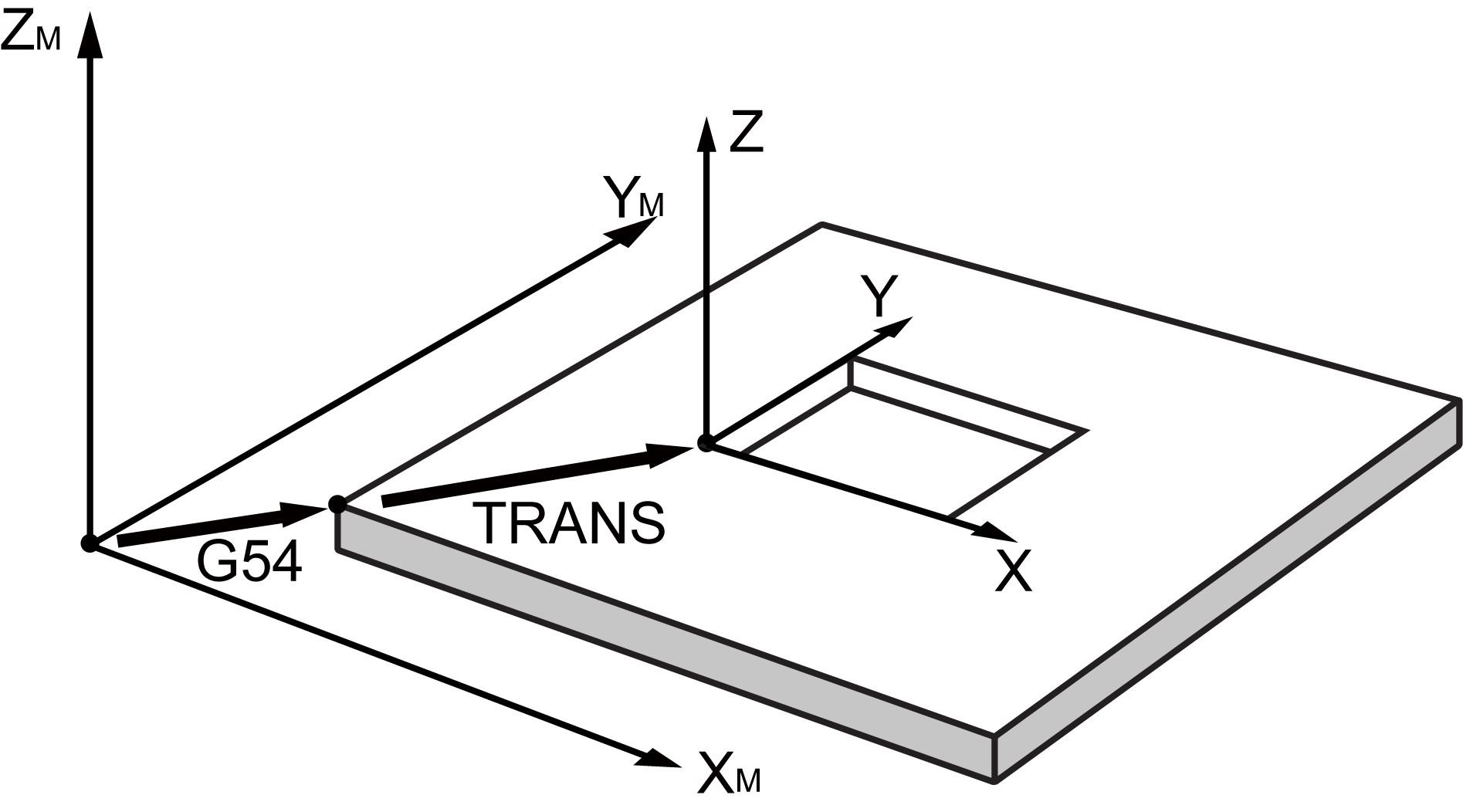
图4.3 可编程的零点偏移
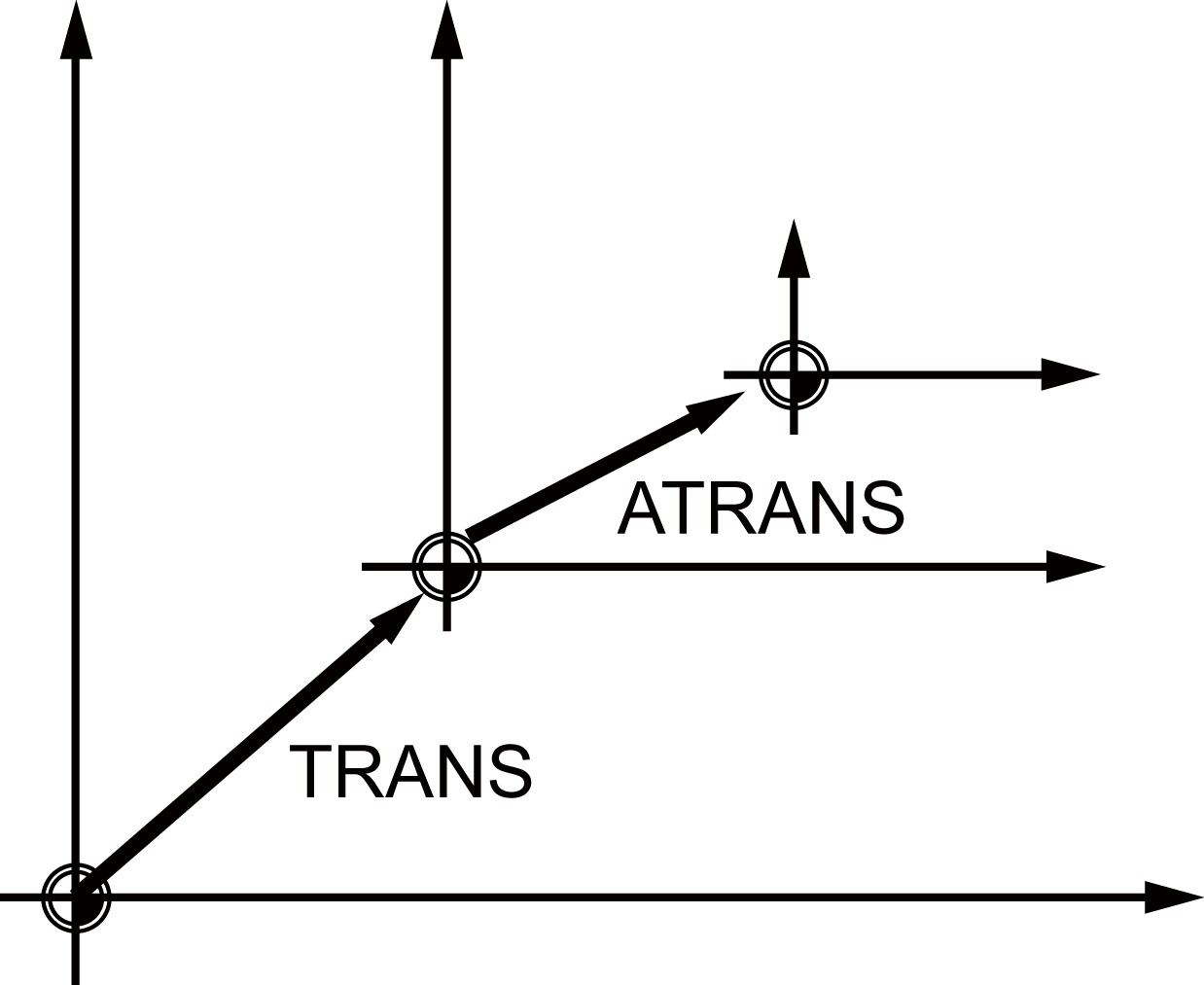
图4.4 绝对零点偏移和附加零点偏移
举例:
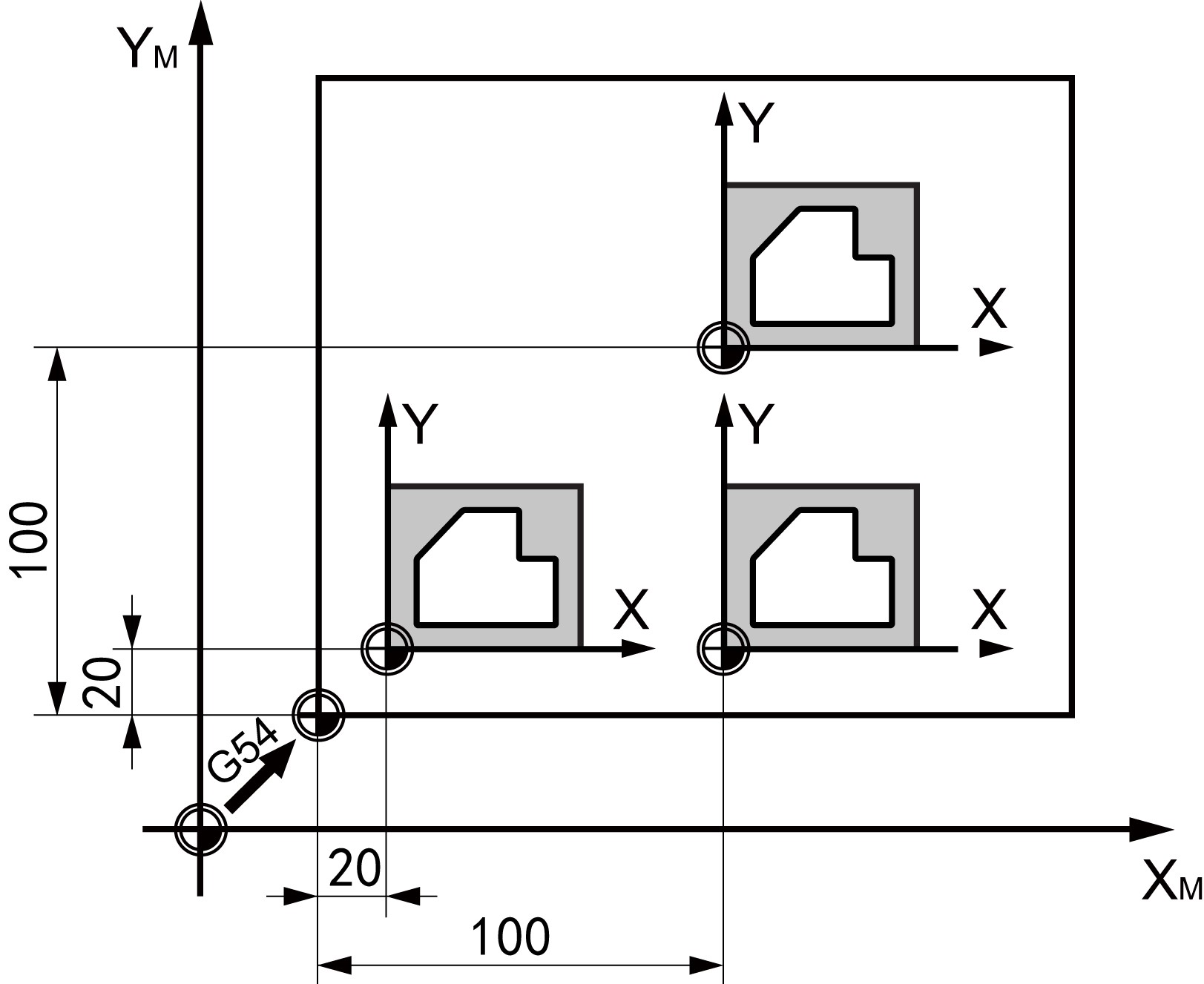
N10 G17 G54 ;建立G54工件坐标系
N20 G00 X0 Y0 Z0 ;刀具移动到G54下坐标原点
N30 TRANS X20 Y20 ;坐标系原点偏移至第一点
N40 (SUB) ;调用加工程序加工
N50 ATRANS X80 ;将坐标系原点从第一点偏移到第二点
N60 (SUB) ;调用加工程序加工
N70 TRANS X100 Y100 ;将坐标系原点从G54原点偏移到第三点
N80 (SUB) ;调用加工程序加工
N90 M30 ;程序终止
4.4.2 可编程的旋转(ROT/AROT)
功能:
使用ROT/AROT可以让工件坐标系围绕几何轴X,Y,Z进行旋转。这样可以加工斜面,或者在一个夹装位置对工件进行多面加工。如图4.7所示:
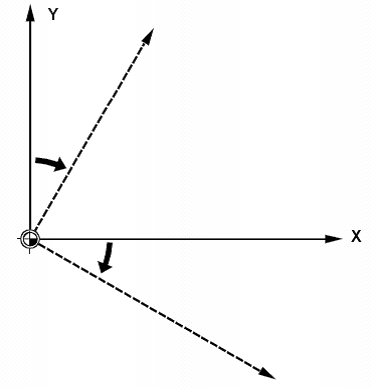
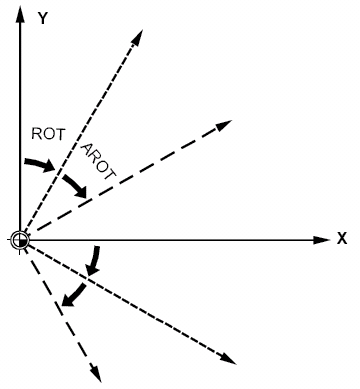
图4.5 可编程的旋转
指令格式:
ROT X Y Z ;直接定义旋转角度进行旋转
AROT X Y Z ;附加旋转,直接定义旋转角度
说明:
1. ROT:不论以哪种形式编程的旋转,都是以当前设定的坐标系G54~G59,G540~G599为基准。其中旋转角度的值为新坐标系在G54~G59,G540~G599坐标系下相应坐标轴的转动角度值,以度为单位,值的正负号按右手定则确定。
2. AROT:附加旋转。以最后设定或编程的坐标系为基准。其中旋转角度后面的值为新坐标系在最后设定或编程的坐标系下绕相应坐标轴的转动角度,以度为单位,值的正负号按右手定则确定。
3. ROT X Y Z:绝对旋转,旋转顺序遵守:先围绕机床固定X轴旋转,然后绕机床固定Y轴旋转,再绕机床固定Z轴旋转。
4. AROT X Y Z:附加旋转,旋转顺序遵守:先围绕机床固定X轴旋转,然后绕机床固定Y轴旋转,再绕机床固定Z轴旋转。
5. 旋转方向:旋转时的方向遵循右手定则,假设围绕Z轴旋转,即以大拇指指向Z轴正方向,则四指弯曲方向为旋转正方向,如图6所示。X,Y轴的旋转正方向同样以此判断。

图4.6 旋转方向
6.旋转顺序:在一个程序段中最多可以同时旋转3个几何轴。旋转的顺序定为X,Y,Z,如图4.7所示。如果需要按照另外的顺序旋转,则必须给每个轴分别用AROT编程所需的角度。
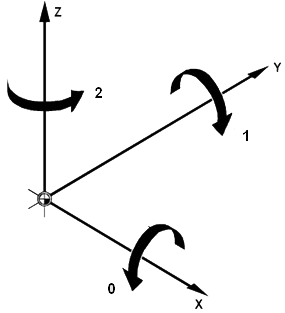
图4.7 旋转顺序
举例:
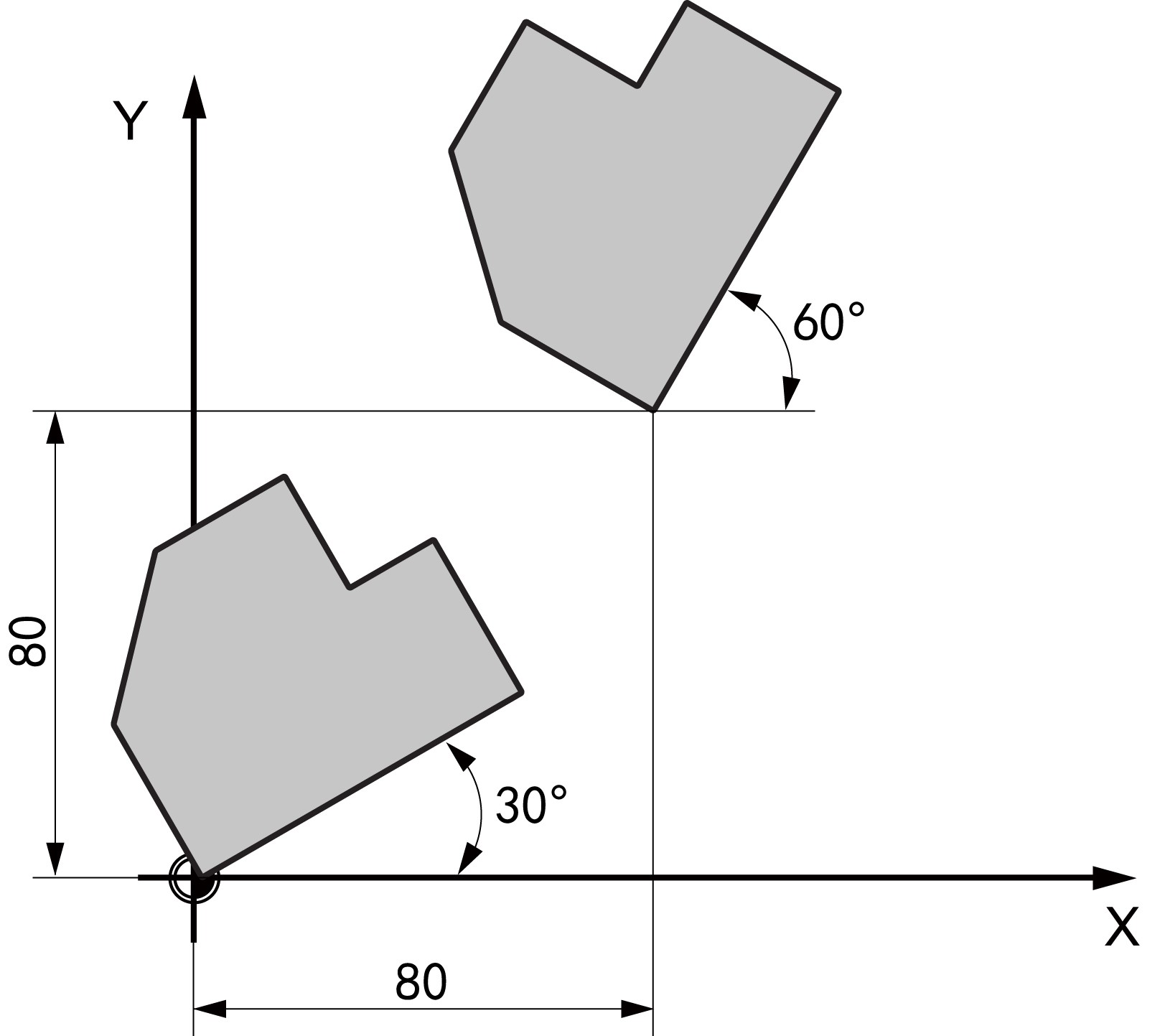
N10 G17 G54 ;建立G54坐标系,指定XY平面
N20 ROT Z30 ;坐标系旋转30°
N30 (SUB) ;调用加工程序加工
N40 TRANS X80 Y80 ;绝对偏移
N50 AROT Z60 ;附加旋转60°
N60 (SUB) ;调用加工程序加工
N70 M30 ;程序结束
4.4.3 可编程的比例系数(SCALE/ASCALE)
功能:
使用SCALE/ASCALE可以为坐标轴编程指定轴方向的缩放系数。这样就可以在编程时考虑到相似的几何形状或不同的收缩率。如图4.8所示:
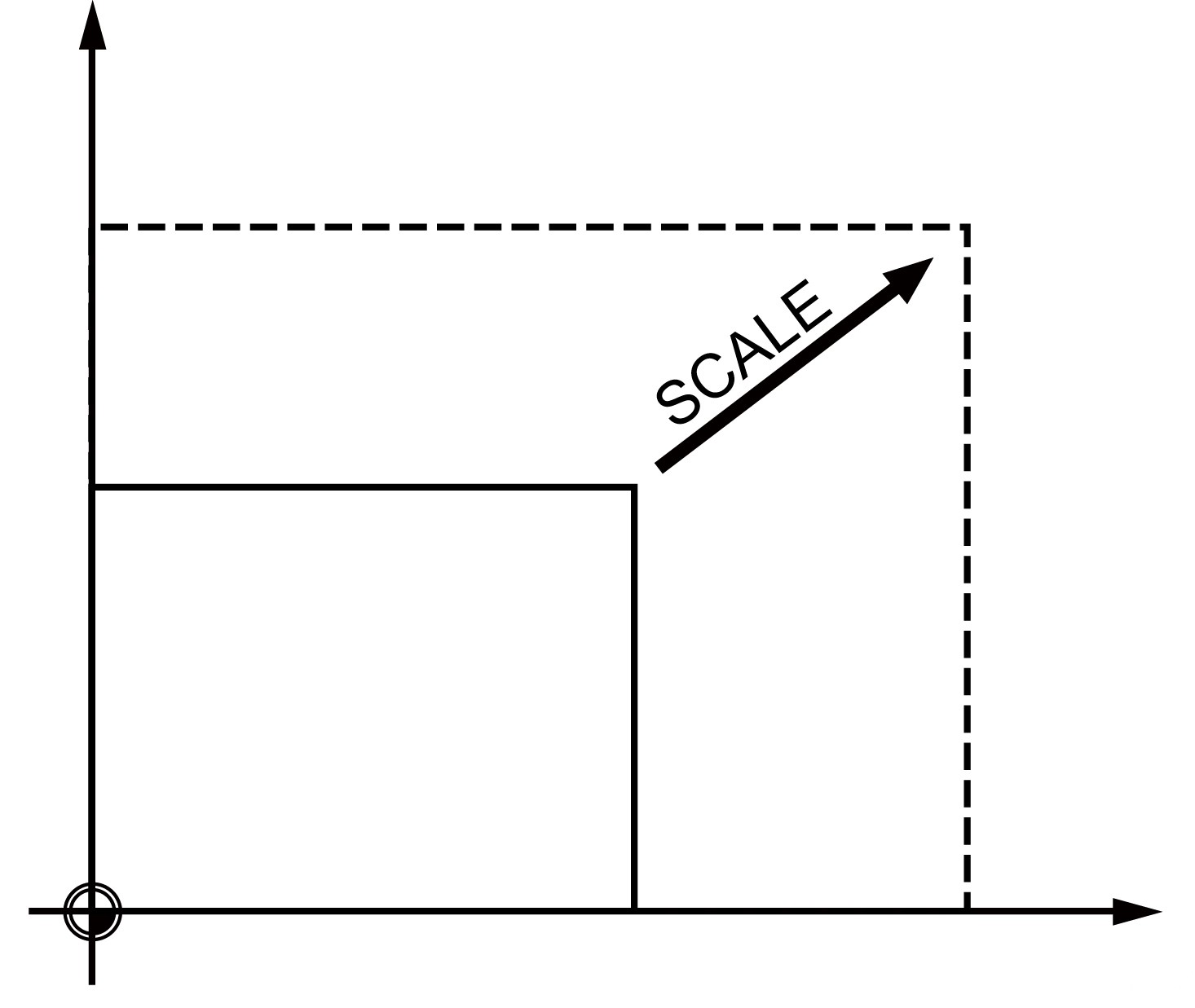
图4.8 可编程的比例系数
指令格式:
SCALE X Y Z ;绝对缩放
ASCALE X Y Z ;附加缩放
说明:
1. SCALE:绝对缩放,以当前设定的坐标系G54~G59,G540~G599为基准。其中:X,Y,Z后面的值为新坐标系在G54~G59,G540~G599坐标系相应坐标轴方向的比例系数值。
2. ASCALE:附加缩放,以最后设定或编程的坐标系为基准。其中:X,Y,Z后面的值为新坐标在最后设定或编程的坐标系下相应坐标轴方向的比例系数。
3.如果在缩放指令SCALE后面使用ATRANS指令编程一个零点偏移,则偏移值同样进行缩放。
4. 可以为每个轴指定不同的比例系数,但是在包含圆弧指令时,只能使用相同的比例系数。
举例:
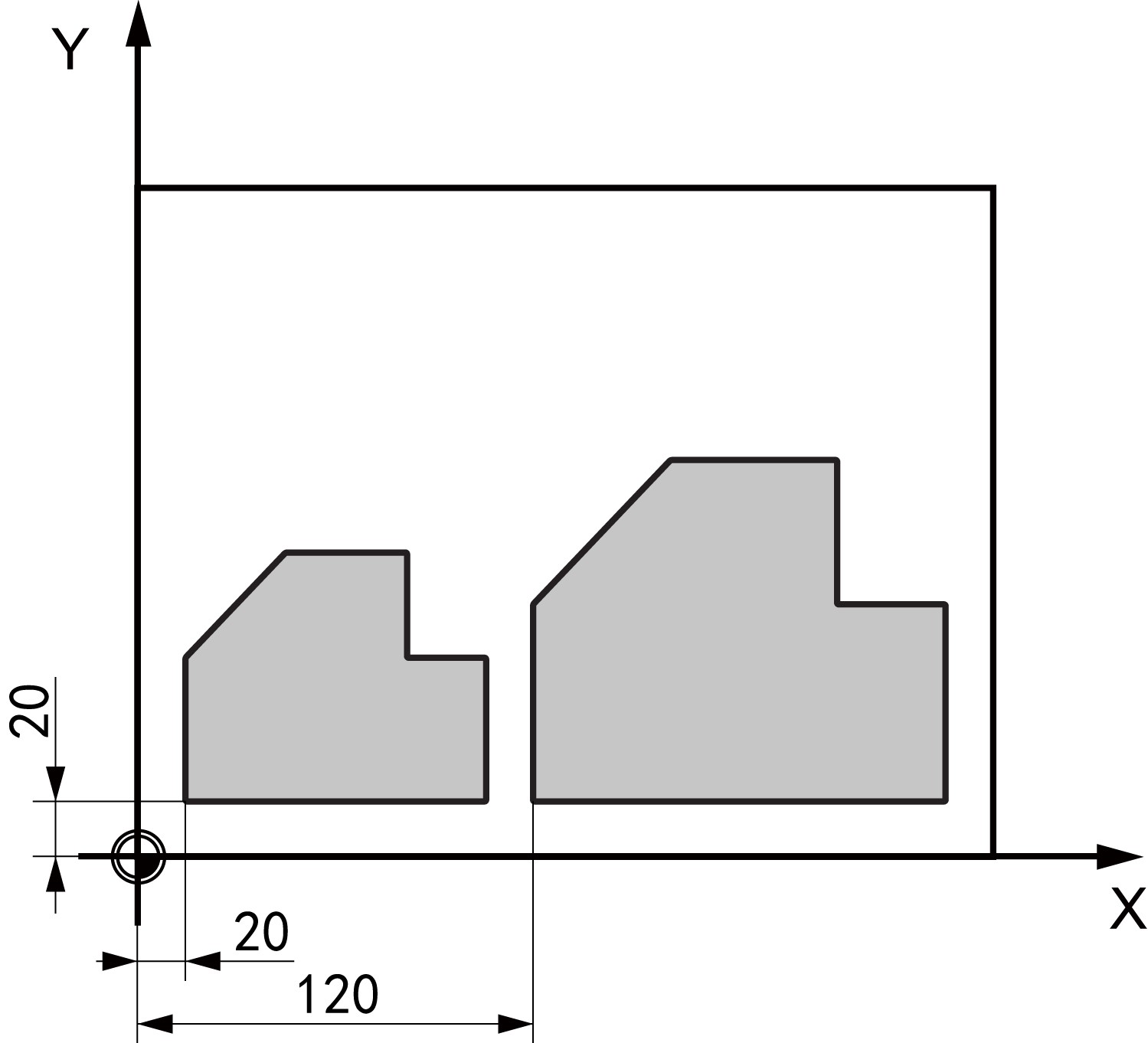
N10 G17 G54 ;建立G54坐标系,指定XY平面
N20 TRANS X20 Y20 ;坐标系偏移
N30 (SUB) ;调用加工程序加工
N40 TRANS X120 Y20 ;坐标系偏移
N50 ASCALE X1.5 Y1.5 ;新坐标系沿X,Y设定比例系数1.5
N60 (SUB) ;调用加工程序加工
N70 M30 ;程序结束
4.4.4 可编程的镜像(MIRROR/AMIRROR)
功能:
使用MIRROR/AMIRROR可以将工件形状在坐标轴上进行镜像,如图4.14所示:
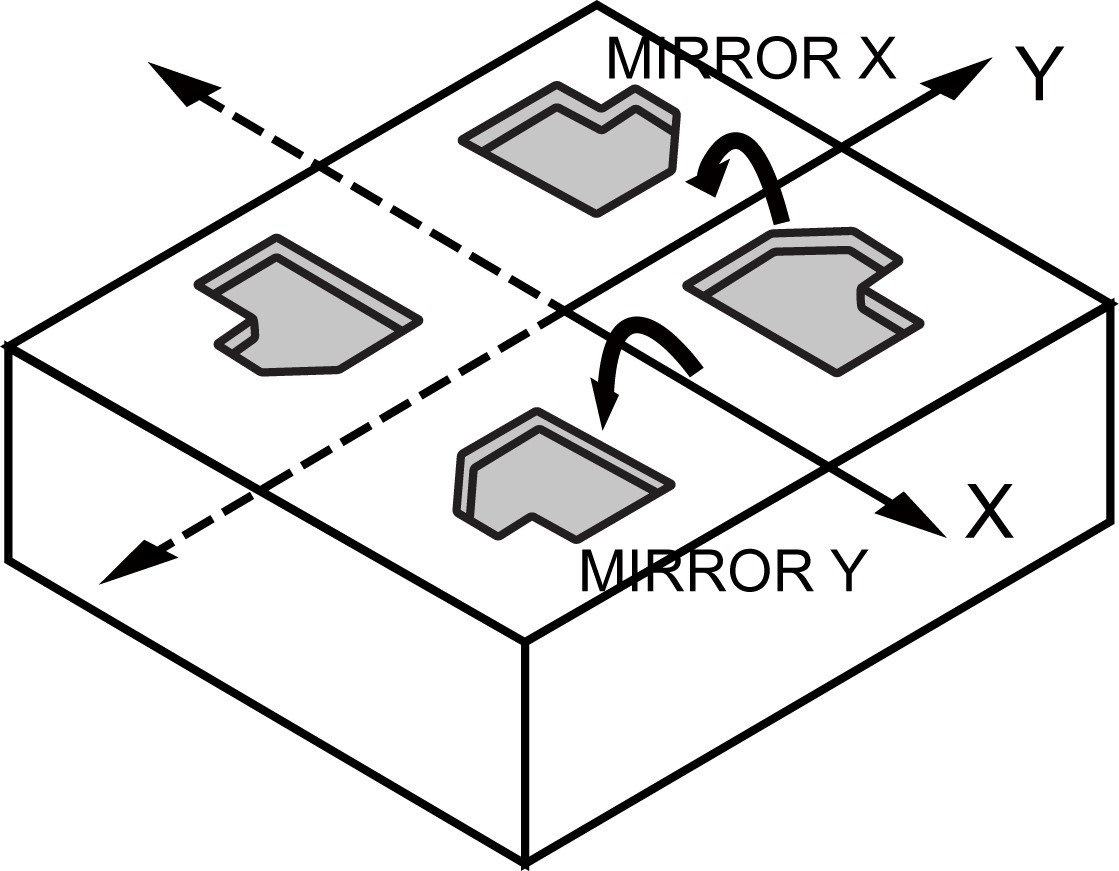
图4.14 可编程的镜像
指令格式:
MIRROR X0 Y0 Z0 ;绝对镜像
AMIRROR X0 Y0 Z0 ;附加镜像
说明:
1.MIRROR:绝对镜像,以当前设定的坐标系G54~G59,G540~G599为基准。
2.AMIRROR:附加镜像,以最后设定或编程的坐标系为基准。
3.编程的镜像或附加镜像指令中有一个轴参数时(如:X0),在当前平面内以此轴(以X轴)做镜像。有两个或两个以上的轴参数时(如:X0 Y0 Z0),按照先X,再Y,后Z顺序进行镜像。
4.在可编程的镜像指令之后编程的刀具半径补偿方向将自动反转,即G41转换为G42,G42转换为G41。同样也适用于圆弧插补指令G02/G03。继续编程AMIRROR指令之后,刀具半径补偿方向再次反转,则G41/G42恢复正常。如图15所示:
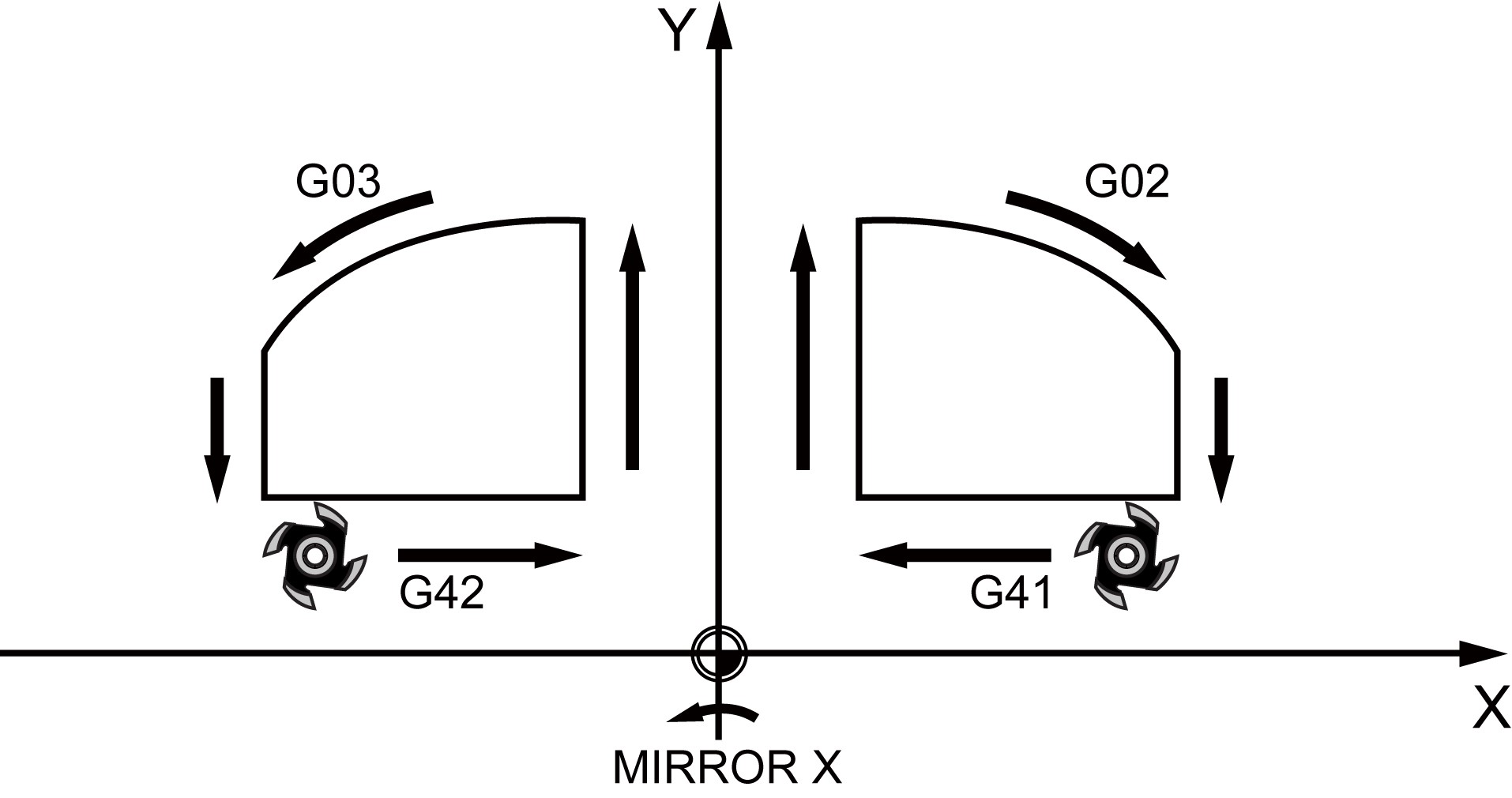
图4.15 G41/G42和G02/G03的反转
举例:
N10 G17 G54
N20 (SUB) ;调用加工程序加工
N30 MIRROR X0 ;G54坐标系X轴镜像建立新坐标系
N40 (SUB) ;调用加工程序加工
N50 AMIRROR Y0 ;新坐标系Y轴镜像建立新坐标系
N60 (SUB) ;调用加工程序加工
N70 MIRROR Y0 ;G54坐标系Y轴镜像建立新坐标系
N80 (SUB) ;调用加工程序加工
N90 M30
