

4.4 可设定的框架
功能:
可设定的零点偏置给出工件零点在机床坐标系中的位置。当工件装夹到机床上后求出偏移量,并通过操作面板输入到规定的数据区。程序可以通过选择相应的G功能G54~G59、G540~G599激活此值。
指令格式:
G54 ;第一可设定零点偏置
G55 ;第二可设定零点偏置
G56 ;第三可设定零点偏置
G57 ;第四可设定零点偏置
G58 ;第五可设定零点偏置
G59 ;第六可设定零点偏置
G540~G599 ;第7到第66个可设定的零点偏移
说明:
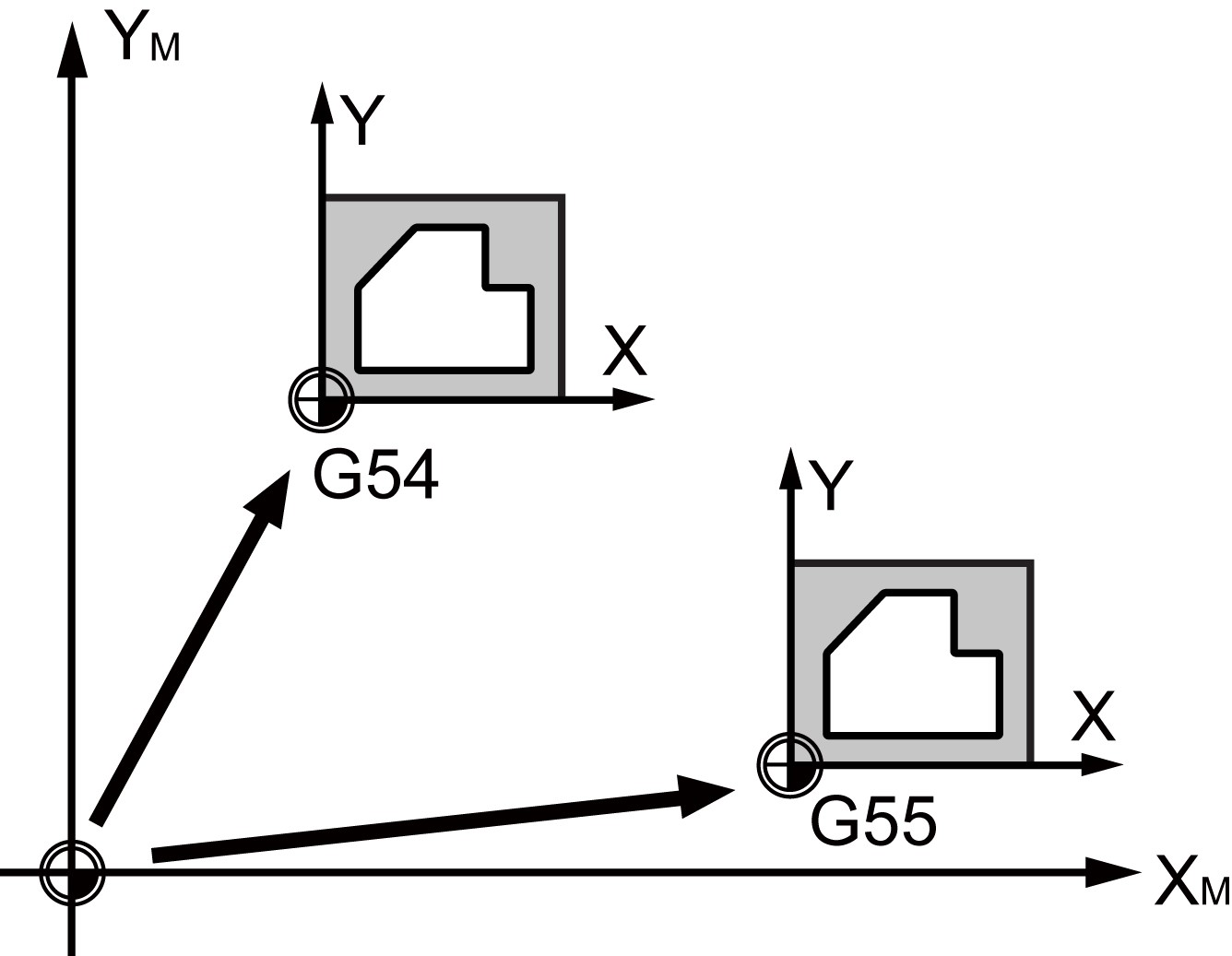
1.G54~G59:在NC程序中,通过调用G54到G59中的任何一个,可以把零点从基准坐标系转换到工件坐标系,如图4.2所示。在后续编程的NC程序段中,所有位置尺寸和刀具运动均以现在有效的工件零点为基准。
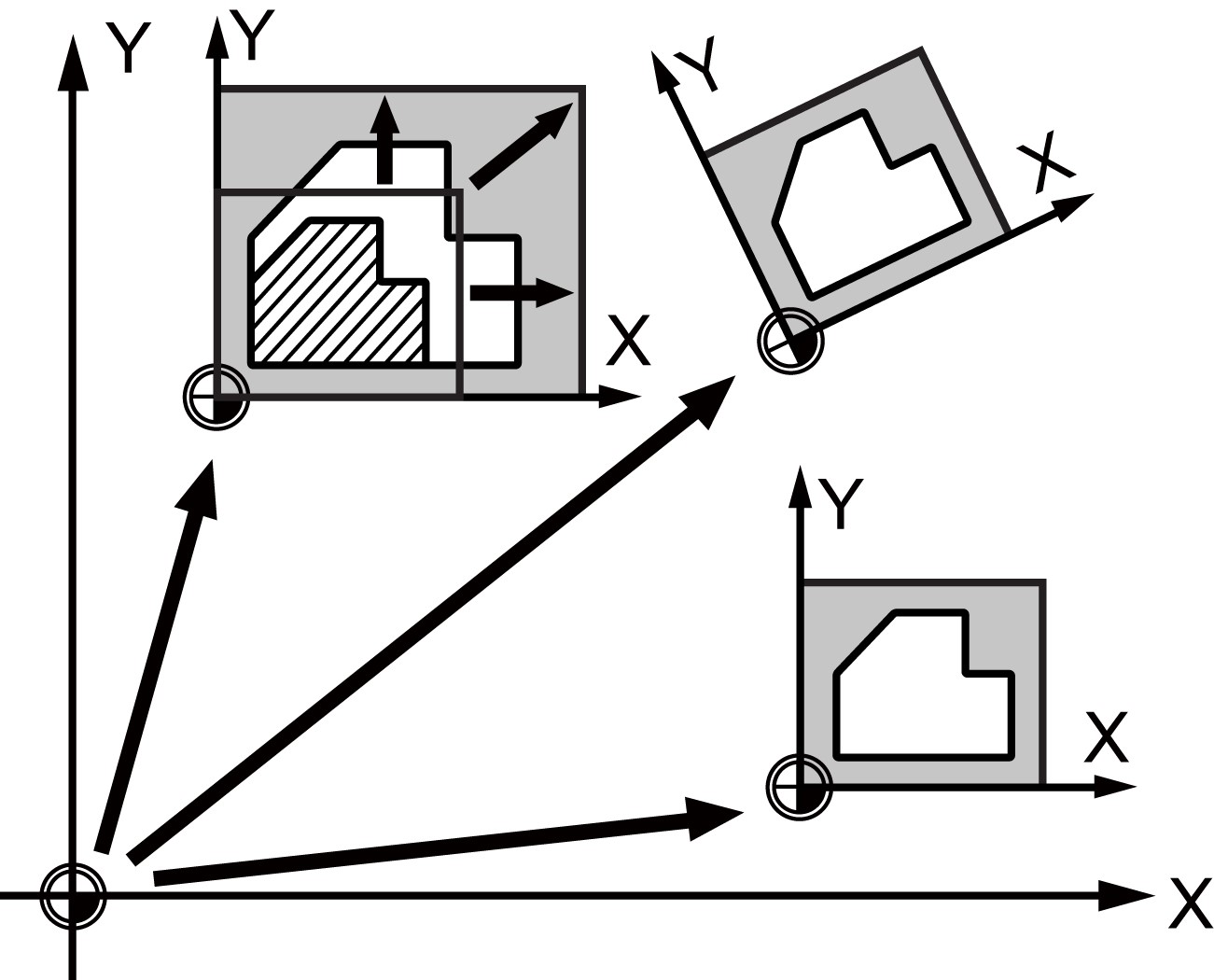
图4.2 可设定零点偏置
2.G540~G599:除了G54~G59之外,还可以通过机床数据在零点存储器中编制60个零点偏移。
3.G54~G59、G540~G599、G500、G53属同组G指令,默认设置为G53。
4.复位后,恢复系统默认设置G53。
举例:
N10 M03 S1000
N20 G54 ;调用第一个零点偏移
N30 (SUB) ;调用子程序
N40 G55 ;调用第二个零点偏移
N50 (SUB) ;调用子程序
N60 G53 ;取消零点偏移
N70 M30
