

A 典型加工件示例
A 典型加工件示例
示例图纸:
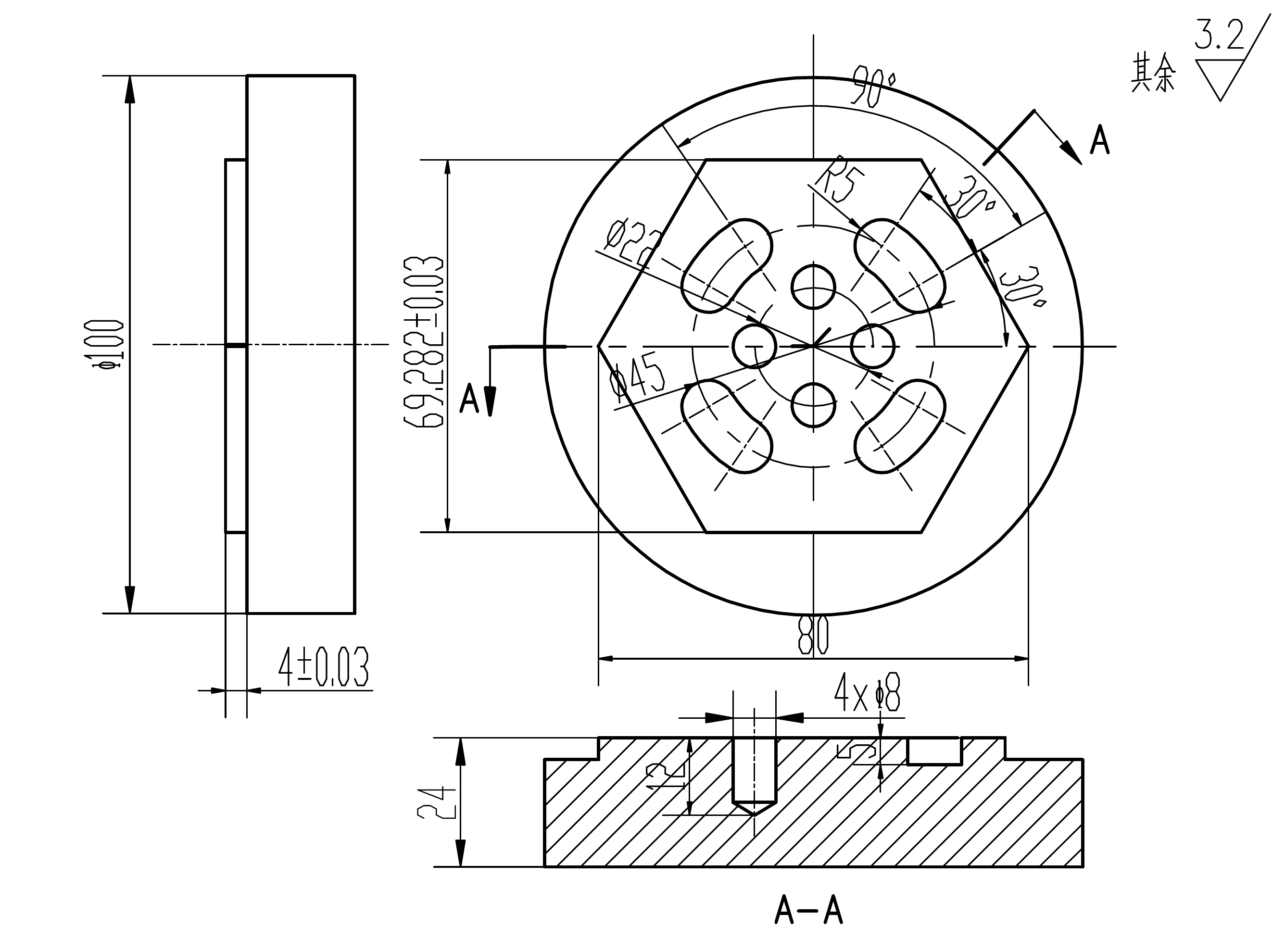
加工过程:
- Φ16平底铣刀铣上表面
- Φ16平底铣刀铣Φ100外圆
- Φ16平底铣刀粗铣六边形凸台
- Φ16平底铣刀精铣六边形凸台
- Φ8平底铣刀粗精铣R5环型槽
- Φ8钻头钻4×Φ8孔
加工程序:
N10 T1 M06 ; Φ16平底铣刀
N20 M03 S1600
N30 G90 G17
N40 G54
N50 G00 Z50
N60 X60 Y-50
N70 CYCLE71 (20, 0.5, 3, 0, -50, -50, 100, 100, 0, 0.5, 10, 0, 1200, 11)
N80 G00 Z50
N90 M05
N100 M03 S1800
N110 G00 X65 Y0
N120 CYCLE77 (10, 0, 5, -24, 100, 0, 0, 3, 0, 0, 1000, 600, 2, 1, 105)
N130 G00 Z50
N140 M05
N150 M03 S1600
N160 G00 X-90 Y18
N170 CYCLE72 ("hexagon", 10, 0, 5, -4, 1, 0.25, 0.1, 1000, 600, 1, 41)
N180 G00 Z50
N190 M05
N200 M03 S1600
N210 G00 X-90 Y18
N220 CYCLE72 ("hexagon", 10, 0, 5, -4, 1, 0, 0, 800, 800, 2, 41)
N230 G00 Z100
N240 M05
N250 T2 M06 ; Φ8平底铣刀
N260 M03 S3500
N270 G00 Z50
N280 X0 Y0
N290 SLOT2 (10,0,5,-5,5,4,30,10,0,0,22.5,30,90,1000,400,0.5,3,0.2,10,1,800,3500,3000)
N300 G00 Z100
N310 M05
N320 T3 M06 ;Φ8钻头
N330 M03 S1800
N340 G00 X20 Y20 Z50 F270
N350 MCALL CYCLE83 (10, 0, 3, -12, 12, -4, 4, 4, 1, 1, 1, 1)
N360 X11 Y0
N370 X0 Y11
N380 X-11 Y0
N390 X0 Y-11
N400 MCALL
N410 G00 Z50
N420 M05
N430 M30
子程序hexagon.iso:
N10 G01 X-78.696 Y10.129
N20 X-30 Y17.321
N30 X-20 Y34.641
N40 X20
N50 X40 Y0.
N60 X20 Y-34.641
N70 X-20
N80 X-40 Y0.
N90 X-30 Y17.321
N100 X-28.5 Y19.919
N110 X-46.362 Y64.725
N120 RET
