

C轴编程
1. C轴功能
1.1 C轴功能介绍
通常车床实现的是两坐标联动,而车铣加工中心能实现三坐标联动。在车床系统中,C轴即绕主轴(Z轴)旋转的旋转轴。主轴的位置控制可以和其它进给轴一样由伺服电机实现,此时主轴是作为进给伺服电机工作。主轴旋转轴(C轴)与其它进给轴(X或Z)联动进行插补,可以在端面或圆柱面上加工任意曲线。
实现C轴控制功能的插补指令有两种,即端面插补和柱面插补。
1.2 条件与限制
要实现C轴功能,数控车床必须配置动力刀架,此时由刀具做主运动,工件做旋转运动。即:车床必须具有一个可用作C轴的主主轴。第二个主轴必须可以驱动铣刀。
2. 插补指令
2.1 端面插补(TRANSMIT)
端面插补主要用于车削件的端面加工。使用者只需在直角坐标系中编程,控制系统将编程的直角坐标系的运动转换成实际坐标轴的运动。
端面铣削如下图所示:
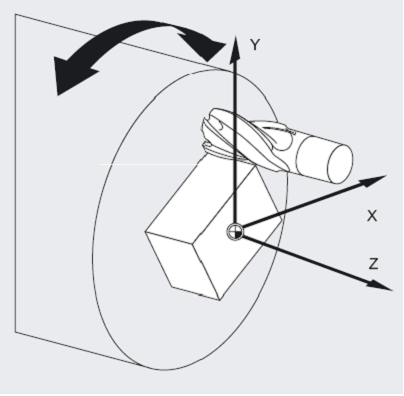
坐标系由X轴和C轴组成,其中X轴称为第一轴,将C轴虚拟成第二轴Y轴。使用者只需要在XY平面内进行端面编程,系统会把编程的直角坐标系值,转换为实际坐标轴X轴和C轴的运动。
2.1.1 端面插补激活/取消
TRANSMIT ;激活端面铣削
TRAFOOF ; 取消端面铣削
说明:
1. TRANSMIT和TRAFOOF单独程序段。
2. 系统上电后的默认设置为TRAFOOF。
3. 在TRANSMIT和TRAFOOF程序段之间,进行端面铣削编程。在端面插补中,按“复位”键取消端面插补。
4. 在TRANSMIT和TRAFOOF之间,能够使用的插补指令有G00、G01、G02、G03。
5. 在编程TRANSMIT之前,必须关闭刀具半径补偿功能。如果没有编程G40,则报警。
6. 在编程TRAFOOF之前,必须关闭刀具半径补偿功能。如果没有编程G40,则报警。
7. 在TRANSMIT和TRAFOOF之间,可以使用刀补半径补偿(G41/G42/G40)功能。
8. 在TRANSMIT后,系统自动设定工作平面G17有效(在Z方向上进行刀具长度补偿;在G17平面内编程圆弧插补指令),TRAFOOF之后,系统自动恢复TRANSMIT之前指定的工作平面。
9. 在TRANSMIT之前,要定义工件坐标系,且工件坐标系的原点在旋转轴的中心上。在端面插补期间,不能改变工件坐标,如果改变则报警。
10. TRANSMIT和TRAFOOF成对使用,缺一则报警。
2.1.2 端面插补说明
说明:
1. 坐标系:用户进行端面编程时,使用的是虚拟坐标系;而实际的机床运动是在物理坐标系下进行插补运算的。
A) 虚拟坐标系
坐标系由X轴和Y轴组成标准笛卡尔坐标系,用右手定则进行判定(拇指指向X轴正方向,食指指向Y轴正方向,中指指向Z轴正方向)。虚拟坐标系的原点在端面铣削的旋转中心。
B)物理坐标系
坐标系由X轴和C轴组成,单位如下:
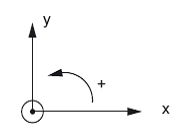
X:mm,代表X轴方向坐标
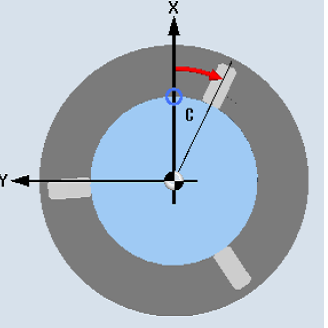
C:degree,代表主轴转过的角度。按照右手螺旋定则,在XY平面内,C轴逆时针旋转为正,如下图。
2. 直径还是半径编程:线性轴X是直径还是半径编程由DIAMON/DIAMOF决定;Y轴始终以半径编程。
3. 端面编程中可以使用的G代码:
A)G00、G01、G02、G03
B)G04
C)G40、G41、G42
4. 端面插补平面外的轴的移动:可以编程端面插补平面外的轴移动,与端面插补无关。
5. 端面插补时当前位置的显示:在进行端面插补时,工件坐标系下人机上显示编程的直角坐标系坐标。
限制:
1. 工件坐标系:在开启端面补偿前,要设置工件坐标系,且工件坐标系的原点在旋转轴的中心上。
2. 刀具半径补偿:在端面插补中可以使用刀具半径补偿,但在开启或取消端面补偿时,一定要关闭刀具半径补偿,否则报警。
3. 工作平面:进入端面插补后,之前定义工作平面(G17/G18/G19)无效;当取消端面插补后,之前定义的工作平面恢复。
4. 在端面插补期间:不能编程C轴,否则报警。如:
极点是线性轴X和旋转轴C轴的交点。在极点区域内,一个小的位置改变,都会引起旋转轴C轴的较大旋转,所以不推荐刀具中心过极点的运动,以免旋转轴过载。
过极点的方法有两种:
方法一:旋转轴不动,只移动进给轴过极点。
方法二:通过主轴旋转,刀具中心被限制在线性轴的一侧运动。
2.1.3 端面插补举例
端面插补的一般过程:
1. 插补前的准备工作:
准备刀具;
准备工件坐标系;
主轴模式切换,且第二主轴为加工主轴;
新主轴旋转;
2. 插补:
TRANSMIT;
…
TRAFOOF;
3. 插补后:
恢复工件坐标系;
恢复原主轴;
示例详见:C轴加工示例.docx
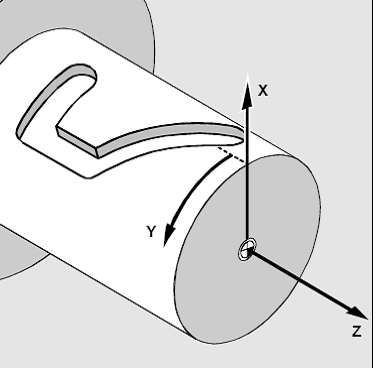
2.2 柱面插补(TRACYL)
柱面插补用于加工圆柱体上的纵槽、横槽或者任意轨迹的槽。槽的运行轨迹是以展开的、圆柱水平表面为参考进行编程的。
柱面插补坐标系是由Z轴和旋转轴(C轴)组成。编程时,将圆柱的外表面展开,这样编程就是在一个平面上进行。在柱面铣削模式下,用户只需要在圆柱展开面上进行编程。控制系统将编程的圆柱坐标系的运行转换为实际机床轴的动作。
2.2.1 柱面插补激活/取消
TRACYL(d) ; 激活柱面插补
TRAFOOF ; 取消柱面插补
说明:
1. d是圆柱的直径,d>0,单位:mm。d参数必须编程,不编或编程值小于等于0则报警。d不受DIAMON/DIAMOF控制。
2. TRACYL和TRAFOOF都是单独程序段。
3. 系统上电后的默认设置为TRAFOOF。
4. 在TRACYL和TRAFOOF程序段之间,进行柱面铣削编程。在柱面插补中,按“复位”键取消柱面插补。
5. 在TRACYL和TRAFOOF之间,能够使用的插补指令有G00、G01、G02、G03。
6. 在编程TRACYL之前,必须关闭刀具半径补偿功能(即:编程G40)。如果没有编程G40,则报警。
7. 在编程TRAFOOF之前,必须关闭刀具半径补偿功能(即:编程G40)。如果没有编程G40,则报警。
8. 在TRACYL和TRAFOOF之间,可以使用刀具半径补偿功能(G41/G42/G40)。
9. 在TRACYL后,系统自动设定工作平面G19有效(在X方向上进行刀具长度补偿;在G19平面内编程圆弧插补指令),TRAFOOF之后,系统自动恢复TRACYL之前指定的工作平面。
10. 在TRACYL之前,要定义工件坐标系,在柱面插补期间,不能改变工件坐标,如果改变则报警。
11. TRACYL和TRAFOOF成对使用,缺一则报警。
2.2.2 柱面插补说明
说明:
1. 坐标系:用户进行柱面编程时,使用的是虚拟坐标系;而实际的机床运动是在物理坐标系下进行插补运算的。
A)虚拟坐标系
坐标系由Z轴和Y轴组成标准笛卡尔坐标系,用右手定则进行判定(拇指指向X轴正方向,食指指向Y轴正方向,中指指向Z轴正方向)。单位如下:
Z:mm,代表Z轴方向坐标
Y:mm,虚拟坐标轴, 以工件中心点为坐标系原点,方向根据笛卡尔坐标系来确定。
B)物理坐标系
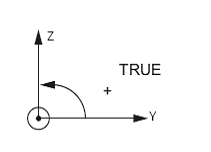
坐标系由Z轴和C轴组成,单位如下:
Z:mm,代表Z轴方向坐标
C:degree,代表主轴转过的角度, 按照右手螺旋定则,在YZ平面内,C轴逆时针旋转为正
2. 在柱面编程期间,如果编程了X轴,X轴是直径值还是半径值由编程的DIAMON/DIAMOF决定。Y和Z轴始终以半径编程。
3. 在柱面编程中可以使用的G代码:
A)G00、G01、G02、G03
B)G04
C)G40、G41、G42
5. 柱面编程平面外的轴移动:可以编程柱面插补平面外的轴移动,与柱面插补无关。
6. 柱面编程当前位置的显示:在进行柱面插补时,工件坐标系下人机上显示编程的直角坐标系坐标。
限制:
1. 刀具半径补偿:在柱面插补中可以使用刀具半径补偿,但在开启或取消柱面插补时,一定要关闭刀具半径补偿,否则报警。
2. 工作平面:进入柱面插补后,之前定义的工作平面(G17/G18/G19)无效;当取消柱面插补后,之前定义的工作平面恢复。
3. 在柱面插补期间:不能编程C轴,否则报警,如:
2.2.3 柱面插补举例
柱面插补的一般过程:
1. 插补前的准备工作:
准备刀具;
准备工件坐标系;
主轴转换为轴模式,且第二主轴为加工主轴;
新主轴旋转;
2. 插补:
TRACYL;
…
TRAFOOF;
3. 插补后:
恢复工件坐标系;
恢复原主轴;
柱面编程前的准备工作:
TRACYL前,主轴定位(先将C轴旋转一定的角度,方便在端面或柱面的特定位置开始加工),切换主轴,准备工件坐标系。
柱面插补结束后,恢复工作平面,如果还有轨迹要加工,切换主轴,选择正确的工件坐标系。
3. 准备功能
3.1 主轴模式切换
通常车床装夹工件的主轴称为主主轴。带有铣削功能的车床中,可以有多个主轴,装夹工件的称为主主轴,实现铣削功能的动力头依次称为第二主轴、第三主轴、第四主轴等。
主轴的控制模式分为:
1. 主轴模式:可以用的指令有M03/M04/M05,M19,SPOS
2. 轴模式:即:旋转轴模式,编程指令..或TRANSMIT或TRACYL
说明:
1. M03/M04/M05用来控制主轴的正转/反转/停止;
2. SPOS=用来控制主轴的定位功能;
3. C..用作主轴的C轴功能编程。
3.1.1 主轴模式-轴模式
在具有C轴功能的车床中,如果要将主轴做为轴模式来控制,必须增加一个M功能,用作轴模式的切换指令。
M70 C... ;主轴模式切换到轴模式(C...可以不编,缺省为C0),并将第二主轴做为加工主轴
说明:
1. M70 C... :主轴做的动作就是,如果主轴正在旋转,则主轴减速寻找index,找到后直接定位到..度;如果主轴是停止状态,则主轴找到index后定位到C...度。定位速度由系统决定,不是按照编程的F速度进行定位的。
2. M70:不编..,则主轴直接定位到C0位置。
3. 主轴切换到轴模式后,可以用C关键字对主轴进行位置编程(或用关键字TRANSMIT、TRACYL进行端面或柱面编程),C轴也可以和其它线性轴进行编程,实现插补功能。
4. 主轴切换到轴模式后,主轴的参数也进行了转换。
注:
1. 主轴切换到轴模式后,先要进行旋转轴的回零(每次从主轴模式切换到轴模式都需要进行回零),回零后才能对C轴(或端面插补或柱面插补)进行编程。
2. 编程M70隐含将第二主轴做为加工主轴(即相当于编程SETMS(2)),如果系统想要指定第三主轴做为加工主轴,则需在M70之后编程SETMS(3)。
3. 主轴处于轴模式后,按复位键则主轴恢复主轴模式。
Eg:
M70 ;将主轴切换到轴模式,C轴回零,且第二主轴做为加工主轴
G00 X50 C80 ;旋转轴C与线性轴X直线插补
或TRANSMIT ; 编程端面或柱面插补
3.1.2 轴模式-主轴模式
M71 ;轴模式切换到主轴模式,且主主轴恢复为加工主轴
说明:
1. 主轴从轴模式切换到主轴模式后,延用原来定义的S值;
2. 从轴模式参数切换到主轴模式参数;
3. M70和M71必须成对使用,如果缺一则报警。
4. 在.....M71之间编程端面或柱面插补(即:“TRANSMIT/TRACYL....TRAFOOF”),如果在此范围之外编程端面或柱面插补则报警。
eg:
M70
TRANSMIT ;端面插补
…
TRAFOOF ; 端面插补结束
M71 ; 转换到主轴模式,主主轴恢复为加工主轴
M03 S500 ; 主主轴正转
3.1.3 当前加工主轴
在c轴加工中,如果装夹工件的主轴转换到轴模式后,系统接下来就要指定哪个轴将做为主轴使用。
SETMS(n) ;指定主轴n为当前的加工主轴,n=1,2,3
SETMS(1) ;系统默认设置的主主轴为加工主轴,可以省略编程为SETMS
说明:
1. 只有在主轴停止的状态下,才能切换加工主轴。如果在主轴旋转情况下编程SETMS(...)则报警。
3.2 动力头控制
在端面和柱面铣削中车床中的主轴是当作旋转轴来进行插补的,机床配置的动力刀头提供动力切削。车床中的主轴是用M03/M04/M05来控制启停的,动力刀头与主轴用同样的M代码来控制动力头的旋转和停止。
即:
M03/M04/M05 ;控制主轴或动力头的旋转和停止
SPOS= ;编程定位主轴或动力头
4.人机和面板
4.1 面板按键
用户利用面板上的
1. “C+”和“C-”按键,进行手动移动C轴,此时主轴做为轴模式进行控制。
2. “主轴正转”、“主轴反转”和“主轴停止”按键,进行主轴的旋转和停止操作。
3. “旋转/C轴”:选中该键――主主轴(也即第一主轴)为C轴模式,可以用C+/C-按键控制C轴旋转;未选中――主主轴为旋转模式,可以用面板上的正转/反转/停止按键控制主主轴启停。
复位清除主轴的轴模式,恢复为主轴模式。
4.2 C轴人机显示
1.在主页面上增加C轴坐标显示。主页面上的坐标显示为:
X..
Z..
C..
SP2/SP3... ;第二主轴或第三主轴
2. 在运行含有端面或柱面插补的程序段时,在工件坐标系下,显示转换后的坐标值,即:
X..
Y..
Z..
SP2/SP3...
