

车铣复合功能
1.指令表
|
地址 |
含义 |
编程 |
|
TRANSMIT |
激活端面插补 |
单独程序段 |
|
TRACYL( ) |
激活柱面插补 |
单独程序段 |
|
TRAFOOF |
取消端面插补或柱面插补 |
单独程序段 |
|
M70 |
轴模式 |
|
|
M71 |
主轴模式 |
|
|
SETMS ( ) |
指定当前加工主轴 |
|
2. 车铣复合功能
使用本系统的车铣复合功能进行编程,可以实现主轴旋转轴(C轴)与其它进给轴(X或Z)联动进行插补,在端面或圆柱面进行铣削加工。
2.1 主轴模式切换
通常车铣复合机床中装夹工件的主轴称为第一主轴,实现铣削功能的动力头依次称为第二主轴、第三主轴、第四主轴等。车铣复合加工需要通过主轴模式的切换来实现。
2.1.1 主轴的轴模式
在车铣复合机床中,第一主轴可以作为旋转的运动轴(即C轴)来控制。让第一主轴作为C轴来控制的模式称为“轴模式”。
编程:
M70 C... ;使第一主轴切换到“轴模式”(C...可以不编,缺省为C0)
说明:
1.编程“M70 C...”后,如果主轴正在旋转,则主轴减速寻找零点信号,找到后直接定位到“C”指令指定的角度;如果主轴是停止状态,则主轴在找到零点信号后定位到该角度。若只编程“M70”,省略“..”,则主轴直接定位到零点位置。
2.只有在主轴切换到“轴模式”后,才可以用C关键字对主轴进行位置编程,或用TRANSMIT、TRACYL指令进行端面或柱面编程。
3.在主轴处于“轴模式”的状态下,按复位键则主轴恢复“主轴模式”。
2.1.2 主轴的旋转主轴模式
让第一主轴作为普通加工轴来控制的模式称为“主轴模式”。即使用M03\M04\M05控制第一主轴正转、反转或停止,使用M19或SPOS控制第一主轴定位。
编程:
M71 ;使第一主轴切换到“主轴模式”
说明:
1. 主轴从轴模式切换到主轴模式后,延用原来定义的S值。
2. M70和M71必须成对使用,如果缺一则系统报警。
2.1.3 当前加工主轴
在车铣复合加工中,如果装夹工件的主轴转换到了“轴模式”,那么就要编程指定将哪个主轴将作为当前加工主轴使用。
编程:
SETMS (n) ;指定主轴n为当前的加工主轴,n=1, 2, 3…
说明:
1.若需将第一主轴设为当前加工主轴,可以省略指定的主轴号,直接编程SETMS。
2.只有在主轴停止的状态下,才能切换加工主轴。如果在主轴旋转情况下编程SETMS (n)则系统报警。
3.当动力刀头被切换为当前加工主轴后,与第一主轴一样,用M代码来控制动力头的旋转、停止或定位,即:
1) M03\M04\M05 ;主轴或动力头正转\反转\停止
2) S… ;主轴或动力头转速
3) M19 SP=…\SPOS=… ;主轴或动力头定位
2.2 端面插补 TRANSMIT
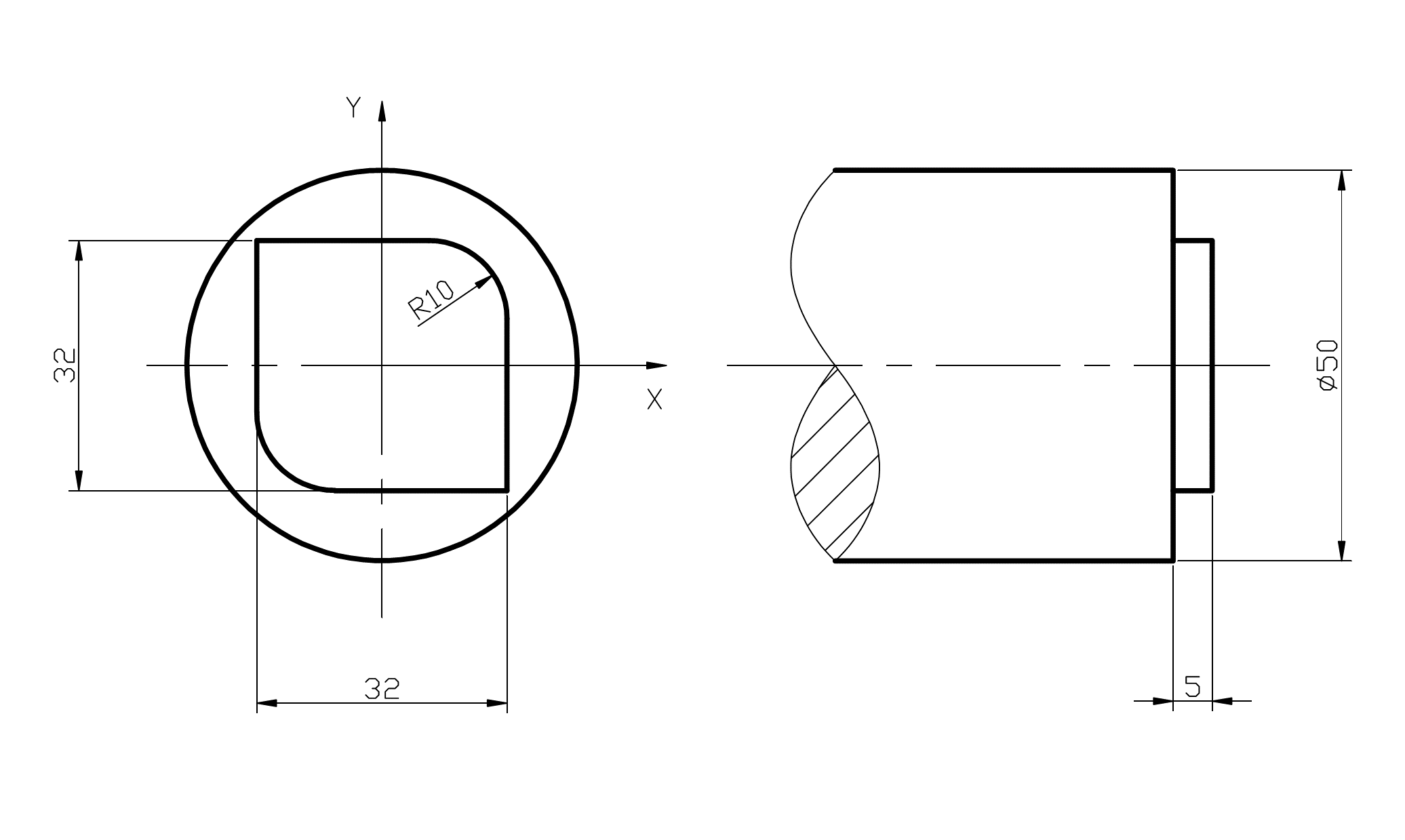
端面插补主要用于车削件的端面加工。用户只需在直角坐标系中编程,控制系统会将编程的直角坐标系的运动转换成实际坐标轴的运动。端面铣削如图 所示:
坐标系由X轴和C轴组成,其中X轴称为第一轴,将C轴虚拟成第二轴Y轴。用户只需要在XY平面内进行端面编程,系统会把编程的直角坐标系值,转换为实际坐标轴X轴和C轴的运动。
编程:
TRANSMIT ;激活端面插补
TRAFOOF ;取消端面插补
用户进行端面编程时,使用的是虚拟坐标系;而实际的机床运动是在物理坐标系下进行插补运算的。
1. 虚拟坐标系
坐标系由X轴和Y轴组成标准笛卡尔坐标系,用右手定则进行判定(拇指指向X轴正方向,食指指向Y轴正方向,中指指向Z轴正方向)。虚拟坐标系的原点在回转工件的中轴线上,如图 所示。
2. 物理坐标系
坐标系由X轴和C轴组成,其中C轴的单位是度,代表主轴转过的角度。按照右手螺旋定则,在XY平面内,C轴逆时针旋转为正,如图 所示。
说明:
1. TRANSMIT和TRAFOOF为,且系统上电后的默认设置为TRAFOOF。
2.如果程序执行至TRANSMIT和TRAFOOF之间,即在端面插补执行的过程中按下“复位”键,端面插补的状态将被取消。
3.在使用端面插补功能时,可以使用刀具半径补偿功能(G41/G42/G40)。但是在激活或取消端面插补时,必须关闭刀具半径补偿功能,否则系统将报警。所以如果在TRANSMIT或TRAFOOF程序段之前编程了G41或G42,请先编程G40取消刀补,再编程TRANSMIT或TRAFOOF。
4.在激活端面插补后,系统自动设定工作平面G17有效(在Z方向上进行刀具长度补偿;在G17平面内编程圆弧插补指令),取消端面插补之后,系统自动恢复激活端面插补之前指定的工作平面。
5.在激活端面插补之前,请对用于端面切削的刀具进行X方向准确的对刀,使用于端面切削的动力头的中轴线在取消零偏(G53)的状态下,与回转工件的中轴线相重合。在保证该前提的情况下,可以调用零偏用以建立新的工件坐标系。但是,在端面插补期间,不能改变工件坐标系,如果改变则报警。
6.TRANSMIT和TRAFOOF必须成对使用,缺一则系统报警。
7.对于虚拟坐标系,线性轴X是以直径尺寸还是半径尺寸编程由DIAMON/DIAMOF决定,Y轴则始终以半径尺寸编程。
8.在端面插补中允许使用下列指令:
1) 运动指令:G00、G01、G02、G03
2) 暂停指令:G04
3) 刀补指令:G40、G41、G42
4) 子程序调用
5) 固定循环:CYCLE81~CYCLE89
9.在激活端面插补的情况下,可以编程执行Z轴的移动,与端面插补无关;但是不能编程C轴移动,否则系统将报警。
示例:
N10 T06 F400
N20 Z-10 ;接近起始点
N30 M70 ;主轴切换为轴模式,
N40 SETMS(2) ;同时第二主轴为加工主轴
N40 M03 S500 ;第二主轴正转,500r/min
N50 TRANSMIT ;端面铣削插补有效
N60 G42 Z-10 ;设置工作平面X/Y和零点偏移
N70 G01 X32 F100 ;指定刀具半径补偿指令
N80 Y6 ;虚拟轴坐标为6mm
N90 G03 X12 Y16 CR=10
N100 G01 X-32
N110 Y-6
N120 G03 X-12 Y-16 CR=10
N130 G01 X32
N140 Y0
N150 G40 X80 ;取消半径补偿
N160 TRAFOOF ;取消端面铣削
N180 G00 Z30
M71 ;主轴模式切换
SETMS(1) ;恢复主主轴
...
N190 M30
注意:
极点是线性轴X和旋转轴C轴的交点。执行端面插补时,在极点区域内,一个小的位置改变,都会引起旋转轴C轴的较大旋转,所以不推荐刀具中心过极点的运动,以免旋转轴过载。
2.3 柱面插补 TRACYL
柱面插补用于加工圆柱体上的纵槽、横槽或者任意轨迹的槽。槽的运行轨迹是以水平展开的圆柱表面为参考进行编程的。如图 所示。
柱面插补坐标系是由Z轴和旋转轴(C轴)组成。编程时,将圆柱的外表面展开,这样编程就是在一个平面上进行。在柱面插补模式下,用户只需要在圆柱展开面上进行编程。控制系统将编程的平面坐标系的运行转换为实际机床轴的动作。
编程:
TRACYL ( d) ;激活柱面插补,d为圆柱的直径
TRAFOOF ;取消柱面插补
用户进行柱面编程时,使用的是虚拟坐标系;而实际的机床运动是在物理坐标系下进行插补运算的。
1.虚拟坐标系
坐标系由Z轴和Y轴组成标准笛卡尔坐标系,用右手定则进行判定(拇指指向X轴正方向,食指指向Y轴正方向,中指指向Z轴正方向)。虚拟坐标系的原点在回转工件的中轴线上,如图 所示。
2.物理坐标系
坐标系由Z轴和C轴组成,其中C轴的单位是度,代表主轴转过的角度。如图 所示。
说明:
1.TRACYL和TRAFOOF为,且系统上电后的默认设置为TRAFOOF。
2.如果程序执行至TRACYL和TRAFOOF之间,即在柱面插补执行的过程中按下“复位”键,柱面插补的状态将被取消。
3.在使用柱面插补功能时,可以使用刀具半径补偿功能(G41/G42/G40)。但是在激活或取消柱面插补时,必须关闭刀具半径补偿功能,否则系统将报警。所以如果在TRACYL或TRAFOOF程序段之前编程了G41或G42,请先编程G40取消刀补,再编程TRACYL或TRAFOOF。
4.在激活柱面插补后,系统自动设定工作平面G19有效(在X方向上进行刀具长度补偿;在G19平面内编程圆弧插补指令),取消柱面插补之后,系统自动恢复激活柱面插补之前指定的工作平面。
5.在激活柱面插补之前,请对用于柱面切削的刀具进行X方向准确的对刀,使用于柱面切削的刀具底面中心点在取消零偏(G53)的状态下,与夹持工件的主轴的中轴线相交。在保证该前提的情况下,可以调用零偏用以建立新的工件坐标系。但是,在柱面插补期间,不能改变工件坐标系,如果改变则报警。
6.TRACYL和TRAFOOF必须成对使用,缺一则系统报警。
7.在激活柱面插补后,如果编程了X轴的移动,X轴是以直径尺寸还是半径尺寸编程由DIAMON/DIAMOF决定。Y和Z轴始终以半径尺寸编程。
8.在柱面插补中允许使用下列指令:
1)运动指令:G00、G01、G02、G03
2)暂停指令:G04
3)刀补指令:G40、G41、G42
4)子程序调用
5)固定循环:CYCLE81~CYCLE89
9.在激活柱面插补的情况下,可以编程执行X轴的移动,与柱面插补无关;但是不能编程C轴移动,否则系统将报警。
示例:

N10 T1 D1
N20 G54 G90
N30 G0 Z10
N40 X40
N50 M70 ;第一主轴切换为轴模式
N60 SETMS(3) ;第三主轴做为当前加工主轴
N70 M03 S3000 ;第三主轴正向旋转
N80 TRACYL(30) ;启动柱面插补,直径是30
N90 G01 Y0 Z10 F1000
N100 G42 Y-5.09 Z3
N110 G01 X25 F50
N120 G01 Z-16 RND=2.278 F150
N130 Y3.036 RND=2.068
N140 Z-4.568
N150 G03 Z-2.5 Y5.09 CR=2.068
N160 Z3
N170 G40 Y0 Z10
N180 G00 X60
N190 TRAFOOF
N200 M05
N210 M71
N220 G00 X100
N230 Z100
N240 M30
3. 车铣复合加工示例
示例图纸:
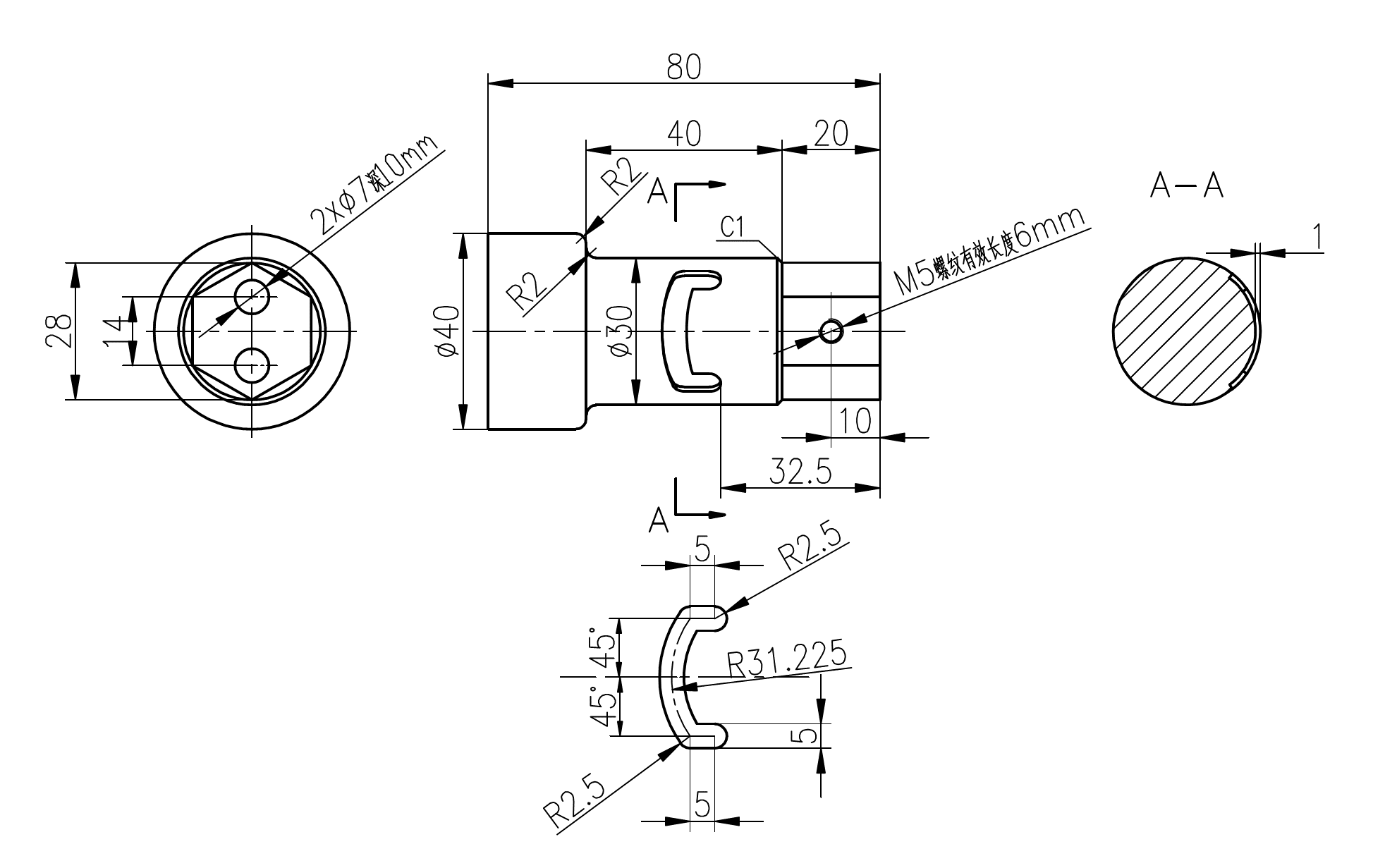
加工过程:
1. T1外圆车刀粗车外圆
2. T2Φ7端面铣刀加工端面孔及六边形外形
3. T3Φ5柱面铣刀加工柱面槽
4. T1外圆车刀精车外圆
5. T4Φ2柱面钻头钻螺纹底孔
6. T5 M5丝锥攻丝
加工程序:
N10 T1 D1
N20 G54
N30 G18
N40 G00 Z20
N50 X-90
N60 SETMS(1)
N70 M03 S1000
N80 G95 F0.3
N90 CYCLE95 ("sub", 1, 0.03, 0.2, 0, 0.25, 0.25, 0.15, 3, 0, 0, 1)
N100 G00 X-90
N110 Z20
N120 T2 D1
N130 G54
N140 M70
N150 SETMS(2)
N160 M03 S2000
N170 G00 C0
N180 G94 F50
N190 G17
N200 X14
N210 CYCLE83 (10, 0, 5, -10, 0, -2, 0, 2, 0, 1, 1, 1)
N220 C180
N230 CYCLE83 (10, 0, 5, -10, 0, -2, 0, 2, 0, 1, 1, 1)
N240 G00 Z20
N250 X60
N260 M05
N270 M71
N280 T2 D1
N290 G54
N300 DEF INT DEP=-2
N310 M70
N320 SETMS(2)
N330 M03 S2000
N340 TRANSMIT
N350 G01 X60 Y0 F400
N360 G41 X40
N370 HEX:
N380 X28 Y0
N390 Z=DEP F150
N400 G01 X14 Y=-7*SQRT(3) F300
N410 X-14
N420 X-28 Y0
N430 X-14 Y=7*SQRT(3)
N440 X14
N450 X28 Y0
N460 DEP =DEP-1
N470 IF DEP >=-20
N480 GOTOB HEX
N490 ENDIF
N500 G01 X14 Y=-7*SQRT(3)
N510 G40 X40 Y0
N520 G01 X60 Y0
N530 G00 Z20
N540 TRAFOOF
N550 M71
N560 M05
N570 G00 X100
N580 T3 D1 G54 G40
N590 G00 X80
N600 Z-35
N610 M70
N620 SETMS(3)
N630 M03 S3000
N640 TRACYL(28)
N650 G01 Y10.99557 Z-35 F200
N660 G01 X26
N670 G01 Z-40
N680 G03 Y32.9867 Z-40 CR=31.225
N690 G01 Z-35
N700 G00 X80
N710 G40
N720 TRAFOOF
N730 M71
N740 M05
N750 T1 D1
N760 G54
N770 G18
N780 G00 Z20
N790 X-90
N800 SETMS(1)
N810 M03 S800
N820 G95 F0.3
N830 CYCLE95 ("sub", 0, 0, 0, 0, 0.3, 0.3, 0.18, 7, 0, 0, 1)
N840 G00 X-90
N850 Z20
N860 G94
N870 M05
N880 T4 D1
N890 M70
N900 G54 X60 G00 G94 F50
N910 Z-14
N920 SETMS(3)
N930 G19
N940 M03 S2000
N950 C90
N960 CYCLE83 (35, 24.2487, 5, 0, 8, 22.2487, 0, 2, 0, 1, 1, 1)
N970 G00 X60
N980 Z20
N990 M71
N1000 T5 D1
N1010 M70
N1020 G54 X60 G00 G94
N1030 Z-14
N1040 SETMS(3)
N1050 G19
N1060 C90
N1070 CYCLE84 (35, 24.2487, 5, 0, 6, 0, 19, 3, 0, 0, 400, 400)
N1080 G00 X60
N1090 Z20
N1100 M71
N1110 G53
N1120 M02
子程序sub.iso:
N10 G01 X-26 Z0
N20 X-28 Z-1
N30 Z-20
N40 X-30 Z-21
N50 Z-60 RND=2
N60 X-40 RND=2
N70 Z-80N80 X-50
