

9.4 刀具管理综合应用示例
假设某用户在车床刀架的1号、2号和3号刀位上装夹了3把相同的外圆车刀,用于对毛坯进行外圆切削加工。经过前期的试加工,该用户已经掌握了这种外圆车刀在加工中的使用寿命情况:
在加工了10个工件后,须将刀具的X向刀长磨损设置为-0.05,Z向刀长磨损设置为-0.03;加工了20个工件后,须将刀具的X向刀长磨损设置为-0.1,Z向刀长磨损设置为-0.06;加工了30个工件后,须将刀具的X向刀长磨损设置为-0.15,Z向刀长磨损设置为-0.09;加工了40个工件后就必须更换刀具。
用户希望实现的目标是:在加工过程中刀架上的三把车刀能够依次实现自动切换,直到全部用至使用寿命,且刀具磨损值也能随着加工工件数量的增加自动写入系统中。
对于这个目标,该用户需要进行如下的操作步骤:
1. 设置刀组
在系统主页面点击横向按钮“刀偏”进入刀偏表,将T1、T2、T3的刀组设置为相同的数字,本例中将其设置为1,如图9.5所示。

图9.5 设置刀组
2. 编写加工程序
编写数控加工程序,其中刀具调用指令需使用“TGROUP(1)”,如图9.6所示。
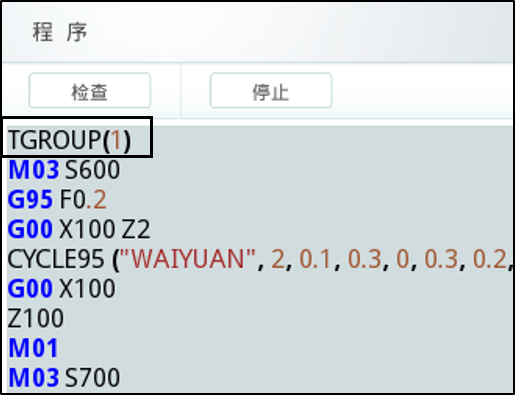
图9.6 编写加工程序
3. 参数设置
在系统主页面点击横向按钮“设置”,再点击横向按钮“参数设置”,将“刀具寿命计算方式”和“刀具寿命补偿方式”参数分别设置为“加工件数”和“自动刀补”,如图9.7所示。
![]()
图9.7 参数设置
4. 设置刀具寿命
系统主页面点击横向按钮“刀偏”,再点击横向按钮“刀具监控参数”,在界面左上方选择“加工件数”,将T1、T2、T3的“理论加工件数”均设置为40,如图9.8所示。

图9.8 设置刀具寿命
5. 配置刀补
点击T1的“理论加工件数”输入框使该行高亮,再点击横向按钮“配置刀补”,按照需要对刀补进行配置。以相同的方法对T2,T3进行配置。如图9.9所示。

图9.9 配置刀补
6. 开始加工
按照正常的数控加工方法进行批量加工,系统将根据设置自动进行刀具磨损值的修改和刀具更换,直到刀架上的3把刀全部加工至使用寿命。
