

5.3.2 退刀槽 CYCLE94
编程:
CYCLE94 (AXFA, AXSA, FORM)
参数:
|
AXFA |
Real |
横向轴的起始点(无符号输入, 直径值) |
|
AXSA |
Real |
纵向轴的起始点(绝对坐标) |
|
FORM |
String |
形状的定义, 值:E(用于形状E), F(用于形状F) |
功能:
使用此循环,可以进行形状为E和F的退刀槽切削(要求成品直径必须大于3mm)。
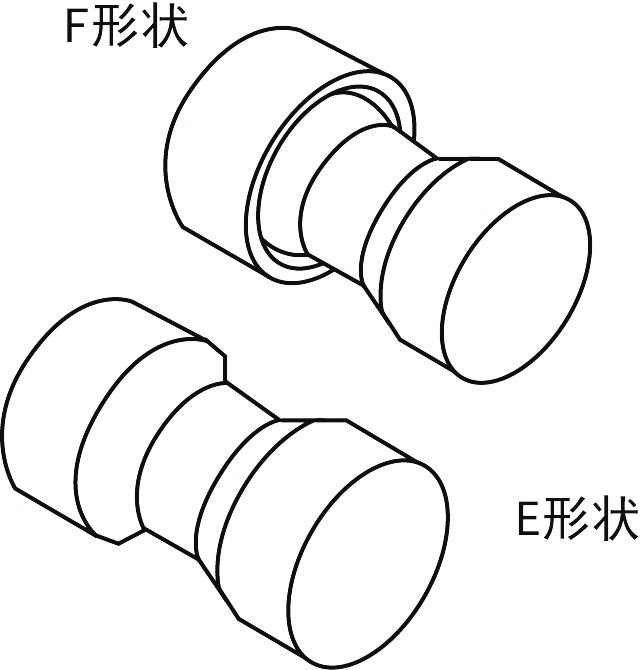
图5.21 退刀槽形状
操作顺序:
循环启动前到达起始位置,起始位置可以是任意位置,但须保证从该位置开始退刀槽加工时不会发生刀具碰撞。该循环具有如下过程:
1.以G00到达循环内部所计算的起始点;
2.根据当前的刀尖方向选择刀尖半径补偿,并按循环调用之前所编程的进给率进行退刀槽的加工;
3.以G00回到起始点,并用G40指令取消刀尖半径补偿。
参数说明:
AXFA和AXSA(起始点)
使用参数AXFA定义用于加工的成品直径。参数AXSA定义纵向轴的位置。如果AXFA所编程的成品直径小于3mm,则循环中断并产生报警。
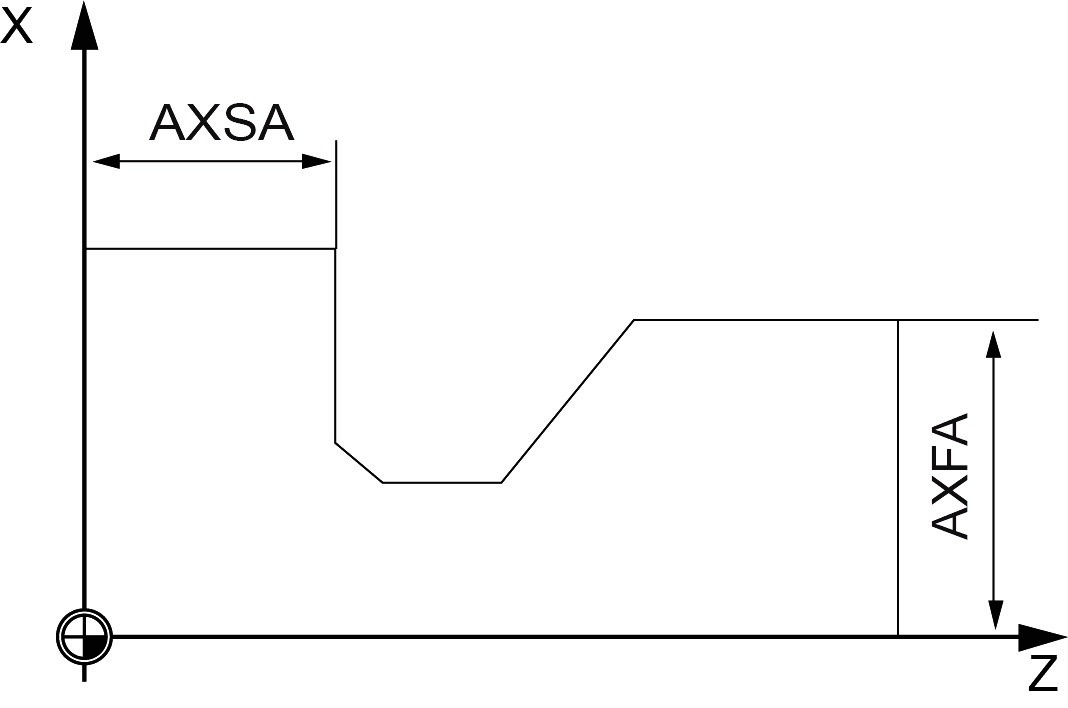
图5.22 起始点图示
FORM(形状的定义)
定义退刀槽形状(如图5.23)。
F——形状F E——形状E

图5.23 退刀槽类型
说明:
1.循环通过有效的刀具补偿自动计算刀尖方向。循环可以在刀尖方向1~4时运行,如果循环检测出刀尖位置为5~9的任一位置,则循环终止并产生报警;
2.循环自动计算起始点值,它的位置是距离成品直径(AXFA)2mm和最后尺寸(AXSA)10mm的位置;
3.有关编程的坐标值的起始点位置由当前有效刀具的刀尖方向决定;
4.调用循环之前,必须激活刀具补偿,否则循环终止并出现报警;
5.如果参数的值不是E或F,则循环终止并产生报警。
示例:
此程序可用于编程E形状的退刀槽。
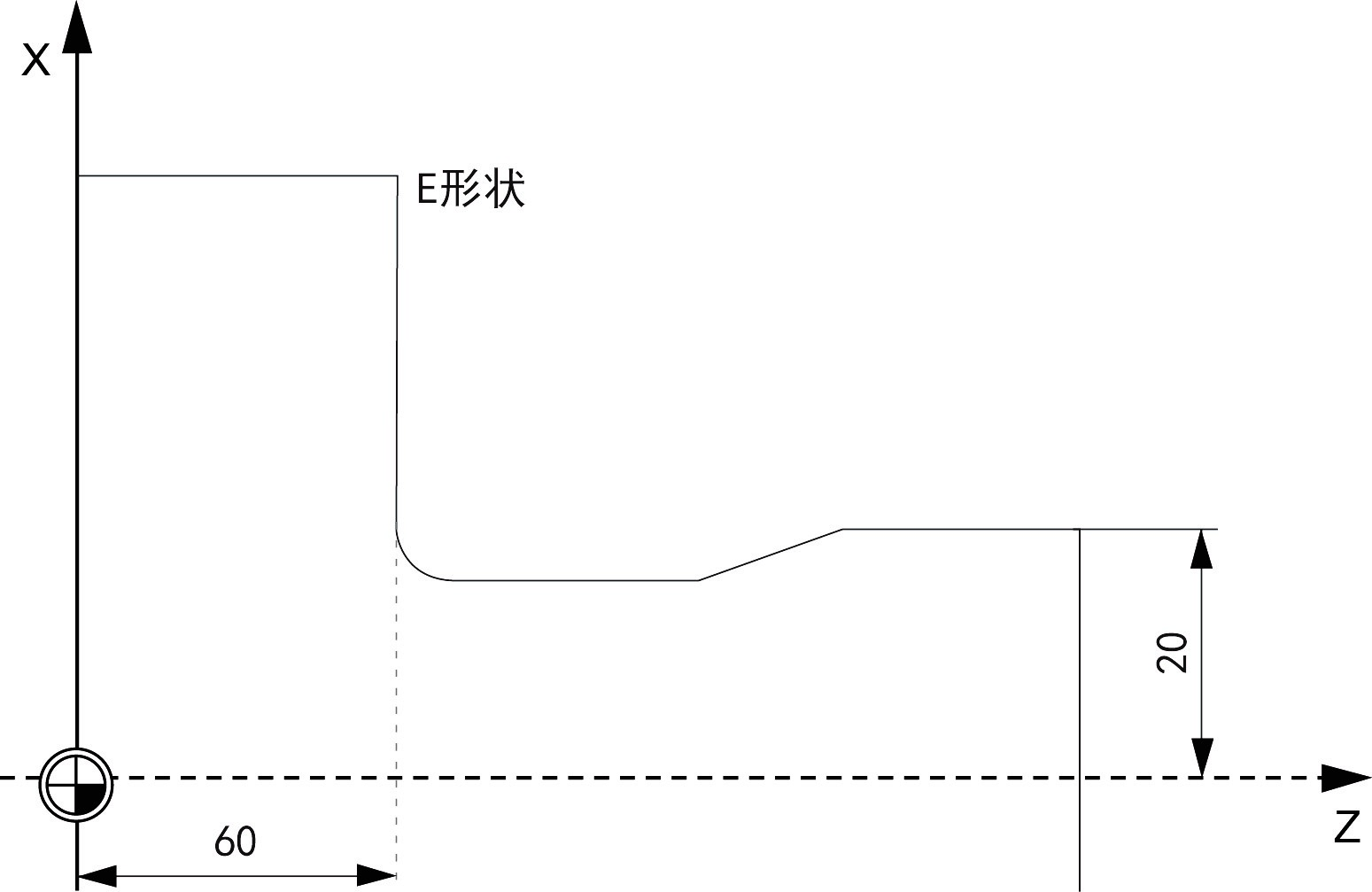
图5.24 示例
|
N10 T1 D1 S300 M03 |
切削参数定义 |
|
N20 G95 F0.3 |
|
|
N30 G00 G90 Z100 X50 |
选择起始位置 |
|
N40 CYCLE94 (20, 60, “E”) |
循环调用 |
|
N50 G90 G00 Z100 X50 |
回到起始位置 |
|
N60 M02 |
程序结束 |
