

5.3.5 螺纹切削 CYCLE97
编程
CYCLE97(PIT, MPIT, AXSA, AXSE, DM1, DM2, RIP, ROP, TDEP, FAL, IANG, ANGD, NRC, NIP, TYP, NUMT, VRT, LRP)
参数
|
PIT |
Real |
螺距数值(无符号输入) |
|
MPIT |
Real |
螺纹尺寸(无符号输入),范围值:3~60(M3~M60) |
|
AXSA |
Real |
螺纹起点:螺纹起始点位于纵向轴上 |
|
AXSE |
Real |
螺纹终点:螺纹终点位于纵向轴上 |
|
DM1 |
Real |
起点的螺纹直径 |
|
DM2 |
Real |
终点的螺纹直径 |
|
RIP |
Real |
空刀导入量(无符号输入) |
|
ROP |
Real |
空刀退出量(无符号输入) |
|
TDEP |
Real |
螺纹深度(无符号输入) |
|
FAL |
Real |
精加工余量(无符号输入) |
|
IANG |
Real |
切入进给角 |
|
ANGD |
Real |
首圈螺纹的起始角度(无符号输入) |
|
NRC |
Int |
粗加工切削次数(无符号输入) |
|
NIP |
Int |
精加工重复次数(无符号输入) |
|
TYP |
Int |
加工类型,范围值:1~4 |
|
NUMT |
Int |
螺纹数量(无符号输入) |
|
VRT |
Real |
退刀距离(无符号输入) |
|
LRP |
Real |
螺纹退尾长度(无符号输入) |
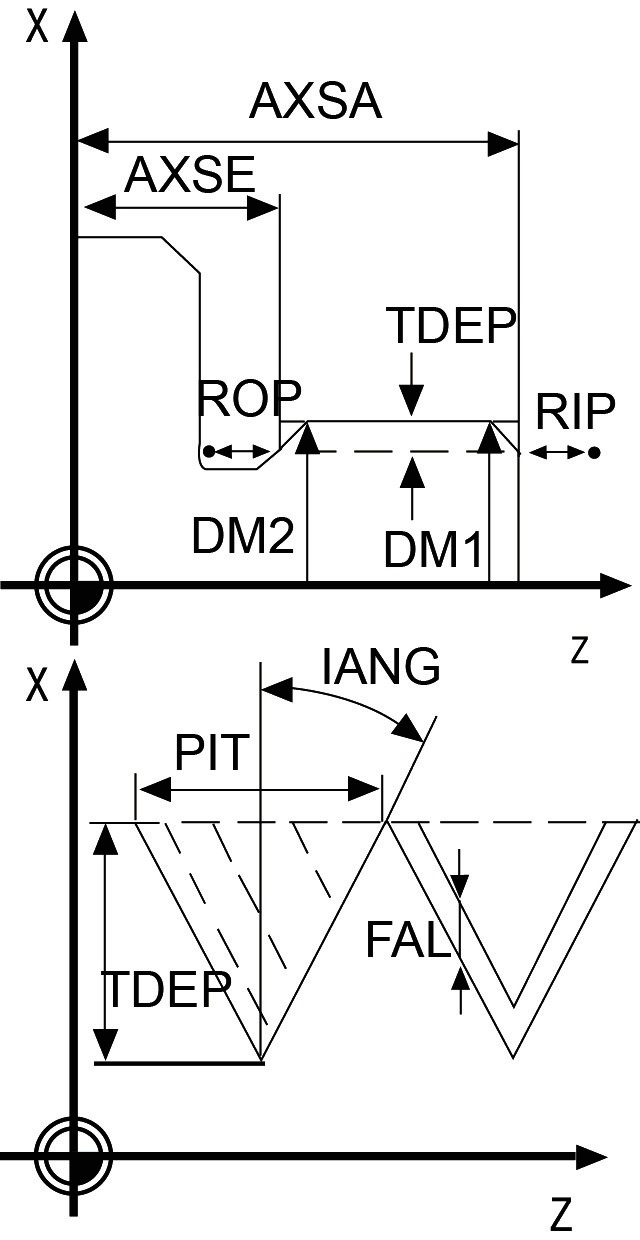
图5.38 螺纹切削参数示意图
功能
使用螺纹切削循环,可以获得在纵向和表面加工中,螺距恒定的圆形和锥形内外螺纹。
1.螺纹包括单头螺纹和多头螺纹;
2.多螺纹加工时,每个螺纹依次加工,可以选择恒定进给量切削或恒定切削截面积切削;
3.右手或左手螺纹是由主轴的旋转方向决定的,该方向必须在循环执行前设定好;
4.螺纹切削循环时,操作面板中的进给和主轴倍率旋钮不起作用。
操作顺序
循环启动前到达起始位置,可以是任意位置,但必须保证刀尖能够毫无碰撞地到达所编程的螺纹起始点+空刀导入量。该循环具有如下过程:
1.用G00到达第一条螺纹线起始点+空刀导入量起始处;
2.按照参数TYP定义的加工类型进行粗加工进刀;
3.根据编程的粗加工切削数量重复螺纹切削直至保留精加工余量;
4.用G33切削精加工余量;
5.根据精加工重复次数重复此操作以保证表面加工质量;
6.对于其它的螺纹线重复整个过程。
参数说明:
PIT和MPIT(螺纹尺寸)
螺距PIT是一个平行于轴的无符号数值。要获得公制的圆柱螺纹,也可以通过参数MPIT(M3~M60)定义螺纹尺寸。只能选择使用其中一种参数,如果两者值冲突,循环将产生报警且中断。螺纹尺寸MPIT和螺距数值PIT国标规定的对应关系如下。
|
规格 |
螺距P |
规格 |
螺距P |
|
M3 |
0.5 |
M14;M16 |
2 |
|
M3.5 |
0.6 |
M18;M20;M22 |
2.5 |
|
M4 |
0.7 |
M24;M27 |
3 |
|
M4.5 |
0.75 |
M30;M33 |
3.5 |
|
M5 |
0.8 |
M36;M39 |
4 |
|
M6;M7 |
1 |
M42;M45 |
4.5 |
|
M8 |
1.25 |
M48;M52 |
5 |
|
M10 |
1.5 |
M56;M60 |
5.5 |
|
M12 |
1.75 |
|
|
DM1和DM2(直径)
使用此参数来定义螺纹起始点和终点的螺纹直径。
AXSA、AXSE、RIP和ROP(起始点、终点、空刀导入量和空刀退出量)
起始点(AXSA)和终点(AXSE)形成了螺纹最初的起始点和终点。但是,循环中使用的起始点是由空刀导入量RIP产生的起始点,而终点是由空刀退出量ROP产生的终点。在横向轴中,循环定义的起始点始终比编程的螺纹直径大1mm,此退回平面在系统内部自动产生。
TDEP、FAL、NRC和NIP(螺纹深度、精加工余量、切削数量)
设定的精加工余量作用于轴向,并从螺纹深度TDEP中减去。剩余值自动分成粗加工值。循环将根据参数TYP,自动计算每次的进给深度。当螺纹深度分成具有恒定切削截面积的进给量时,切削力在整个粗加工阶段将保持不变。在这种情况下,将使用不同的进给深度值来切削。第二个方式是将整个螺纹深度分配成恒定的进给深度。这时,每次的切削截面积越来越大,但由于螺纹深度值较小,则形成较好的切削条件。完成第一步中的粗加工以后,将切削精加工余量FAL。然后执行NIP参数下编程的精加工重复次数。
IANG(切入角)
如图5.39,参数IANG定义螺纹的切入角。如果要以合适的角度进行螺纹切削,此参数的值必须设为零。如果要沿侧面切削,此参数的绝对值必须设为刀具侧面角的一半值。

图5.39 切入角
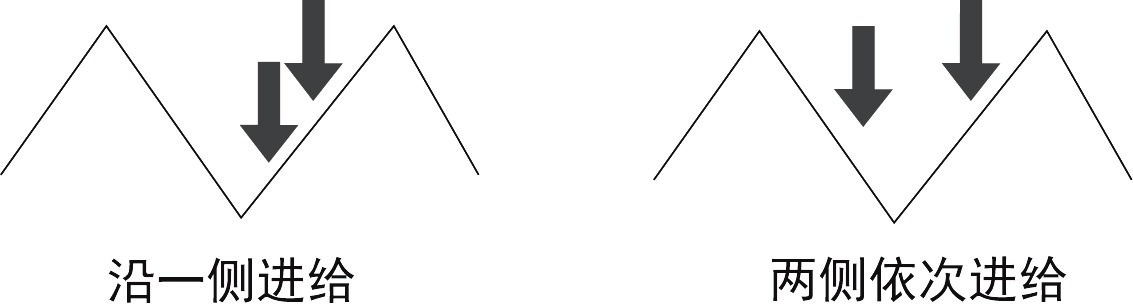
图5.40 切入方式
进给的执行方式是通过参数IANG的符号定义的。如果是正值,进给始终在同一侧面执行,如果是负值,在两个侧面分别执行(如图5.40)。两侧交替的切削类型只适用于圆柱螺纹,对于锥螺纹,即使IANG值为负,但是循环仍只沿一个侧面切削。
ANGD(首圈螺纹起始角度)和NUMT(数量)
通过参数ANGD设定相关角度值,以定义待切削部件的螺纹首圈起始角度,设定范围是0~+359.9999°。如果未定义起始角度或该参数未出现在参数列表中,螺纹起始角度则自动设定为零度。参数NUMT定义多线螺纹的线数。多条螺纹线在待加工部件上平均分布,第一圈螺纹由参数ANGD定义。如果要加工一个不对称螺纹的多线螺纹,必须以每个起始角度为参数分别编写螺纹切削循环进行调用。
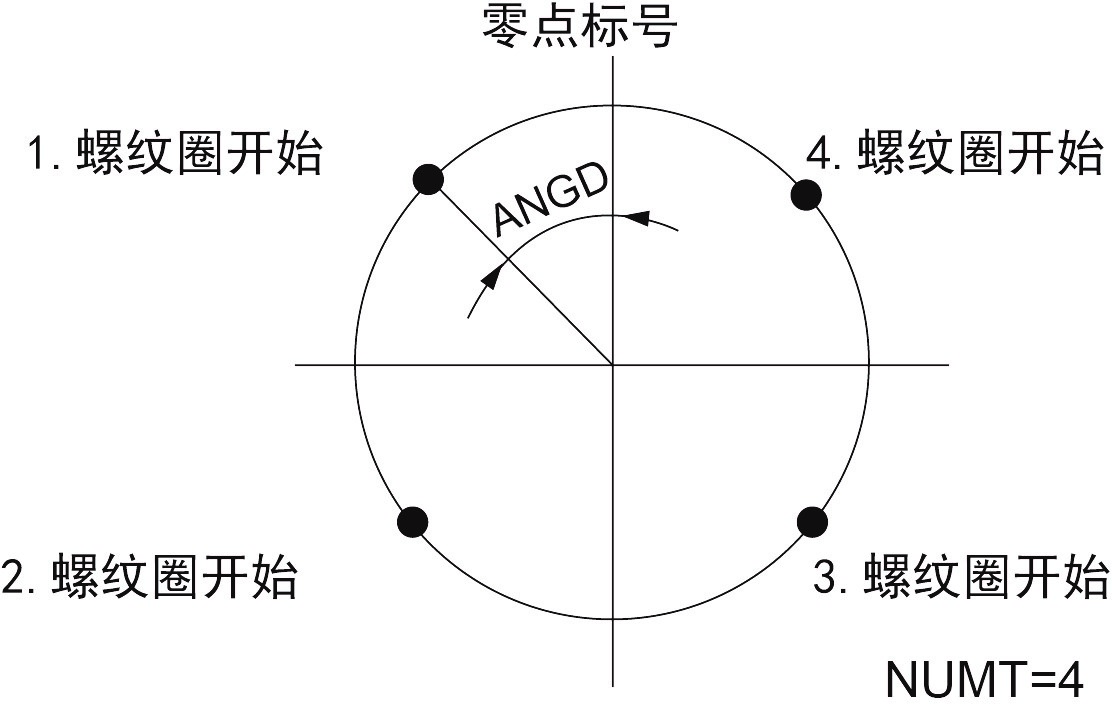
图5.41 螺纹起始点
TYP(加工类型)
参数TYP定义外螺纹还是内螺纹加工,以及粗加工时的进给方式(如图5.42)。TYP参数可取值1~4,它们的含义如下:
|
值 |
外部/内部(A/I) |
恒定进给/恒定切削截面积 |
|
1 |
A |
恒定进给 |
|
2 |
I |
恒定进给 |
|
3 |
A |
恒定切削截面积 |
|
4 |
I |
恒定切削截面积 |
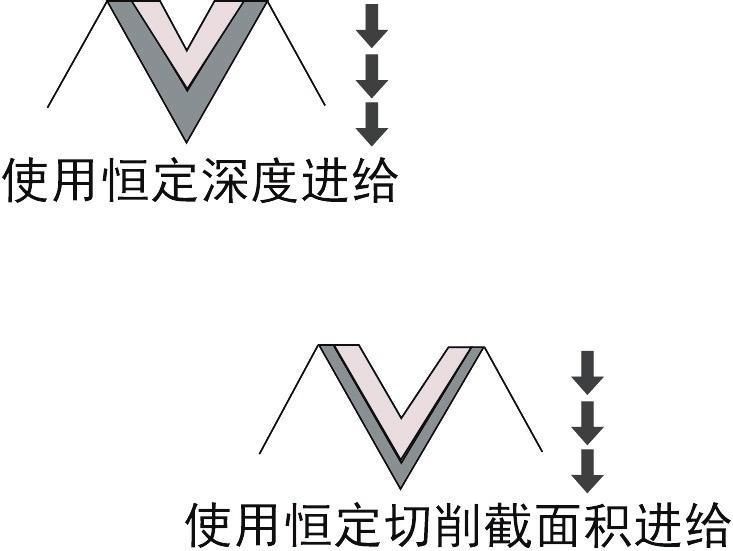
图5.42 进给方式
如果该参数设定了1~4以外的值,则循环中止并产生报警。
VRT(退刀距离)
参数VRT可以用来编程在螺纹切削时刀具在两个轴向的退回量。如果VRT=0(参数未编程),刀具将退回0.5mm。
LRP(退尾长度)
参数LRP用于定义螺纹切削中退尾的长度。其中,螺纹退尾的最终距离等于LRP的设定数值乘以所加工螺纹的螺距(如图5.43所示)。
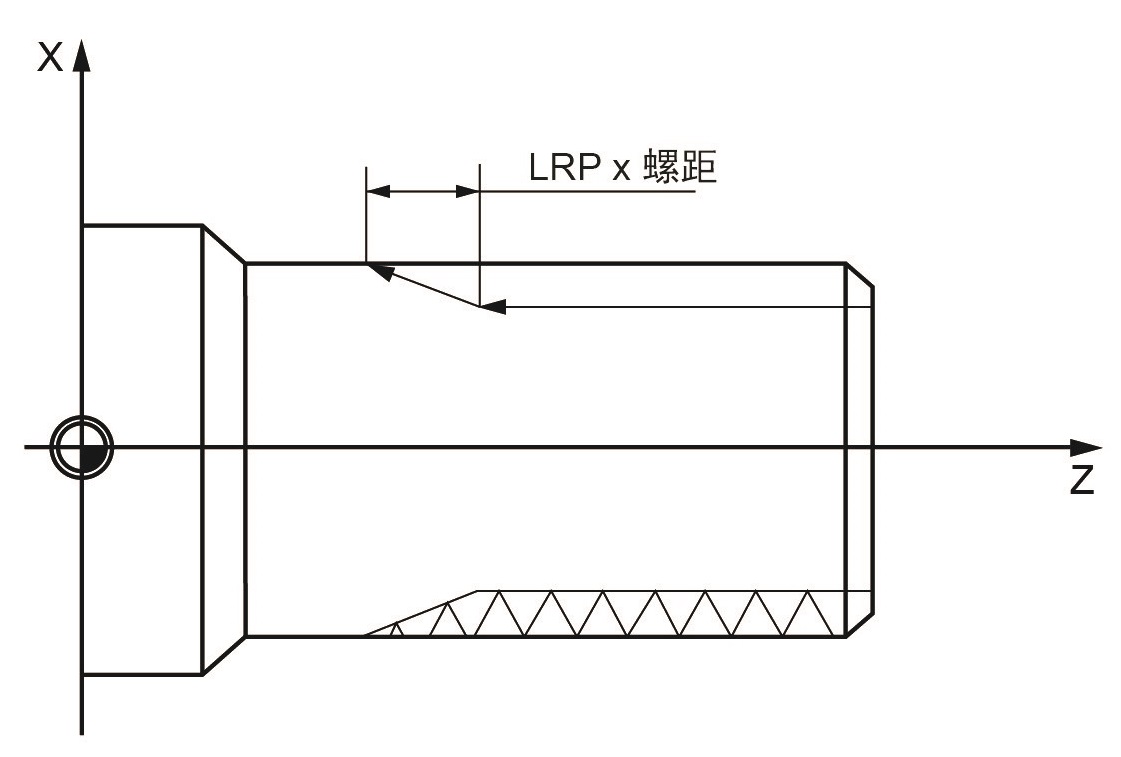
图5.43 螺纹退尾长度
说明:
循环根据螺纹切削时的锥形角,自动确定所需加工的螺纹是纵向螺纹还是横向螺纹。如图5.44,倘若锥形角小于等于45度,则加工的是纵向螺纹,否则是横向螺纹。
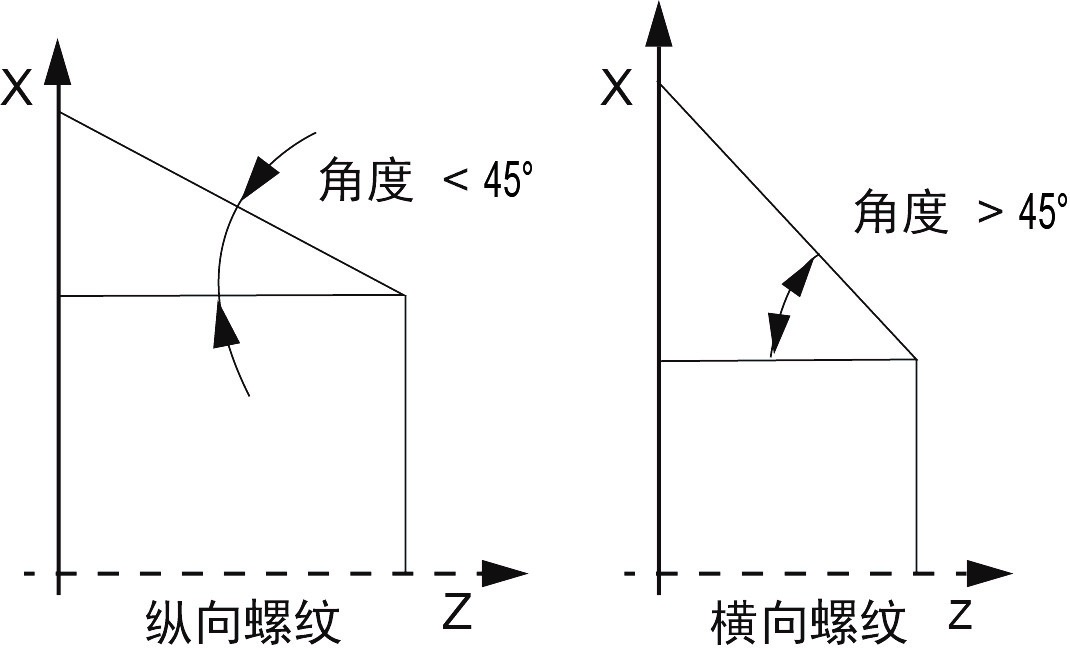
图5.44 螺纹方向
示例:
利用此程序,从侧面进给加工一个公制外螺纹M42x9/2(双头螺纹),按恒定切削截面积进行进给,无精加工余量,螺纹深度为2.92mm,进行5次粗加工,重复执行2次精加工。
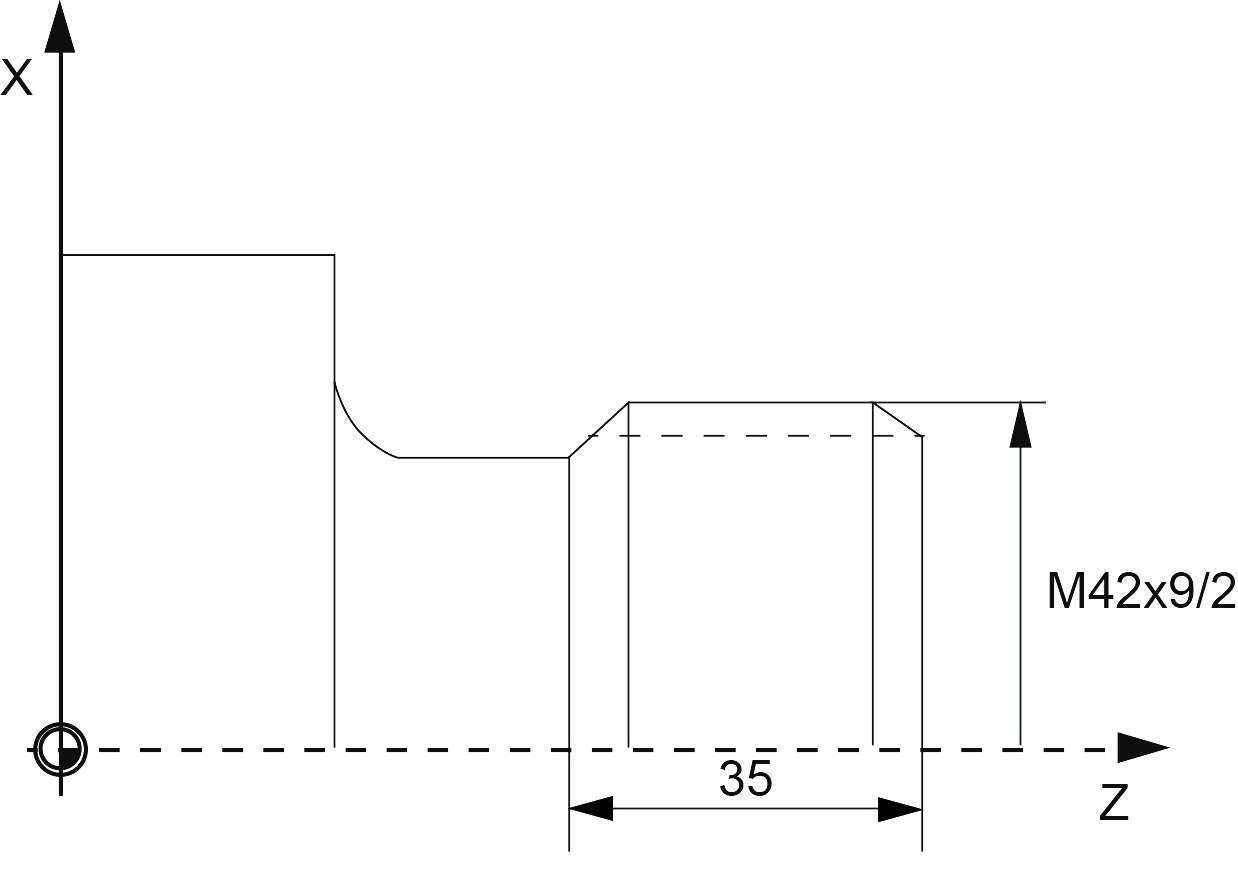
图5.45 螺纹加工
|
N10 T1D1 S600 M04 |
转速和转向 |
|
N20 G00 G90 Z100 X60 |
选择起始位置 |
|
N30 CYCLE97(9, 0, 45, 10, 42, 42, 10, 3, 2.92, 0, 30, 0, 5, 2, 3, 2, 0, 0) |
循环调用 |
|
N40 G00 X70 Z160 |
接近下一个位置 |
|
N50 M02 |
程序结束 |
