

5.3.3 毛坯切削 CYCLE95
编程:
CYCLE95 (NSP, IDEP, FALZ, FALX, FAL, FF1, FF2, FF3, TYP, DWT, DAM, VRT)
参数:
|
NSP |
String |
轮廓子程序名 |
|
IDEP |
Real |
进给深度(无符号输入,按半径输入) |
|
FALZ |
Real |
Z轴精加工余量:在纵向轴的精加工余量(无符号输入) |
|
FALX |
Real |
X轴精加工余量:在横向轴的精加工余量(无符号输入,按半径输入) |
|
FAL |
Real |
综合精加工余量:沿轮廓的精加工余量(无符号输入) |
|
FF1 |
Real |
粗加工进给率 |
|
FF2 |
Real |
凹凸插入进给率:进入凹凸切削的进给率 |
|
FF3 |
Real |
精加工进给率 |
|
TYP |
Int |
加工类型,范围值:1~12 |
|
DWT |
Int |
断屑停顿时间:粗加工时用于断屑的停顿时间 |
|
DAM |
Real |
断屑间隔长度:粗加工时用于断屑的间隔长度 |
|
VRT |
Real |
退回位移:粗加工时从轮廓的退回行程,增量(无符号输入) |
功能:
使用毛坯切削循环,可以在毛坯的空白处进行轮廓切削,该轮廓已编程在子程序中。轮廓可以包括凹凸切削成分。可以在纵向和表面进行外部和内部轮廓的加工。工艺可以随意选择(粗加工,精加工,综合加工)。粗加工轮廓时,以最大的编程进给深度进行近轴切削,并且在到达轮廓的交点后清除平行于轮廓的毛刺。一直进行粗加工直到编程的精加工余量。刀具半径补偿可以由循环自动选择和取消。
操作顺序:
循环开始前到达起始位置,起始位置可以是任意位置,但须保证从该位置回轮廓起始点时不发生刀具碰撞。循环起始点在内部被计算出并用G00在两个坐标轴方向同时运动到该起始点。
无凹凸切削的粗加工:
1.内部计算出当前深度并用G00接近;
2.使用G01和进给率FF1到达粗加工的轮廓交点;
3.使用G01/G02/G03和FF1沿平行于轮廓+精加工余量的轨迹进行轮廓粗加工;
4.使用G00退回在VRT下所编程的量;
5.重复此顺序直至到达加工的最终深度;
6.进行无凹凸切削成分的粗加工时,坐标轴依次返回循环的起始点。

图5.25 无凹凸切屑的粗加工
粗加工凹凸成分:
1.坐标轴使用G00依次到达起始点以便下一步的凹凸切削;
2.使用G01/G02/G03和FF2沿轮廓+精加工余量进入凹凸切削;
3.使用G01和FF1到达粗加工的轮廓交点;
4.沿轮廓进行粗加工,和无凹凸切削的粗加工一样进行后退和返回;
5.如果还有凹凸切削成分,为每个凹凸切削重复此顺序。
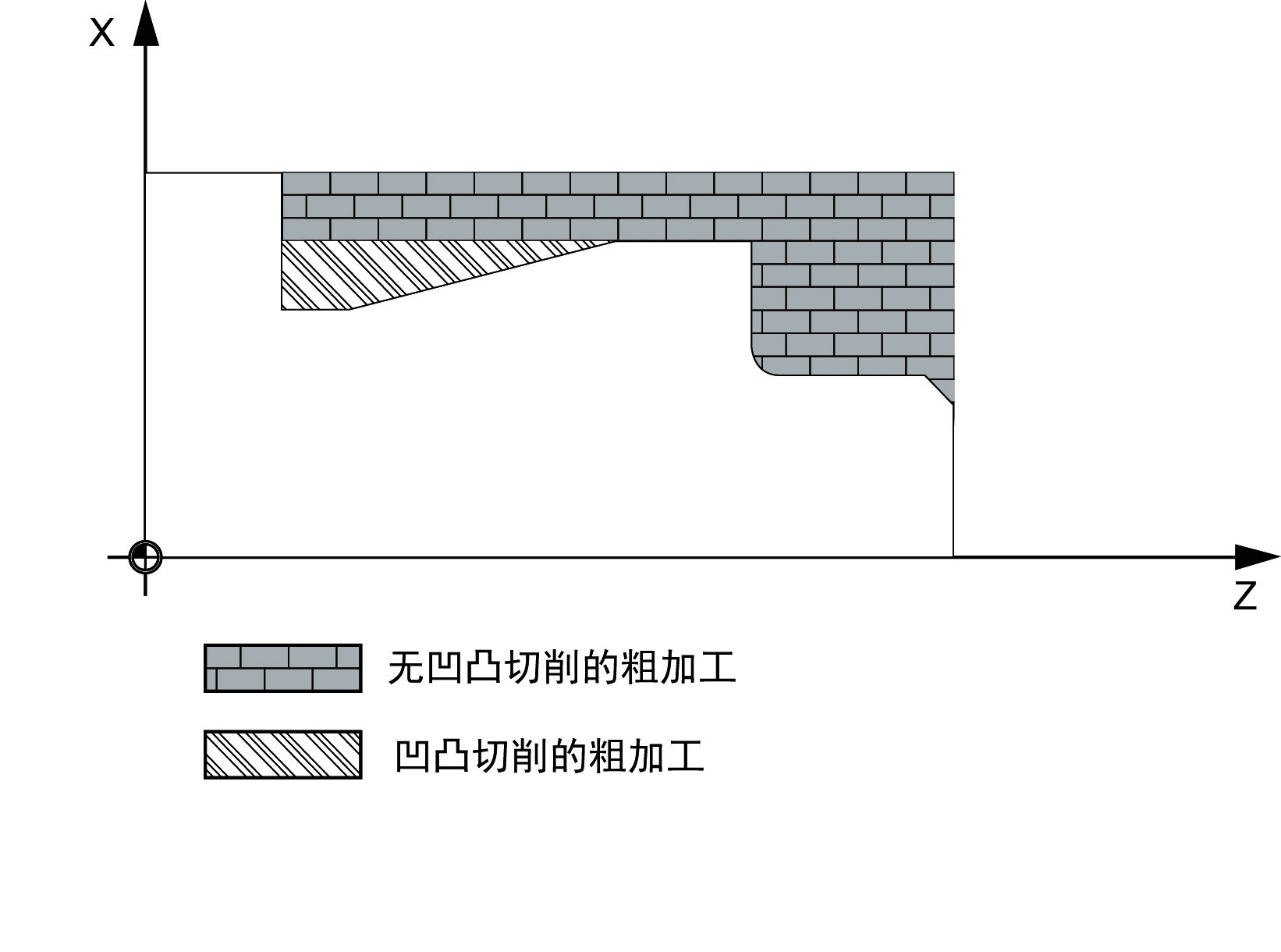
图5.26 粗加工凹凸成分
精加工:
1.坐标轴使用G00依次到达循环起始点;
2.使用G00同时到达轮廓的起始点;
3.使用G01/G02/G03和FF3沿轮廓进行精加工;
4.使用G00退回到起始点。
参数说明:
NSP(名称)
此参数用来定义轮廓的名称。轮廓子程序的名称应遵循编程说明中有关名称的规定。
IDEP(进给深度)
参数IDEP用来定义粗加工时最大允许的进给深度。循环将自动计算出用于当前粗加工的进给深度。对于包含凹凸切削成分的轮廓加工,循环将粗加工分成几个粗加工部分。循环计算出每个粗加工部分的新的进给深度,该进给深度值始终处于所编程的深度值和该值的一半之间。所需的粗加工的步骤数是由当前粗加工部分的总深度和编程的进给深度来决定的,循环将总深度在编程的进给深度范围内按最大值进行平均分配,这可以提供最佳的切削条件。下图显示了对图5.26中的轮廓进行粗加工时的加工步骤。
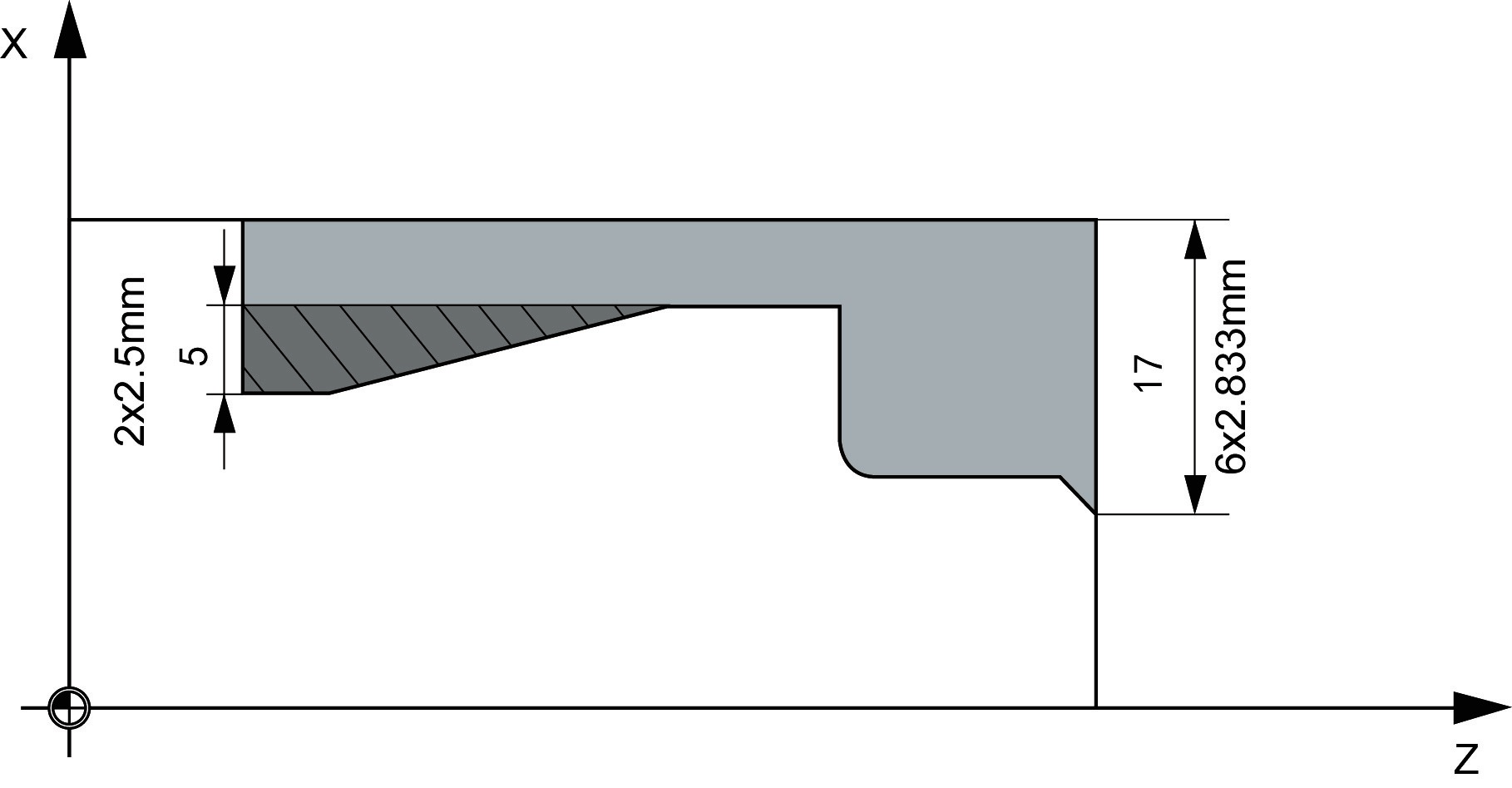
图5.27 粗加工步骤和进给深度
当前进给深度计算说明:
加工步骤1的总深度是17 mm。由于最大编程的进给深度是3mm,因此需要6个加工步骤且每个进给深度是2.833 mm。
加工步骤2的总深度5mm,进行2个加工步骤,每个进给深度是2.5mm。
FAL, FALZ和FALX(精加工余量)
如果要给特定轴定义不同的精加工余量,可以使用参数FALZ和FALX来定义粗加工的精加工余量,也可以通过参数FAL定义用于轮廓的精加工余量。这种情况下,该值将作为精加工余量被两个轴同时考虑进来。不需要对已编程的值进行检查,换句话说,如果这三个参数都已赋值,循环将同时考虑所有的这些精加工余量。粗加工始终按这些精加工余量进行。每个轴向加工过程完成以后立即清除平行于轮廓的剩余拐角,这样在粗加工完成后无需进行额外的剩余拐角切削。如果未编程精加工余量,粗加工到达最后轮廓时毛坯即切削完成。
FF1, FF2和FF3(进给率)
各个加工步骤可以定义不同的进给率,如下图所示。
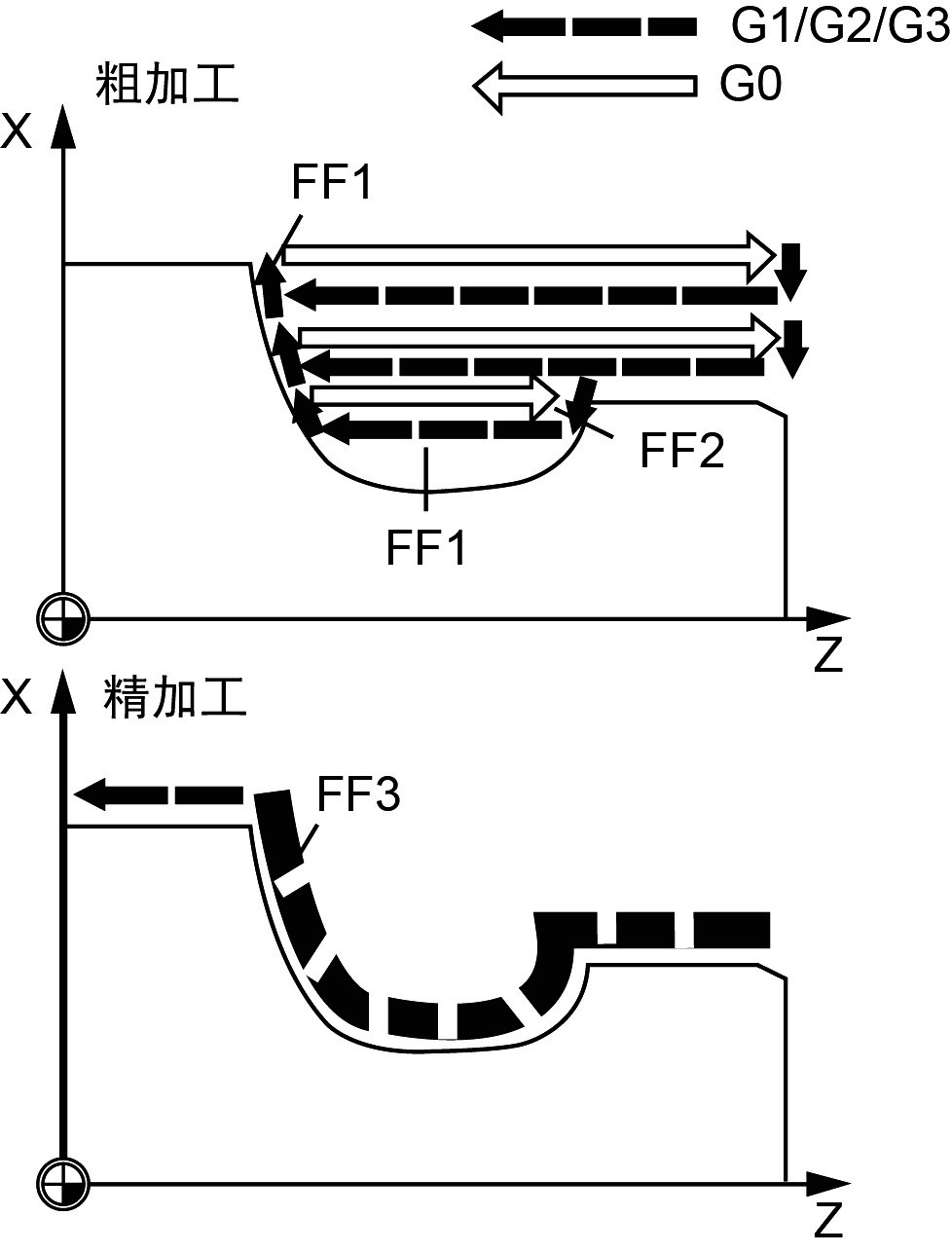
图5.28 各加工步骤的进给率
TYP(加工类型):
表5.1 毛坯加工类型
|
值 |
纵向/端面(L/P) |
外部/内部(A/I) |
粗加工/精加工/综合加工 |
|
1 |
L |
A |
粗加工 |
|
2 |
P |
A |
粗加工 |
|
3 |
L |
I |
粗加工 |
|
4 |
P |
I |
粗加工 |
|
5 |
L |
A |
精加工 |
|
6 |
P |
A |
精加工 |
|
7 |
L |
I |
精加工 |
|
8 |
P |
I |
精加工 |
|
9 |
L |
A |
综合加工 |
|
10 |
P |
A |
综合加工 |
|
11 |
L |
I |
综合加工 |
|
12 |
P |
I |
综合加工 |
纵向加工时,进给始终沿着横向轴进给,端面加工时,沿着纵向轴进给。外部加工表示进给在轴的负方向进行。对于内部加工,进给在轴的正方向进行。参数TYP需要进行检查。当循环调用时,如果它的值不在1~12之间,循环将终止并产生报警。
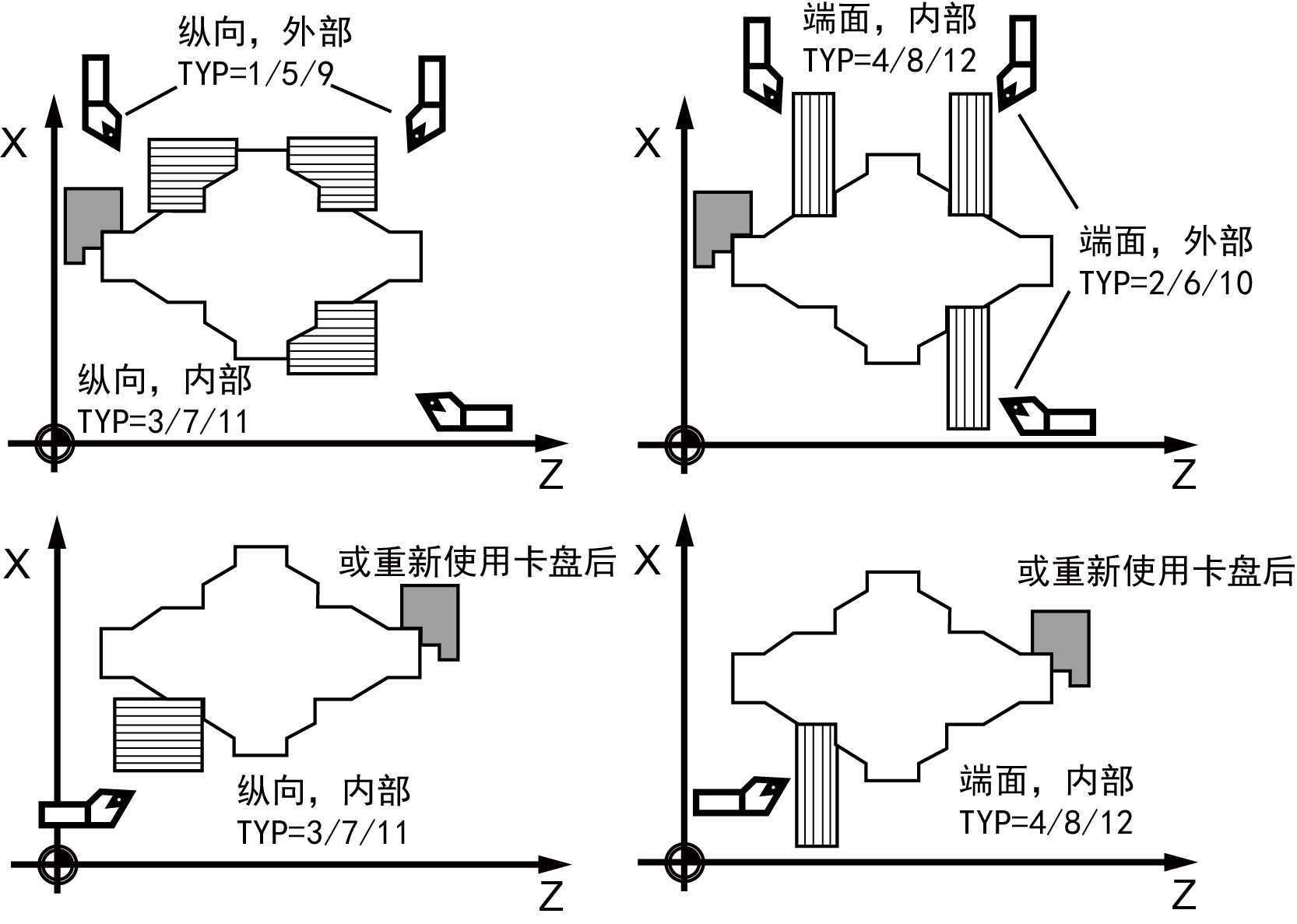
图5.29 加工类型
DWT和DAM(停顿时间和间隔长度)
这些参数可以用来在完成一定路径的进给后中断粗加工步骤以便断屑。这些参数只用于粗加工。参数DAM用于定义进行断屑的间隔长度。在DWT中可以编程在每个切削中断点的停顿时间(以秒为单位)。如果未定义断屑间隔长度(DAM=0),则粗加工步骤中不产生中断和停顿。
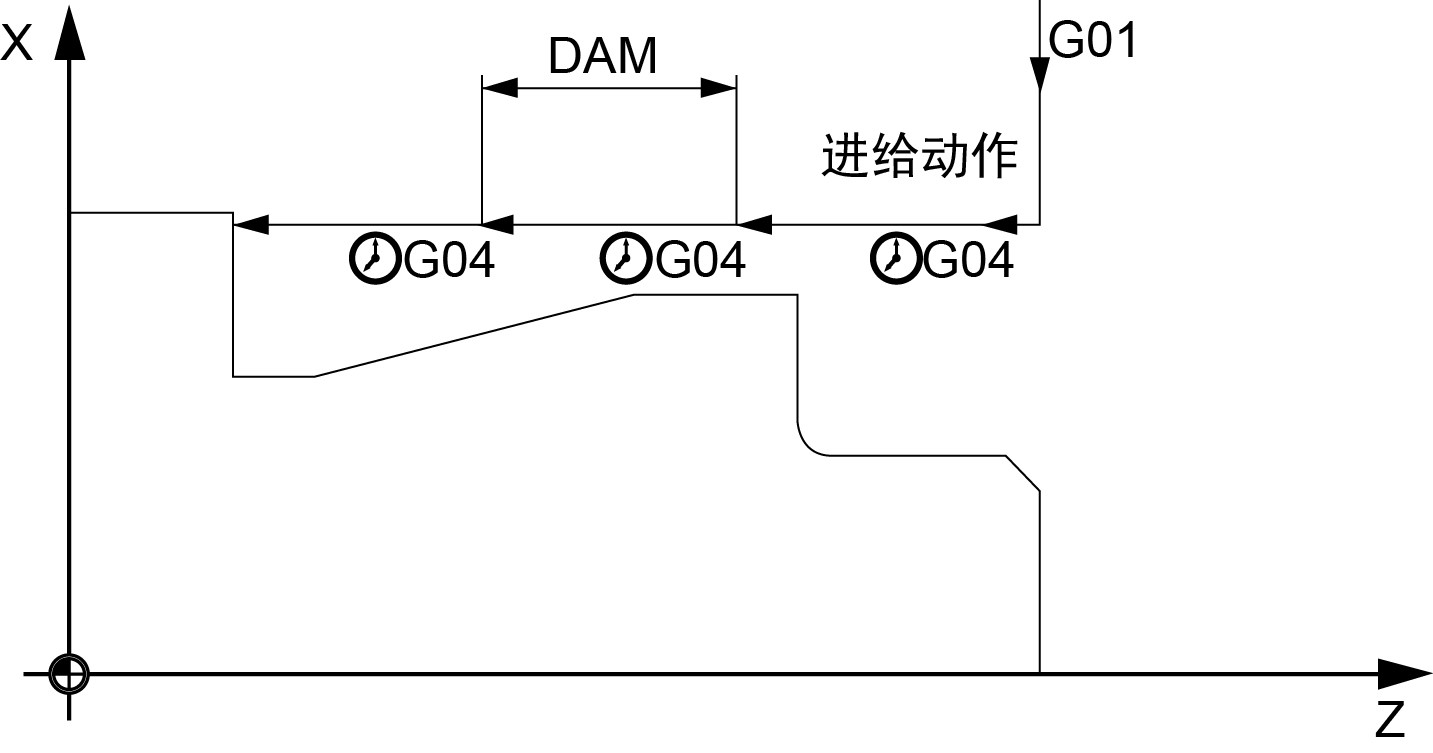
图5.30 切削停顿
VRT(退回进给)
参数VRT可以用来编程在粗加工时刀具在两个轴向的退回量。如果VRT=0(参数未编程),刀具将退回1mm。另外,粗加工的过程中,每个进给深度后刀具都会后退VRT距离。
更多说明:
轮廓定义
1.轮廓必须包括至少3个运动程序块。如果轮廓太短,将产生报警,然后循环终止;
2.在轮廓中只允许使用G00、G01、G02、G03、G90/G91、G70/G71和DIAMON/DIAMOF指令。另外,也可以使用倒圆和倒角指令;
3.第一个运动程序段必须是指令G00或G01,且必须编写两个坐标值,不得省略;
4.轮廓子程序中不允许使用G41/G42、G94/G95、G54~G59、G501和G33等指令;
5.系统不允许在子程序中编写T、D、S、M、F 、G04、G74/G75、G25/G26、G60/G64/G09、G17/G18/G19、G94/G95/G96/G97指令,否则产生报警;
6.轮廓子程序中可以使用IF、GOTO、变量(包括R参数和数组)定义和赋值等高级指令;
7.为了处理已编程的轮廓,循环内部准备了一个可以容纳一定数量的轮廓单元的存储器。如果轮廓包含太多的单元,超过了存储器容量,循环将终止并产生报警。在这种情况下,必须将轮廓分成几个轮廓段,每个轮廓段需要单独调用循环;
8.如果最大直径不在轮廓的起始点或终点,当加工结束时,循环将给轮廓自动增加一条最大轴向直线,且轮廓的这部分将作为凹凸切削被加工。
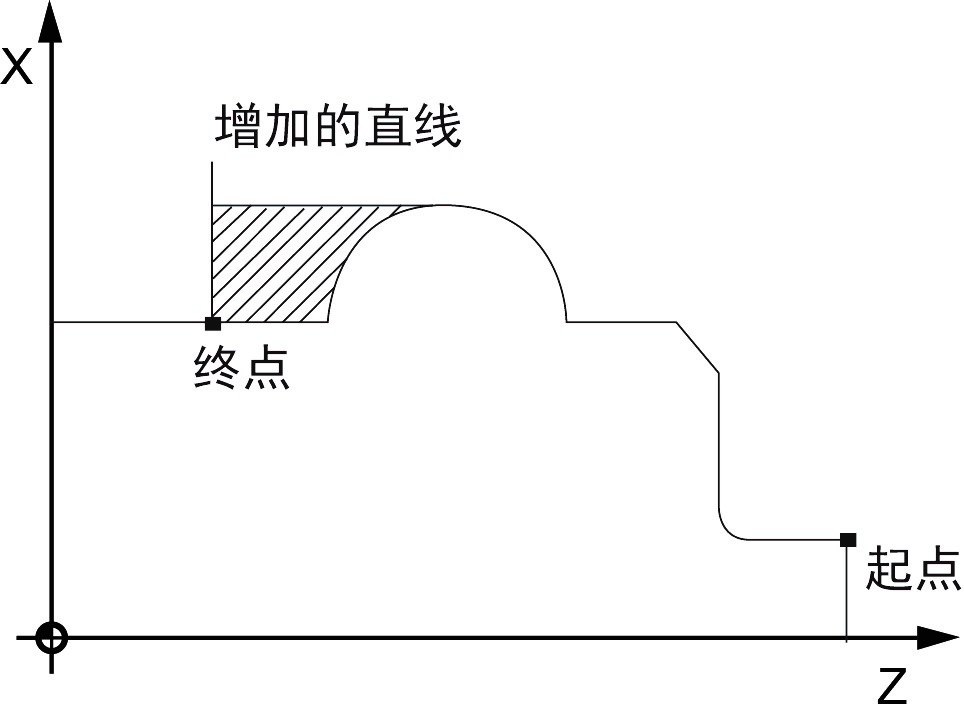
图5.31 轮廓自动补正
轮廓方向
毛坯切削的轮廓方向(走向)是由循环根据编程的起始点和末尾点自动确定的,不一定与用户在子程序中的编程顺序相同。整个加工过程中,轮廓的精加工方向和粗加工相同。另外,为确定轮廓的起始点,轮廓子程序的起始段中必须始终编程两个坐标值。
起始点
循环自动计算加工的起始点。在其中一轴上,起始点位于距离轮廓最高点“精加工余量+后退行程”的位置上。在另外一轴上,它位于轮廓起始点之前的“精加工余量+后退行程”的距离处。当到达起始点时,则在循环内部选择了刀尖半径补偿。因此循环调用之前编程的最后一点要保证在接近起始点时不发生碰撞且有足够空间进行合适的补偿动作。
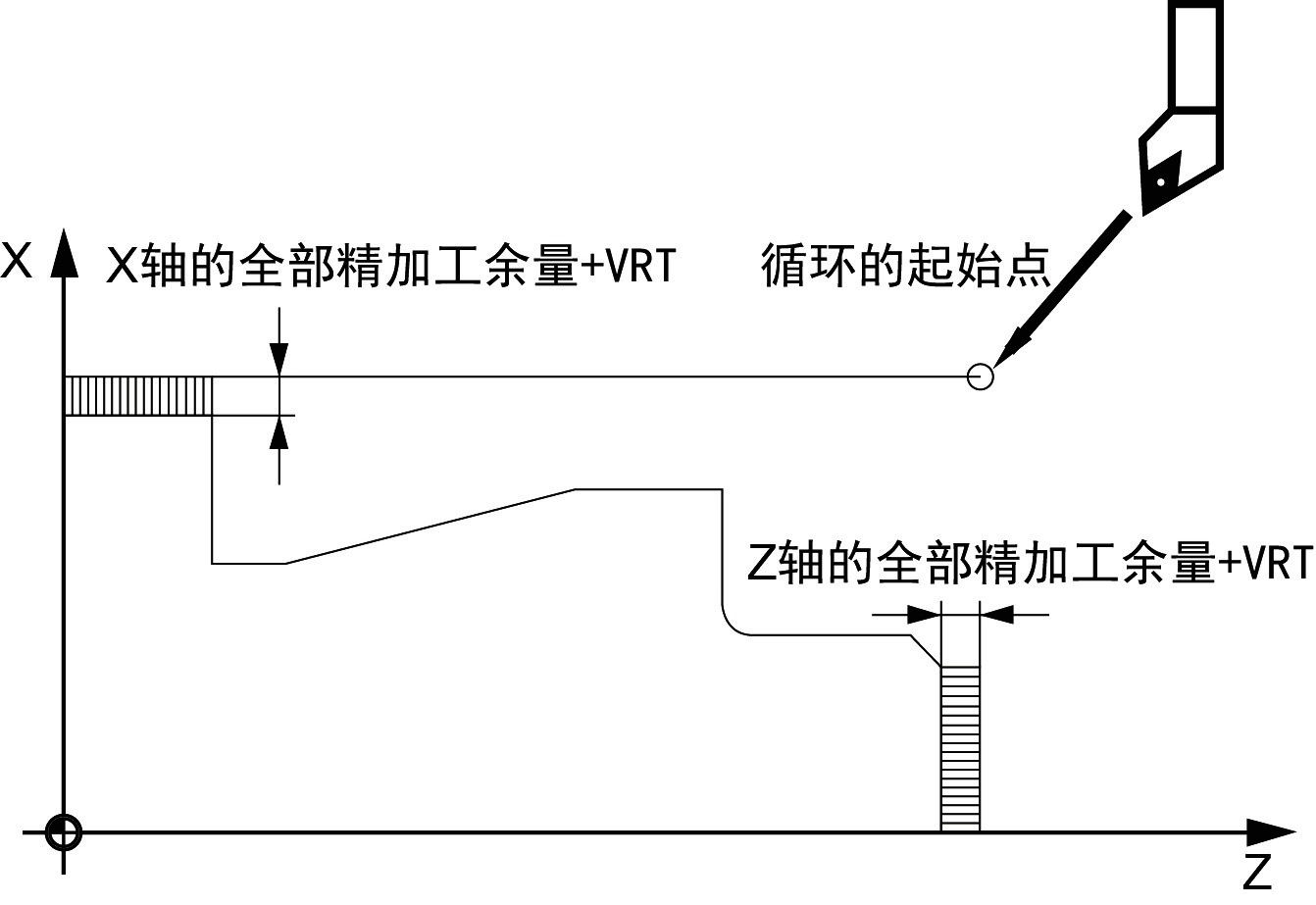
图5.32 循环起始点
示例:
毛坯切削循环
加工类型:
纵向和外部,综合加工。X轴精加工余量为0.5mm,Z轴精加工余量为0.3mm。粗加工时没有中断。最大的进给深度为3mm。轮廓子程序名为“SUB95”。

图5.33 示例
主程序
|
N10 T1 D1 S500 M03 |
切削参数定义 |
|
N20 G95 G90 F0.2 |
|
|
N30 G00 X62 Z62 |
选择起始点 |
|
N40 CYCLE95(“SUB95”, 3, 0.3, 0.5, 0, 0.4, 0.4, 0, 1, 0, 0, 2) |
循环调用 |
|
N50 G90 G00 X62 Z62 |
重新回到起始位置 |
|
N60 M02 |
程序结束 |
轮廓子程序“SUB95.iso”
|
N100 G00 X23 Z60 |
到达轮廓起始点 |
|
N110 G01 X27 Z58 |
进给 |
|
N120 Z45 RND=2 |
圆角 |
|
N130 X47 |
|
|
N140 Z35 |
|
|
N150 X37 Z15 |
|
|
N160 Z10 |
|
|
N170 X57 |
|
|
N180 RET |
子程序结束 |
