

04-框架
4.1 框架定义
框架是几何表达方法中的一种惯用说法,指一种计算规范,比如平移和旋转。通过框架这个概念,可以从前一工件坐标系出发,通过坐标或者角度的说明,描述一个目标坐标系的位置。
可能的框架包括:
- 基准框架
- 外部零点框架
- 可设定的框架
- 可编程的框架
-
基准框架:描述了由基准坐标系(BCS)到基准零点系统(BZS)的坐标转换。
-
外部零点框架:在基准框架上通过外部零点偏移实现从G54到G599的全部坐标系的偏移。
-
可设定框架:可设定框架是通过G54~G59以及G540~G599的指令可从任意程序段中调用和设置的零点偏移。偏移值由操作人员预先设定,存储到控制系统的零点存储器中。使用这些偏移值可以定义可设定的零点坐标系。
-
可编程框架:在一个NC程序中,有时需要将原先选定的工件坐标系(或可设定的零点坐标系)通过位移、旋转、镜像或缩放定位到另一个位置。这可以通过可编程的框架进行。
4.2 坐标系建立
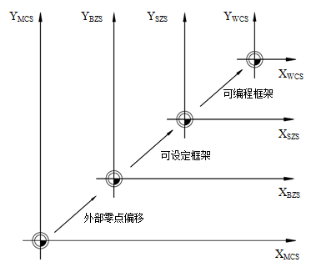
数控系统中一般需要以下4个坐标系:机床坐标系MCS、基准零点坐标系BZS、可设定零点坐标系SZS、工件坐标系WCS,如图4.1所示。
- 机床坐标系MCS:取决于机床实际结构,不一定是标准的笛卡尔坐标系。
- 基准零点坐标系BZS:在WCS的基础上通过外部零点偏移实现对从G54到G599的全部坐标系的偏移。
- 可设定零点坐标系SZS:是在BZS基础上通过G54~G59设定的工件坐标系。在系统内部有多个可设定的零点偏置,系统需要为每一程序段保存一个生效的零点偏置。
- 工件坐标系WCS:通过可编程框架指令从SZS变换而来的当前编程坐标系。在系统内部需要为每一程序段保存一个WCS相对于SZS的坐标变换矩阵。
工件坐标系是通过其它坐标系的一系列变化所得到。尤其值得注意的是,通过外部零点偏移和G54~G59设定的工件坐标系将在数控系统中绝对存储下来,只要外部零点偏移和G54~G59相应的值不变,那么BZS和SZS也不变。工件坐标系WCS将在SZS基础上通过可编程的框架变化得出,并存储在另外的单元,不对SZS进行覆盖。
4.3 基准零点框架
功能:
外部零点偏移在MCS基础上实现对从G54到G599的全部坐标系的偏移。在操作面板输入偏移量到规定的数据区,不需要程序指令调用,只通过MDA或执行程序激活G54~G599后,外部零点偏移自动生效。
说明:
外部零点偏移功能具有以下的特点:
从MCS到BZS的坐标系变换只需要进行零点偏移,不需要旋转、镜像、缩放。
外部零点偏移的量只有一组可以设定的值。
由于BZS在SZS之前,所以在执行从G54到G599的所有可设定框架时都要首先进行外部零点偏移。
4.4 可设定的框架
功能:
可设定的零点偏置给出工件零点在机床坐标系中的位置。当工件装夹到机床上后求出偏移量,并通过操作面板输入到规定的数据区。程序可以通过选择相应的G功能G54~G59、G540~G599激活此值。
指令格式:
G54 ;第一可设定零点偏置
G55 ;第二可设定零点偏置
G56 ;第三可设定零点偏置
G57 ;第四可设定零点偏置
G58 ;第五可设定零点偏置
G59 ;第六可设定零点偏置
G540~G599 ;第7到第66个可设定的零点偏移
说明:
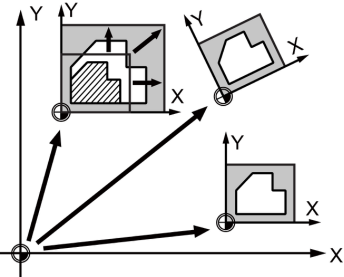
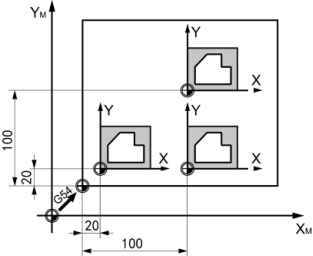
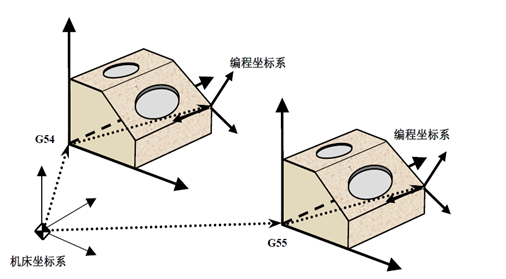
- G54~G59:在NC程序中,通过调用G54到G59中的任何一个,可以把零点从基准坐标系转换到工件坐标系,如图4.2所示。在后续编程的NC程序段中,所有位置尺寸和刀具运动均以现在有效的工件零点为基准。
- G540~G599:除了G54~G59之外,还可以通过机床数据在零点存储器中编制60个零点偏移。
- G54~G59、G540~G599、G500、G53属同组G指令,默认设置为G53。
- 复位后,恢复系统默认设置G53。
举例:

N10 M03 S1000
N20 G54 ;调用第一个零点偏移
N30 (SUB) ;调用子程序
N40 G55 ;调用第二个零点偏移
N50 (SUB) ;调用子程序
N60 G53 ;取消零点偏移
N70 M30
4.5 可编程的框架
功能:
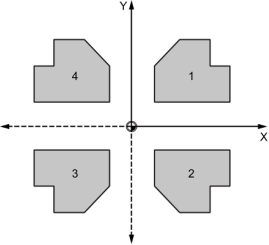
可编程框架指令用来对G54~G59建立起的工件坐标系进行偏移、旋转、缩放、镜像等操作,如图4.3所示,通过相应的操作,可以实现将工件坐标系变换到所需位置。通过将坐标系偏移到相应位置,可以实现一次装夹多个工件并进行加工,加工时只需调用相应工件的加工程序即可,方便编程。可编程的框架指令是以可设定的工件坐标系G54~G59为基准进行的坐标变换。
可编程的框架指令包括:
- 可编程的零点偏移指令TRANS/ATRANS
- 可编程的旋转指令ROT/AROT
- 可编程的比例系数指令SCALE/ASCALE
- 可编程的镜像指令MIRROR/AMIRROR
注:
- 可编程的框架指令都必须在单独程序段中编程。
- 程序运行结束,保留程序运行状态。程序开始执行时,或按“复位”,恢复系统默认设置,即:取消可编程框架。
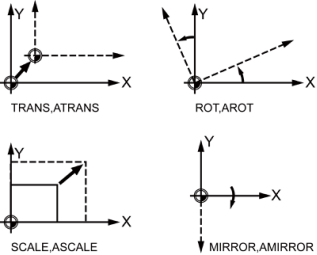
图4.3 可编程的框架指令
4.5.1 可编程的零点偏移(TRANS/ATRANS)
功能:
使用TRANS/ATRANS可以为坐标轴设置零点偏移,如图4.4所示。通过该功能可以使用变换的零点进行加工,如:可用于不同工件位置上的重复加工过程。
指令格式:
TRANS X Y Z ;绝对零点偏移
ATRANS X Y Z ;附加零点偏移
说明:
- TRANS:绝对零点偏移,以当前设定的坐标系G54~G59,G540~G599为基准。其中:X Y Z后面的值为新坐标系坐标原点在G54~G59,G540~G599坐标系下的坐标值。
- ATRANS:附加零点偏移,以最后设定或编程的坐标系为基准。其中:X Y Z后面的值为新坐标系坐标原点在最后设定或编程的坐标系下的坐标值。如图4.5所示。
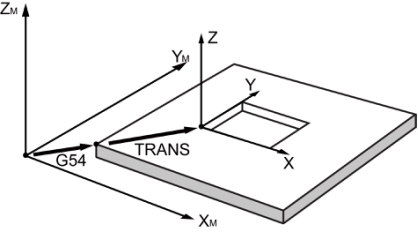
图4.4 可编程的零点偏移
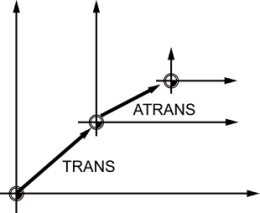
图4.5 绝对零点偏移和附加零点偏移
举例:
N10 G17 G54 ;建立G54工件坐标系
N20 G00 X0 Y0 Z0 ;刀具移动到G54下坐标原点
N30 TRANS X20 Y20 ;坐标系原点偏移至第一点
N40 (SUB) ;调用加工程序加工
N50 ATRANS X80 ;将坐标系原点从第一点偏移到第二点
N60 (SUB) ;调用加工程序加工
N70 TRANS X100 Y100 ;将坐标系原点从G54原点偏移到第三点
N80 (SUB) ;调用加工程序加工
N90 M30 ;程序终止
4.5.2 可编程的旋转(ROT/AROT)
功能:
使用ROT/AROT可以让工件坐标系围绕几何轴X,Y,Z进行旋转。这样可以加工斜面,或者在一个夹装位置对工件进行多面加工。如图4.6所示:

图4.6 可编程的旋转
指令格式:
ROT X Y Z ;直接定义旋转角度进行旋转
AROT X Y Z ;附加旋转,直接定义旋转角度
说明:
- ROT:不论以哪种形式编程的旋转,都是以当前设定的坐标系G54~G59,G540~G599为基准。其中旋转角度的值为新坐标系在G54~G59,G540~G599坐标系下相应坐标轴的转动角度值,以度为单位,值的正负号按右手定则确定。
- AROT:附加旋转。以最后设定或编程的坐标系为基准。其中旋转角度后面的值为新坐标系在最后设定或编程的坐标系下绕相应坐标轴的转动角度,以度为单位,值的正负号按右手定则确定。
- ROT X Y Z:绝对旋转,旋转顺序遵守:先围绕机床固定X轴旋转,然后绕机床固定Y轴旋转,再绕机床固定Z轴旋转。
- AROT X Y Z:附加旋转,旋转顺序遵守:先围绕机床固定X轴旋转,然后绕机床固定Y轴旋转,再绕机床固定Z轴旋转。
- 旋转方向:旋转时的方向遵循右手定则,假设围绕Z轴旋转,即以大拇指指向Z轴正方向,则四指弯曲方向为旋转正方向,如图4.7所示。X,Y轴的旋转正方向同样以此判断。

图4.7 旋转方向
- 旋转顺序:在一个程序段中最多可以同时旋转3个几何轴。旋转的顺序定为X,Y,Z,如图4.8所示。如果需要按照另外的顺序旋转,则必须给每个轴分别用AROT编程所需的角度。

图4.8 旋转顺序
举例:
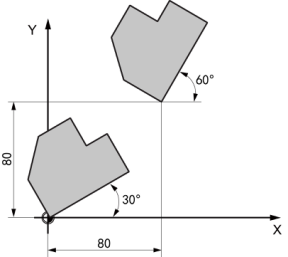
N10 G17 G54 ;建立G54坐标系,指定XY平面
N20 ROT Z30 ;坐标系旋转30°
N30 (SUB) ;调用加工程序加工
N40 TRANS X80 Y80 ;绝对偏移
N50 AROT Z60 ;附加旋转60°
N60 (SUB) ;调用加工程序加工
N70 M30 ;程序结束
4.5.3 可编程的比例系数(SCALE/ASCALE)
功能:
使用SCALE/ASCALE可以为坐标轴编程指定轴方向的缩放系数。这样就可以在编程时考虑到相似的几何形状或不同的收缩率。如图4.9所示:

指令格式:
SCALE X Y Z ;绝对缩放
ASCALE X Y Z ;附加缩放
说明:
- SCALE:绝对缩放,以当前设定的坐标系G54~G59,G540~G599为基准。其中:X,Y,Z后面的值为新坐标系在G54~G59,G540~G599坐标系相应坐标轴方向的比例系数值。
- ASCALE:附加缩放,以最后设定或编程的坐标系为基准。其中:X,Y,Z后面的值为新坐标在最后设定或编程的坐标系下相应坐标轴方向的比例系数。
- 如果在缩放指令SCALE后面使用ATRANS指令编程一个零点偏移,则偏移值同样进行缩放。
- 可以为每个轴指定不同的比例系数,但是在包含圆弧指令时,只能使用相同的比例系数。
举例:
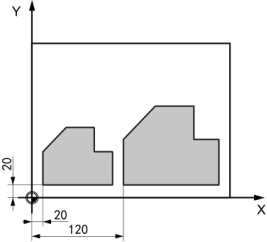
N10 G17 G54 ;建立G54坐标系,指定XY平面
N20 TRANS X20 Y20 ;坐标系偏移
N30 (SUB) ;调用加工程序加工
N40 TRANS X120 Y20 ;坐标系偏移
N50 ASCALE X1.5 Y1.5 ;新坐标系沿X,Y设定比例系数1.5
N60 (SUB) ;调用加工程序加工
N70 M30 ;程序结束
4.5.4 可编程的镜像(MIRROR/AMIRROR)
功能:
使用MIRROR/AMIRROR可以将工件形状在坐标轴上进行镜像,如图4.10所示:

图4.10 可编程的镜像
指令格式:
MIRROR X0 Y0 Z0 ;绝对镜像
AMIRROR X0 Y0 Z0 ;附加镜像
说明:
- MIRROR:绝对镜像,以当前设定的坐标系G54~G59,G540~G599为基准。
- AMIRROR:附加镜像,以最后设定或编程的坐标系为基准。
- 编程的镜像或附加镜像指令中有一个轴参数时,以此轴为需要改变的方向做镜像,例如,编程MIRROR X0,则在X方向(即以X=0平面作为镜像面)做镜像。有两个或两个以上的轴参数时(如:X0 Y0 Z0),按照先X方向,再Y方向,后Z方向的顺序进行镜像。
- 在可编程的镜像指令之后编程的刀具半径补偿方向将自动反转,即G41转换为G42,G42转换为G41。同样也适用于圆弧插补指令G02/G03。继续编程AMIRROR指令之后,刀具半径补偿方向再次反转,则G41/G42恢复正常。如图4.11所示:
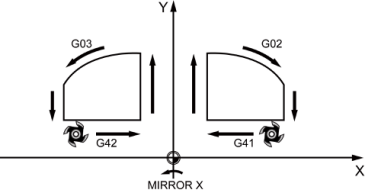
图4.11 G41/G42和G02/G03的反转
举例:
N10 G17 G54
N20 (SUB) ;调用加工程序加工
N30 MIRROR Y0 ;G54坐标系以Y=0平面镜像建立新坐标系
N40 (SUB) ;调用加工程序加工
N50 AMIRROR X0 ;新坐标系以X=0平面镜像建立新坐标系
N60 (SUB) ;调用加工程序加工
N70 MIRROR X0 ;G54坐标系以X=0平面镜像建立新坐标系
N80 (SUB) ;调用加工程序加工
N90 M30
4.6 框架取消(G500,G53)
功能:
定义了不同性质的框架后,可以逐步地进行框架取消。如下图4.12:

图4.12 框架逐级取消
指令格式:
G500 ;取消可编程框架
G53 ;取消可编程框架、可设定框架和基准零点 框架
说明:
- G500取消可编程框架
- G53取消可编程框架和可设定的框架。
- G500、G53与G54等指令为同组G代码,默认设置为G53。
4.7 刀具坐标系TOFRAME/斜面PLANE
4.7.1 TOFRAME
内容描述:
TOFRAME是可编程框架的一种,在当前可设定框架的基础上,快速创建一个新坐标系,使其Z轴与当前的刀具方向一致。在五轴系统中可以用这个功能实现无干涉的退刀。
指令格式:
TOFRAME
说明:
1、TOFRAME是系统指令,属于可编程框架的一层;
2、功能主要用于在刀轴方向随机的情况下,快速建立坐标系后,通过Z向移动退刀。
注意:
指令可编程框架,会取消TRANS等可编程框架。
4.7.2 PLANE
功能介绍:
斜面加工通常指加工斜面上的轮廓或孔,为了方面用户编程,可以通过下面定义的方法对斜面进行加工。可以像正常加工面(X/Y平面)一样对工件进行编程。
斜面加工的编程过程(双摆台机床类型):
1、定义斜面
2、刀轴运动(与斜面的Z方向一致)
3、旋转坐标系使能
4、编程斜面上的刀具轨迹或孔
5、旋转坐标系取消
6、斜面加工完成,可进行其它工艺操作
定义斜面PLANE:
通过斜面上的三个点定义一个坐标系:
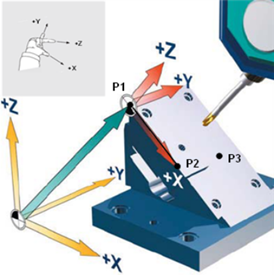
指令格式:
PLANE PC=(X,Y,Z) PX=(X,Y,Z) PY=(X,Y,Z)
说明:
PC点为斜面坐标系的原点。
PC到PX的连线为X轴的方向。
Y轴垂直于X轴且指向PY点一侧,Z轴由X轴和Y轴按右手定则确定。

指令格式:
TOOLTURN; 自动定位刀轴,使其与当前工作平面垂直,只定位旋转轴,无需保持刀具中心点位置
说明:
1、刀轴定位的速度由机床参数中设置的G00速度决定。
2、TOOLTURN:只定位旋转轴,使刀轴与当前工作平面垂直。
3、TOOLTURN等同于Tx=0 Ty=0 Tz=1 ;wcs下的刀轴矢量
转坐标系使能/取消:
功能:
用户定义好斜面和刀轴之后,可以使能旋转坐标系,在使能和取消旋转坐标系程序段间编程斜面上的轨迹或孔。
指令格式:
RTFON ;旋转坐标系使能
RTFOF ;旋转坐标系取消
说明:
1、在旋转坐标系有效期间,不能编程旋转轴,否则报警!
2、RTFON即RTCPON;RTFOF即RTCPOFF。
斜面加工举例:
;斜面加工开始
PLANE xxxx ; 定义斜面
TOOLTURN ;刀轴方向与斜面Z轴一致
RTFON ;使能旋转坐标系
G01 X_ Y_ Z_ ;斜面上刀具轨迹
....
RTFOF ;取消旋转坐标系
;斜面加工完成
G54 ;定义其它工件坐标系
...
说明:
1、在旋转坐标系有效期间,不能编程旋转轴A或C轴;
2、TOOLTURN等同于
Tx=0 Ty=0 Tz=1 ;wcs下的刀轴矢量
4.7.3 TOOLTURN/TOOLMOVE
内容描述:
TOOLMOVE/TOOLTURN是两个系统子程序,使刀轴方向与当前坐标系(WCS)的Z轴一致。
指令格式:
TOOLMOVE
TOOLTURN
说明:
TOOLMOVE里面调用了RTCPON,用于4版本,且调用时直线轴会联动,TOOLTURN无联动,用于2.4版本。
两个子程序主要用于在工件坐标系下刀轴定位,方便能够快速无干涉返回。
注意事项:
由于是系统子程序,故大小写敏感,需要严格使用大写
TOOLTURN由于只动旋转轴,需要注意是否存在干涉
