

05-刀具功能
5.1 刀具选择
通过指定紧跟在地址T之后的数值,来选择刀具。可以在一个程序段中指定一个T指令。T指令与移动指令同行时,总是先执行T指令,再执行移动指令。
指令格式:
Txxx ;选择xxx号刀具
M06 ;换刀指令
注:如果已经激活了一个刀具,则它一直保持有效,不管程序是否运行结束或者系统开/关机。
5.2 刀具补偿号D
指令格式:
Dx ;刀补号Dx,x的取值范围:0~9,其中D0取消刀具补偿
说明:
♠ 对于一个确定的刀具,可以用不同的刀具补偿程序段,相应地分配1到9个刀沿。由此可以对一个刀具定义不同的刀沿,这样就可以在程序段中根据需要进行调用。
♠ 一个刀沿的补偿可以调用D激活。如果编程D0,则刀具的补偿无效。如果没有编程D,则D1生效。
5.3 刀具类型
刀具分为几大类:
1.铣刀
2.钻头
3.镗刀
5.4 刀具补偿
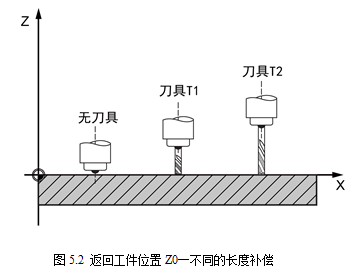
在对工件的加工进行编程时,无需考虑刀具长度或切削半径(如图5.1和图5.2所示),可以直接根据图纸对工件尺寸进行编程。刀具参数单独输入到刀具偏置表,在程序中只需要调用所需的刀具号及其补偿参数,控制系统就会利用这些参数执行所要求的轨迹补偿,从而加工出所要求的工件。

刀具偏置表中包含以下内容:
♠ 刀具尺寸:刀具几何尺寸和刀具磨损尺寸。控制系统处理这些分量,计算得到最后尺寸(如:总的长度、总的半径)。在激活补偿存储器时这些最终尺寸有效。
♠ 刀具类型:由刀具类型可以确定需要哪些几何参数以及怎样进行计算。
♠ 在激活刀具长度或半径补偿之前,需要通过G17、G18或G19功能来选择工作平面。
5.4.1 刀具半径补偿
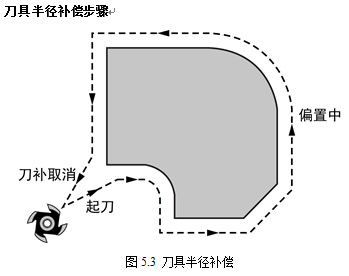
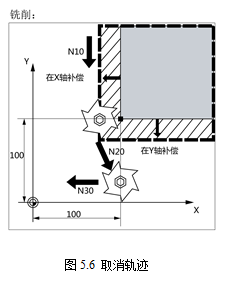
如图5.3,刀具半径补偿分为三个步骤:
- 刀补建立(起刀)
刀具从起点接近工件,在编程轨迹基础上,刀具中心向左(G41)或向右(G42)偏移一定距离。
- 刀补进行中(偏置中)
刀具中心轨迹相对于编程轨迹偏置一定距离。
- 刀补取消
刀具退出,使刀具中心轨迹终点与编程轨迹终点重合。
指令格式
刀尖半径补偿通过G41/G42生效,刀具必须有相应的补偿D号才能有效。数控系统自动计算出当前刀具运行所产生的、与编程轮廓等距离的刀具轨迹。
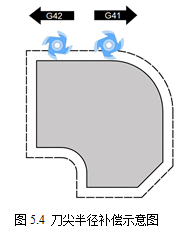
G41 X… Y… ;工件轮廓左边刀补有效
G42 X… Y… ;工件轮廓右边刀补有效
只有在线性插补时(G00,G01)才可以进行G41/G42的选择,且只支持平面的插补指令,不允许三轴同时编程。升级后的新版本支持三维空间刀补,即G41和G42后可直接跟指令X,Y,Z。
举例:
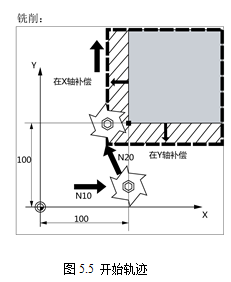
N10 G00 X100
N20 G01 G41 Y100 F200
N30 Y200
在程序段N20 中接通半径补偿。
取消刀尖半径补偿G40
用G40取消刀尖半径补偿,只有在线性插补(G00,G01)情况下才可以取消补偿运行。
举例:
N10 G00 X100
N20 G01 G41 Y100 F200
N30 Y200
在程序段N20 中取消半径补偿。
刀具半径补偿干涉检查
刀具过切称为干涉(如图5.7),偏置后的刀具中心轨迹在非相邻段出现了相交现象,即发生了干涉,刀具如果完全按照偏置轨迹运行,必定会发生过切现象。

系统有一定的容错率,对部分干涉情况会自动消除并生成新轨迹继续加工,当干涉无法消除时系统会报错并停止加工。
注意:
1.刀补激活时,不能编程以下指令:
1)平面选择指令G17/G18/G19
2)螺纹插补指令(G33)
3)坐标转换指令(G53~G59、G500/G501)
2.刀补过程中不能直接切换左右刀补,比如不允许G41模式下直接切换到G42,中间必须有G40指令。
5.4.2 二刀具长度补偿
刀具调用后,刀具长度补偿立即生效。
5.5 刀具寿命管理 TLIFE_M
TLIFE_M指令可用于计算单个刀具寿命,设定的这把刀的使用寿命到期后,系统将报警,并且无法用该刀再执行程序。系统提供两种计算刀具寿命的方式,以件数或者使用时间计算刀具寿命。(详见《铣床系统操作手册》刀具管理)
指令格式:
TLIFE_M ;计算已调用刀具的寿命
说明:
该指令必须用英文大写字母,不能用小写英文字母编程。
示例:
N10 T1M6
N20 TLIFE_M ;计算1号刀的刀具寿命
N30 M03 S1000
N40 G00 X10 Y10
……
N100 M02
