

06-控制特性
6.1 准确停止(G60,G90,G601,G602)
指令格式:
G60 ;准停,模态有效
G09 ;准停,非模态有效
G601 ;当到达精准停定位窗口后,程序段转换
G602 ;当到达粗准停定位窗口后,程序段转换
功能说明:
♠ 当程序段间的拐角需要准确停止时,使用准停功能。
♠ G09在当前程序段中产生准停。G60在当前程序段和在所有后续程序段中产生准停。
♠ 除了G09或G60提供的基本功能外,可以在准停功能中指定以下两种方式:
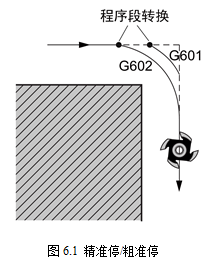
◊ G601:指定运行到精准停窗口时,在拐角处短暂停顿后,转换到下一个程序段。
◊ G602:指定运行到粗准停窗口时,在拐角处短暂停顿后,转换到下一个程序段。如图6.1所示:
♠ 当激活G60或G09,且未指定G601、G602准停方式时,则按照G601进行准停,即:G601为默认准停方式。
♠ G601、G602仅在G60或者G09有效时起作用。
♠ G601、G602为模态有效,详见下例:
N10 G60 G602 ;G602方式有效
…
N100 G64 ;连续路径控制有效
…
N200 G60 ;G602方式继续有效
…
N300 G64 ;连续路径控制有效
…
N400 G09 ;G602方式继续有效
♠ G60、G09和G64对G00、G01、G02和G03均有效。
♠ 程序运行结束,保留程序运行状态。程序开始执行时,或按“复位”,恢复系统默认设置G64。
6.2 连续路径控制(G64)
功能说明:
连续路径控制功能有效时,在当前程序段结束并转换到下一个程序段时,路径速度不必为了达到准停条件而降低到很小。而是对本程序段进行速度控制(前瞻功能自动打开),在误差允许的情况下,尽可能地使程序段速度连续。
通过连续路径控制可以实现:
♠ 轮廓倒圆
♠ 省去了达到准停标准所需的制动和加速过程,从而缩短了加工时间
♠ 平缓的速度变化,获得良好的切削质量
指令格式:
G64 … ;连续路径运行,模态有效
指令说明:
♠ G09、G60、G64指令属于同组指令,可以相互取消。G64为默认设置。
