

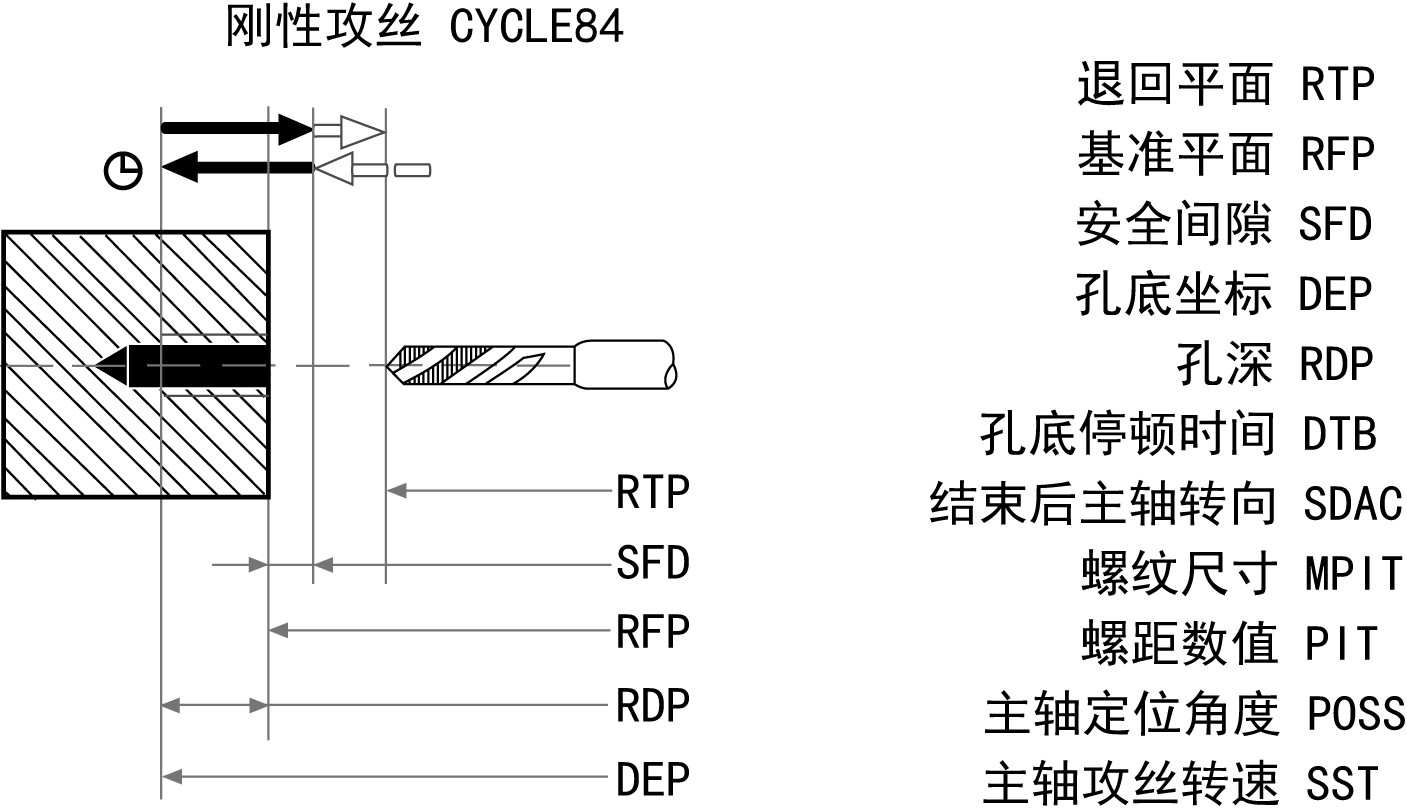
5.2.4 刚性攻丝 CYCLE84
编程:
CYCLE84 (RTP, RFP, SFD, DEP, RDP, DTB, SDAC, MPIT, PIT, POSS, SST, SSR)
参数:
|
RTP |
Real |
退回平面(绝对坐标) |
|
RFP |
Real |
基准平面(绝对坐标) |
|
SFD |
Real |
安全间隙(无符号输入) |
|
DEP |
Real |
孔底坐标:最后钻孔深度(绝对坐标) |
|
RDP |
Real |
孔深:相对于基准平面的最后钻孔深度(无符号输入) |
|
DTB |
Int |
孔底停顿时间:螺纹深度处的停顿时间(断屑) |
|
SDAC |
Int |
结束后主轴转向:循环结束后的旋转方向。 |
|
数值范围:3、4、5或19(分别对应于M03、M04、M05或M19) |
||
|
MPIT |
Real |
螺纹尺寸:螺距由螺纹尺寸决定(带符号输入)。 |
|
数值范围:3~48(对应于M3~M48);符号决定了螺纹旋转方向。 |
||
|
PIT |
Real |
螺距数值:螺距由数值决定(带符号输入)。 |
|
数值范围:0.001~2000.000mm;符号决定了螺纹旋转方向。 |
||
|
POSS |
Real |
主轴定位角度:攻丝时主轴定位的角度(以度为单位) |
|
SST |
Real |
主轴攻丝转速:攻丝进给时的主轴转速 |
|
SSR |
Real |
攻丝回退转速:攻丝回退时的主轴转速 |
功能:
刀具以编程的主轴转速和进给速度进行攻丝直至最终螺纹深度。
注意
只有可以进行位置控制的主轴才可以使用CYCLE84。
操作顺序:
1.使用G00到达基准平面之前的安全间隙处;
2.定位主轴停止(值在参数POSS中);
3.攻丝至最终钻孔深度,主轴转速为SST;
4.螺纹深度处的停顿时间(参数DTB);
5.退回到基准平面之前的安全间隙处,主轴转速为SSR;
6.使用G00返回到退回平面,通过在循环调用前重新编程有效的主轴速度以及SDAC下编程的旋转方向或定位,从而改变主轴模式。
参数说明:
1. RTP、RFP、SFD、DEP、RDP参见CYCLE81;
2. DTB(停顿时间):停顿时间以秒编程。钻螺纹孔时,建议忽略停顿时间;
3. SDAC(循环结束后的旋转方向):在SDAC下编程了循环结束后的旋转方向或定位;
4. MPIT和PIT(作为螺纹螺距的值):可以将螺纹螺距的值定义为螺纹尺寸(公称螺纹只在M3和M48之间)或一个螺距数值(螺纹之间的距离数值)。不需要的参数在调用中省略或赋值为零。如果两个螺距参数有冲突,循环会产生报警并终止循环;
5. 右旋或左旋螺纹由螺距参数符号定义:
1)正值表示右旋螺纹(用于M03)
2)负值表示左旋螺纹(用于M04)
6. POSS(起始角度):攻丝前,将主轴停止在POSS定义的位置,并转换成位置控制模式;
7. SST(攻丝转速):参数SST包含了攻丝进给时的主轴转速。
8. SSR(攻丝回退转速):参数SSR包含了攻丝回退时的主轴转速。
注意
循环中攻丝时的旋转方向始终自动反向。
示例:
使用CYCLE84刚性攻丝,钻孔轴为Z轴,编程原点为工件外端面中心,被加工螺纹为M6。
|
N10 G00 G90 G17 G40 T1 D1 S400 M03 |
参数定义 |
|
N20 G94 G01 Z10 X0 F50 |
循环启动前的起始点 |
|
N30 CYCLE84(10, 0, 1, -20, 20, 1, 3, 6, 0,0, 300, 600) |
循环调用 |
|
N40 G00 Z10 |
下一个位置 |
|
N50 M02 |
程序结束 |
