

3.11.17 反镗孔 CYCLE861
文章编号: 467 | 评级: 未分级 | 最新更新: Sat, Dec 9, 2017 3:38 PM
编程:CYCLE861(RTP,RFP,SFD,DEP,RDP,DTB,SDIR,RPFA,RPSA,RPTA,POSS)
参数:
|
RTP |
Real |
退回平面(绝对坐标) |
|
RFP |
Real |
基准平面(绝对坐标) |
|
SFD |
Real |
安全间隙(无符号输入) |
|
DEP |
Real |
最后钻孔深度(绝对坐标) |
|
RDP |
Real |
相对于基准平面的最后钻孔深度(无符号输入) |
|
DTB |
Real |
最后钻孔深度处的停顿时间(断屑) |
|
SDIR |
Int |
旋转方向值:3(对应于M3)、4(对应于M4) |
|
RPFA |
Real |
平面中第一轴(X轴)上的返回路径(增量,带符号输入) |
|
RPSA |
Real |
平面中第二轴(Y轴)上的返回路径(增量,带符号输入) |
|
RPTA |
Real |
镗孔轴(Z轴)上的返回路径(增量,带符号输入) |
|
POSS |
Real |
循环中定位主轴停止的位置(以度为单位) |
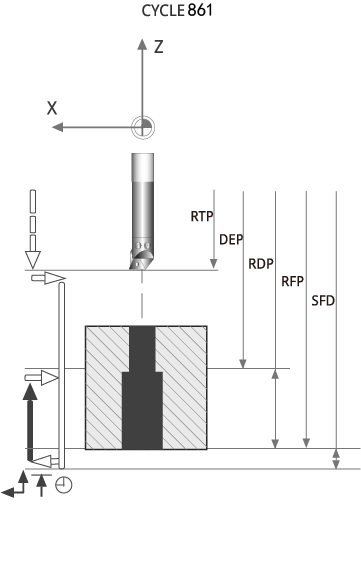
图3.58 CYCLE861图例
功能:此循环可以用来使用镗刀进行镗孔,至下而上的加工方式,可实现上小下大的台阶孔的加工,刀具按照编程的主轴转速和进给速度到达孔底,然后反镗孔至基准平面。
操作顺序:
- 主轴定位停止在POSS下编程的位置,再使用G0在两个轴方向上进行偏移。
- 使用G0快速到达最后孔深处的安全间隙平面。
- 使用G0在两个轴方向上移动到镗孔位置。
- 使用G1按循环调用前编程的进给速度反镗孔至定义深处。
- 主轴定位停止在POSS下编程的位置后使用G0在三个轴方向上返回。
- 使用G0返回到退回平面。
参数说明:
- 参数RTP、SFD、RDP、DTB、SDIR、RPFA、RPSA、RPTA、POSS参见CYCLE86。
- RFP(基准平面):与CYCLE86不同,此处基准平面定义为开始反镗孔的位置。
- DEP(孔底坐标):与CYCLE86不同,此时用于定义反镗孔结束的位置坐标。
注意
只有主轴在技术上能够进行位置控制,才可以使用CYCLE861。
编程实例:
使用CYCLE861镗孔。
|
N10 G90 G17 G54 S400 M03 |
参数定义 |
|
N20 G00 X20 Y20 |
移动至镗孔位置 |
|
N30 G94 F200 |
给定进给量 |
|
N40 CYCLE861(10,-20,3,0,20,1,3,-1,0,1,0) |
循环调用 |
|
N50 G00 Z50 |
返回安全位置 |
|
N60 M02 |
程序结束 |
