

3.11.01 平面铣削CYCLE71
3.11.1 平面铣削CYCLE71
编程:
CYCLE71 (RTP, RFP, SFD, DEP, SPA, SPO, LENG, WID, STA, MIDP, MIWD, FALD, FFS, TYP)
参数:
|
RTP |
Real |
退回平面(绝对坐标) |
|
RFP |
Real |
基准平面(绝对坐标) |
|
SFD |
Real |
安全间隙(无符号输入) |
|
DEP |
Real |
深度(绝对坐标) |
|
SPA |
Real |
起始点横坐标(绝对坐标) |
|
SPO |
Real |
起始点纵坐标(绝对坐标) |
|
LENG |
Real |
矩形长度,增量,符号决定长度方向 |
|
WID |
Real |
矩形宽度,增量,符号决定宽度方向 |
|
STA |
Real |
矩形长边与平面第一轴(横坐标)的夹角(无符号输入) |
|
值范围:0<=STA<180度 |
||
|
MIDP |
Real |
最大进刀深度(无符号输入) |
|
MIWD |
Real |
最大进刀宽度(无符号输入) |
|
FALD |
Real |
底部精加工余量(无符号输入) |
|
FFS |
Real |
表面加工进给速度 |
|
TYP |
Int |
加工类型:(无符号输入) |
|
个位: |
||
|
1=粗加工 |
||
|
2=精加工 |
||
|
十位: |
||
|
1=平行于横坐标,一个方向加工 |
||
|
2=平行于纵坐标,一个方向加工 |
||
|
3=平行于横坐标,交替方向加工 |
||
|
4=平行于纵坐标,交替方向加工 |
功能:
使用CYCLE71可以铣削任意一个矩形平面。该循环不带刀具半径补偿,循环自动以刀具中心进行轨迹规划。
参数说明:
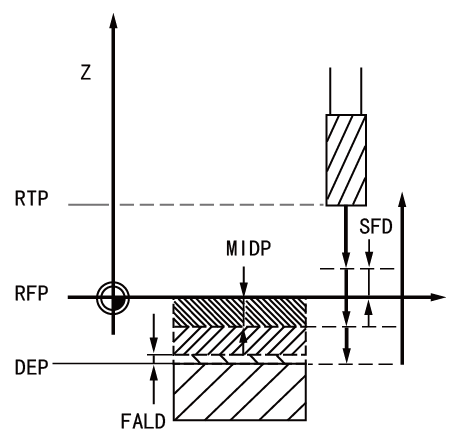
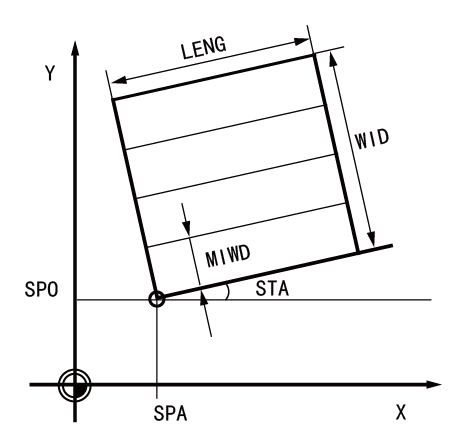
图3.17 参数图示
RTP(退回平面)
循环结束以后刀具退回的位置。
RFP(基准平面)
平面铣削的起始位置,一般指的是毛坯上表面。
SFD(安全间隙)
为保证安全而设定的提前基准平面的一个安全距离。该距离同样适用于平面内长度和宽度方向上的安全溢出行程。
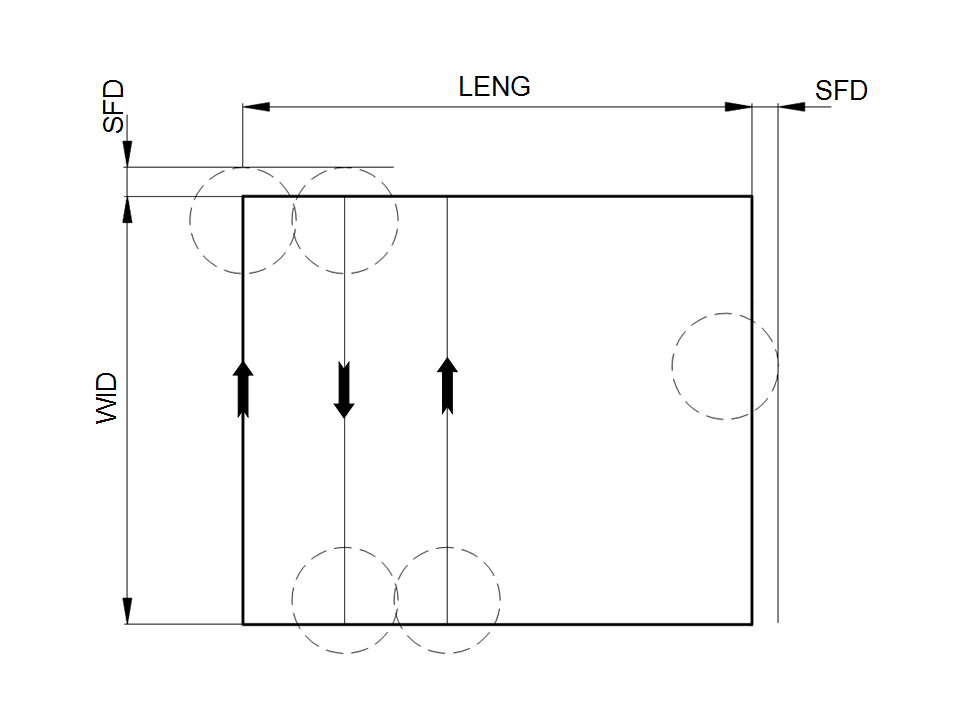
图3.18 平面内的SFD图示(加工类型41)
DEP(深度)
平面铣削的结束位置,为绝对坐标。
SPA和SPO(起始点)
SPA和SPO分别为矩形起始点的横坐标和纵坐标。
LENG和WID(长度和宽度)
LENG和WID定义了矩形的长度和宽度,为相对于起始点SPA和SPO的增量坐标,由其符号产生矩形的位置。
STA(矩形长边与第一轴之间的夹角)
STA定义了矩形长边(即长度轴)与工作平面第一轴(横坐标轴)之间的夹角。
MIDP(最大进刀深度)
循环根据最大进刀深度计算出粗加工的进刀数量和进给深度。如果MIDP=0,则循环默认为一刀加工完成。
MIWD(最大进刀宽度)
循环根据最大进刀宽度计算出横向的进刀数量和进给宽度。如果MIWD=0,则循环默认MIWD=0.8倍的刀具直径。
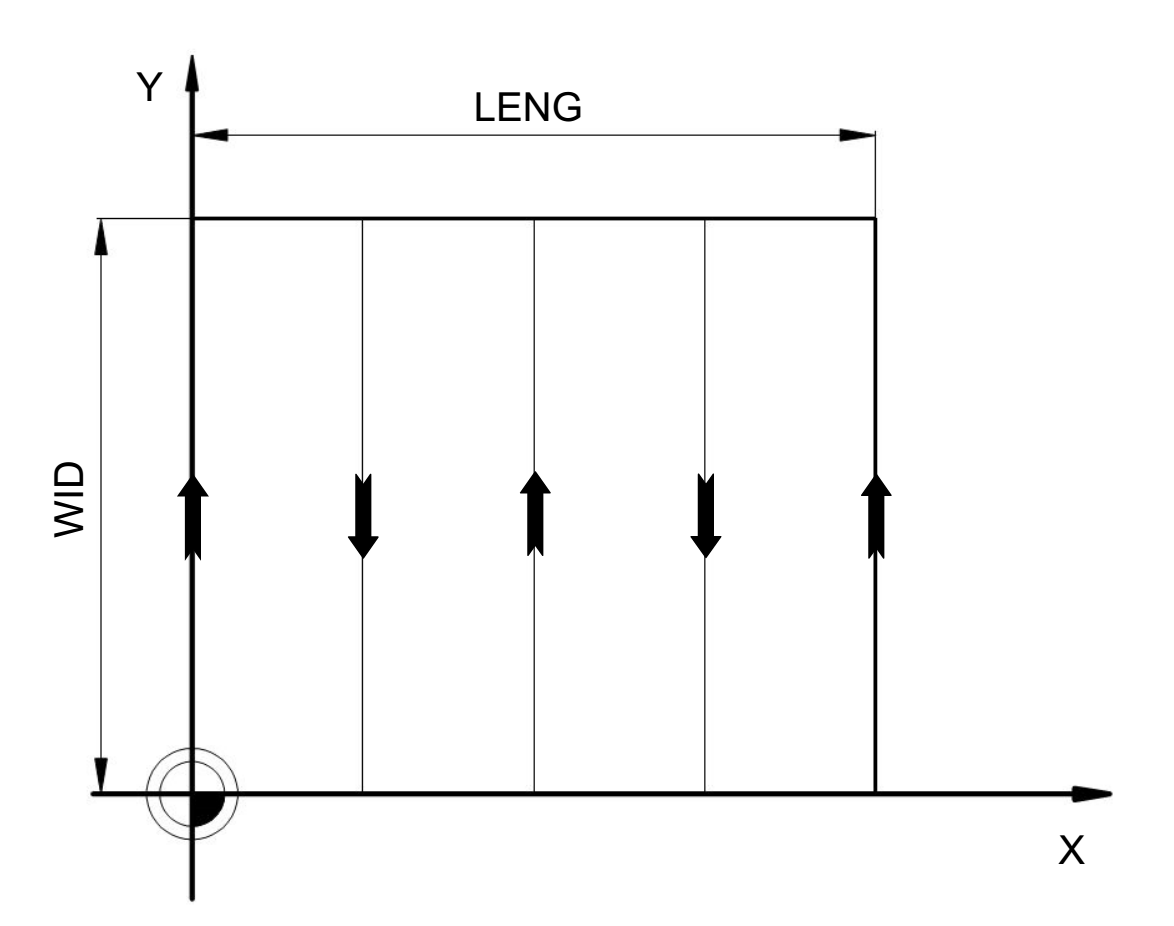
TYP(加工类型)
个位:
1=粗加工
2=精加工
十位:
1=平行于横坐标,一个方向加工
2=平行于纵坐标,一个方向加工
3=平行于横坐标,交替方向加工
4=平行于纵坐标,交替方向加工
类型1x

类型2x
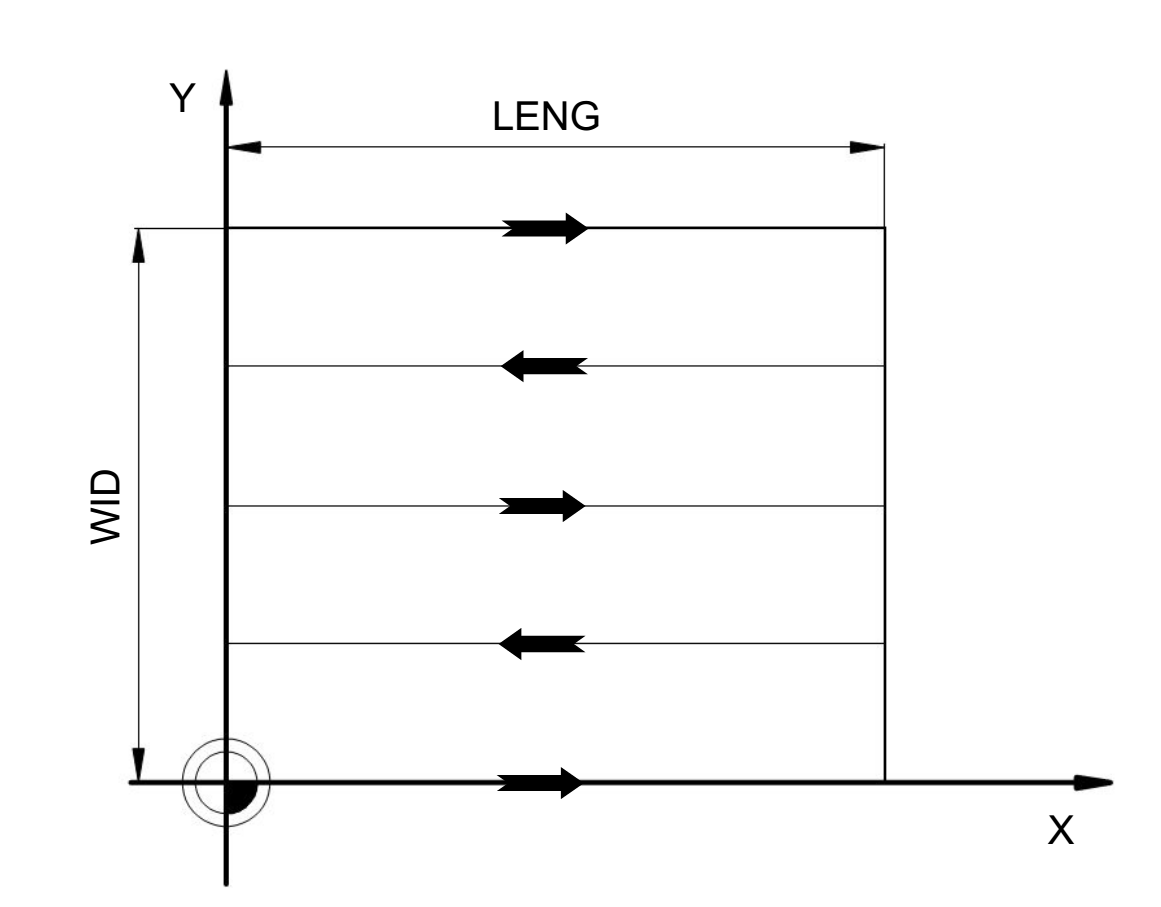
类型3x
类型4x
图3.19 加工类型
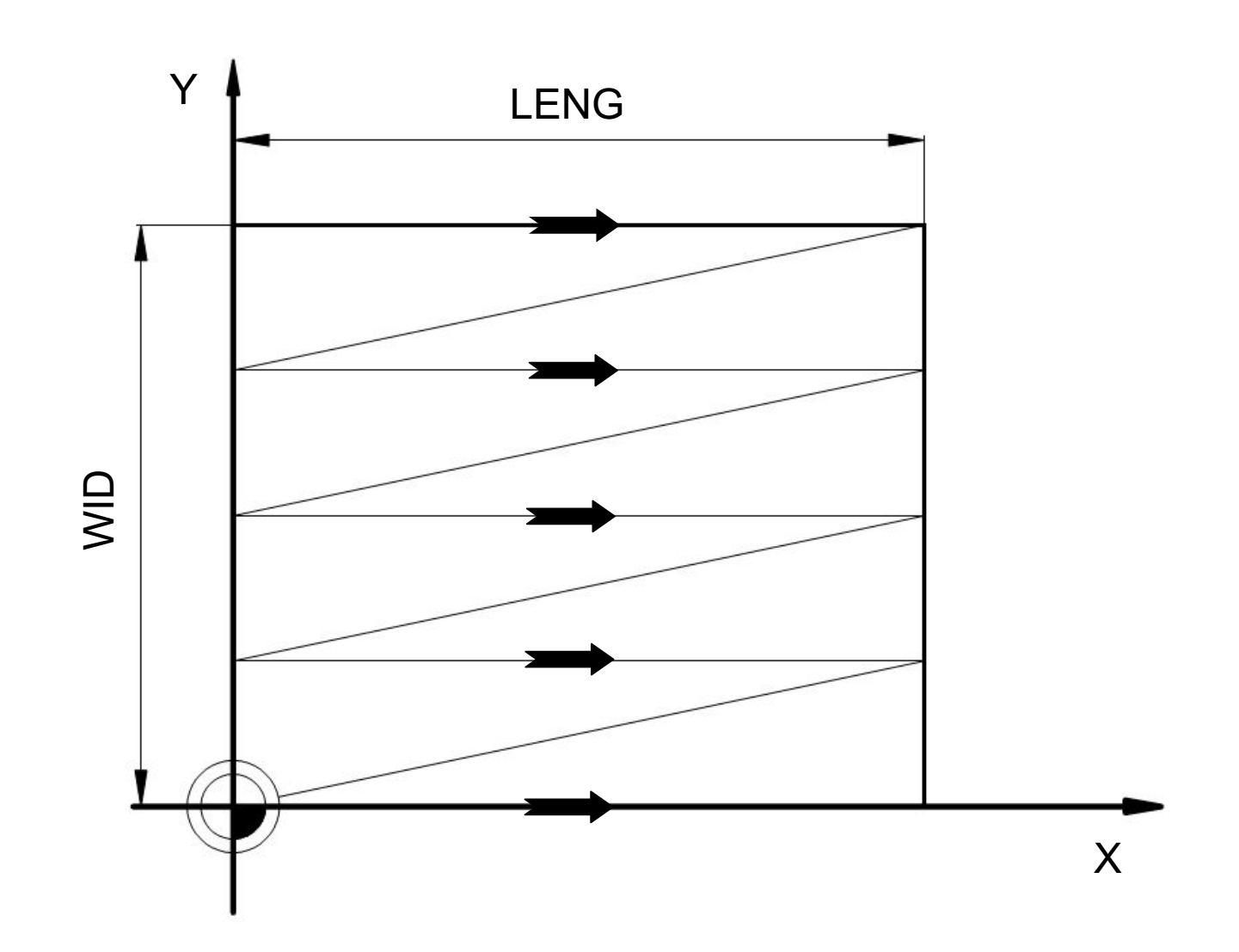
编程举例:
本例中,平面的尺寸如下图,与横坐标夹角为5度,深度为10mm,最大进刀深度6mm,最大进刀宽度10mm,加工类型为31,即平行于横坐标进行交替方向的粗加工。
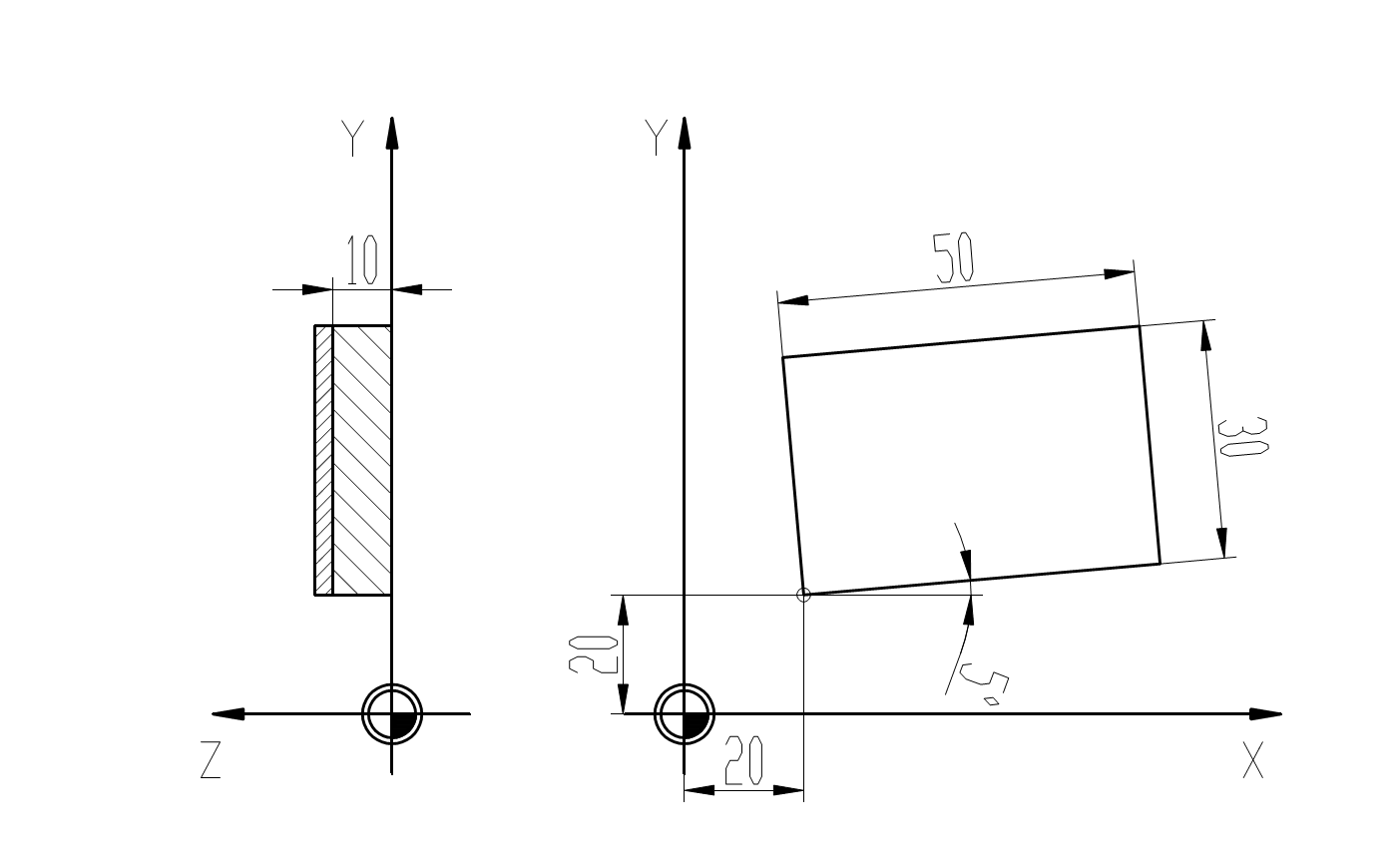
图3.20 编程图示
N10 T8 M06
N20 M3 S1500
N30 G17 G00 G90 G94 X0 Y0 Z20
N40 CYCLE71(10,0,2,-10,20,
20,50,30,5,6,10,0,2000,31)
N50 G00 G90 X0 Y0
N60 M30
