

3.11.02 轮廓铣削CYCLE72
编程:
CYCLE72 (KNAME, RTP, RFP, SFD, DEP, MIDP, FAL, FALD, FFC, FFD, TYP, TRC)
参数:
|
KNAME |
String |
轮廓子程序名 |
|
RTP |
Real |
退回平面(绝对坐标) |
|
RFP |
Real |
基准平面(绝对坐标) |
|
SFD |
Real |
安全间隙(无符号输入) |
|
DEP |
Real |
深度(绝对坐标) |
|
MIDP |
Real |
最大进刀深度(无符号输入) |
|
FAL |
Real |
轮廓边缘精加工余量(无符号输入) |
|
FALD |
Real |
底部精加工余量(无符号输入) |
|
FFC |
Real |
轮廓加工进给速度 |
|
FFD |
Real |
深度加工进给速度 |
|
TYP |
Int |
加工类型:(无符号输入) |
|
1=粗加工 |
||
|
2=精加工 |
||
|
TRC |
Int |
刀补选项 |
|
40取消刀补 |
||
|
41左刀补 |
||
|
42右刀补 |
功能
使用CYCLE72可以沿着一条任意的、在子程序中定义的轮廓铣削。该轮廓不必强制封闭,但必须按照其铣削的方向进行编程,并且位于一个平面中。刀具半径补偿方向由用户自己在主程序中指定,用完后,系统自动取消。
图3.21 轮廓铣削
参数说明:
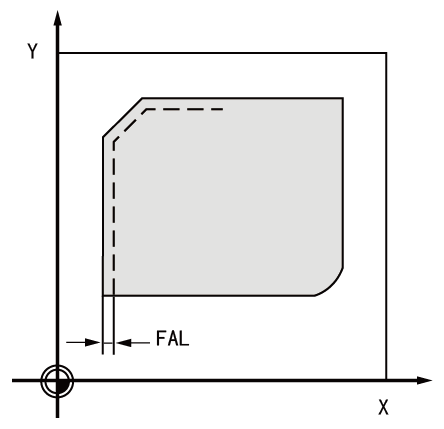
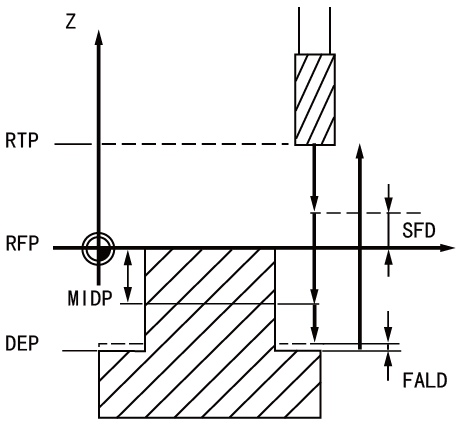
图3.22 参数图示
KNAME(轮廓子程序名)
轮廓子程序编程时需要注意:
子程序必须包含起刀和退刀路径。第一个程序段定义的是起刀点,一般是一个带G00、G90的快速移动程序段。第二个程序段才是轮廓的起点。最后一个程序段为退刀路径,一般是一个带G00、G90快速移动程序段。
RTP(退回平面)
循环结束以后刀具退回的位置。
RFP(基准平面)
轮廓铣削的起始平面,一般指的是毛坯上表面。
SFD(安全间隙)
为保证安全而设定的提前基准平面的一个安全距离。
DEP(深度)
轮廓铣削的结束平面,为绝对坐标。
MIDP(最大进刀深度)
循环根据最大进刀深度计算出粗加工的进刀数量和进给深度。如果MIDP=0,则循环默认为粗加工一刀完成。
编程举例:
对下面的轮廓进行外部铣削加工,相关参数为:RTP=10,RFP=0,SFD=5,DEP=-4,MIDP=1,FAL=0.25,FALD=0.1,FFS=800,FFD=400,TYP=1。
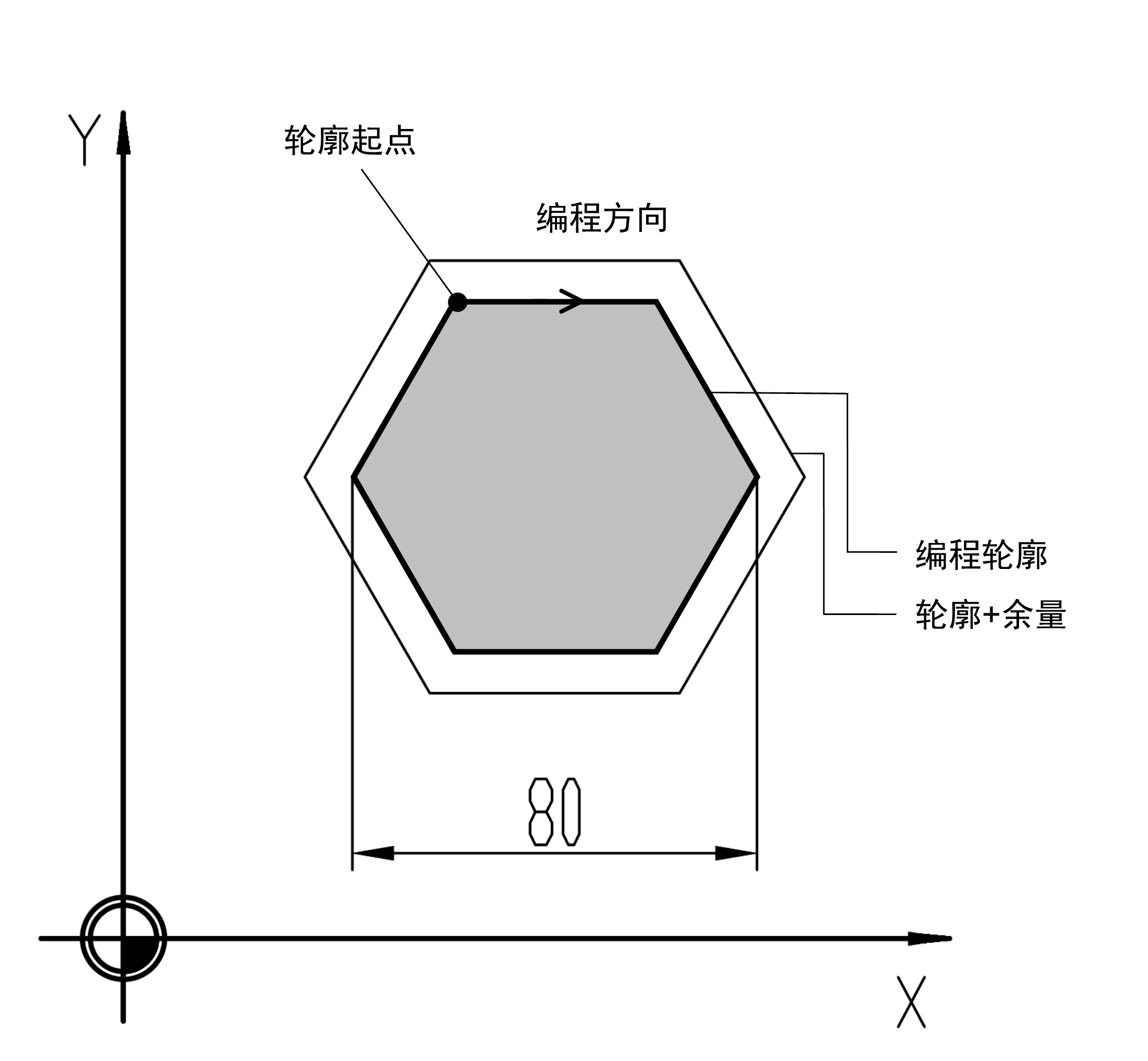
图3.23 编程图示
主程序
N10 T8 M06
N20 M03 S1000
N30 G17 G00 G90 X-90 Y18 Z50
N40 CYCLE72("sub72",10,0,5,-4,1,
0.25,0.1,800,400,1,41)
N50 G00 X-90 Y18
N60 M30
子程序“sub72.iso”:
N10 G90 G01 X-78.696 Y10.129
N20 G01 X-30 Y17.321
N30 X-20 Y34.641
N40 X20
N50 X40 Y0
N60 X20 Y-34.641
N70 X-20
N80 X-40 Y0
N90 X-30 Y17.321
N100 X-28.5 Y19.919
N110 X-46.362 Y64.725
N120 RET
