

3.11.04 圆形轴颈铣削CYCLE77
编程:
CYCLE77 (RTP, RFP, SFD, DEP, SDIA, SPA, SPO, MIDP, FAL, FALD, FFC, FFD, MDIR, TYP, DBS)
参数:
|
RTP |
Real |
退回平面(绝对坐标) |
|
RFP |
Real |
基准平面(绝对坐标) |
|
SFD |
Real |
安全间隙(无符号输入) |
|
DEP |
Real |
深度(绝对坐标) |
|
SDIA |
Real |
轴颈直径(无符号输入) |
|
SPA |
Real |
轴颈圆心横坐标(绝对坐标) |
|
SPO |
Real |
轴颈圆心纵坐标(绝对坐标) |
|
MIDP |
Real |
最大进刀深度(无符号输入) |
|
FAL |
Real |
轮廓边缘精加工余量(无符号输入) |
|
FALD |
Real |
底部精加工余量(无符号输入) |
|
FFC |
Real |
轮廓加工进给速度 |
|
FFD |
Real |
深度加工进给速度 |
|
MDIR |
Int |
铣削方向:(无符号输入) |
|
0=同向铣削 |
||
|
1=逆向铣削 |
||
|
2=顺时针铣削(G2) |
||
|
3=逆时针铣削(G3) |
||
|
TYP |
Int |
加工类型:(无符号输入) |
|
1=粗加工 |
||
|
2=精加工 |
||
|
DBS |
Real |
毛坯直径(无符号输入) |
功能
使用CYCLE77可以在平面中加工圆形轴颈。CYCLE77也是轮廓铣削的一种特例,循环内部调用轮廓铣削循环CYCLE72对圆形轮廓进行加工。
图3.27 铣削圆形轴颈
参数说明:
参数RTP、RFP、SFD、DEP、MIDP可以参考CYCLE72中的说明。
参数MDIR可以参考CYCLE76中的说明。
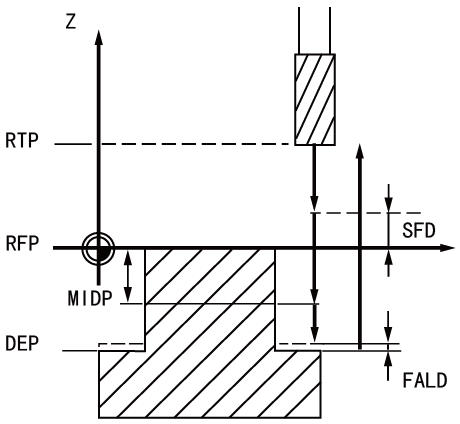
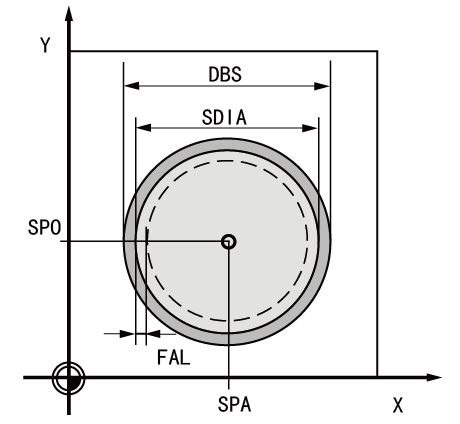
图3.28 参数图示
SPA,SPO(基准点)
使用参数SPA和SPO定义轴颈中心点的横坐标和纵坐标。
SDIA(轴颈直径)
轴颈直径为无符号输入。
DBS(轴颈毛坯直径)
使用参数DBS定义轴颈毛坯的直径。
编程举例:
本例中,圆形轴颈毛坯直径50mm,轴颈直径45mm。轴颈位于XY平面中,圆心坐标X40 Y50,深度10mm。最大进刀深度6mm,边缘精加工余量0.2mm,底部精加工余量0。采用逆向铣削,加工类型为粗加工。
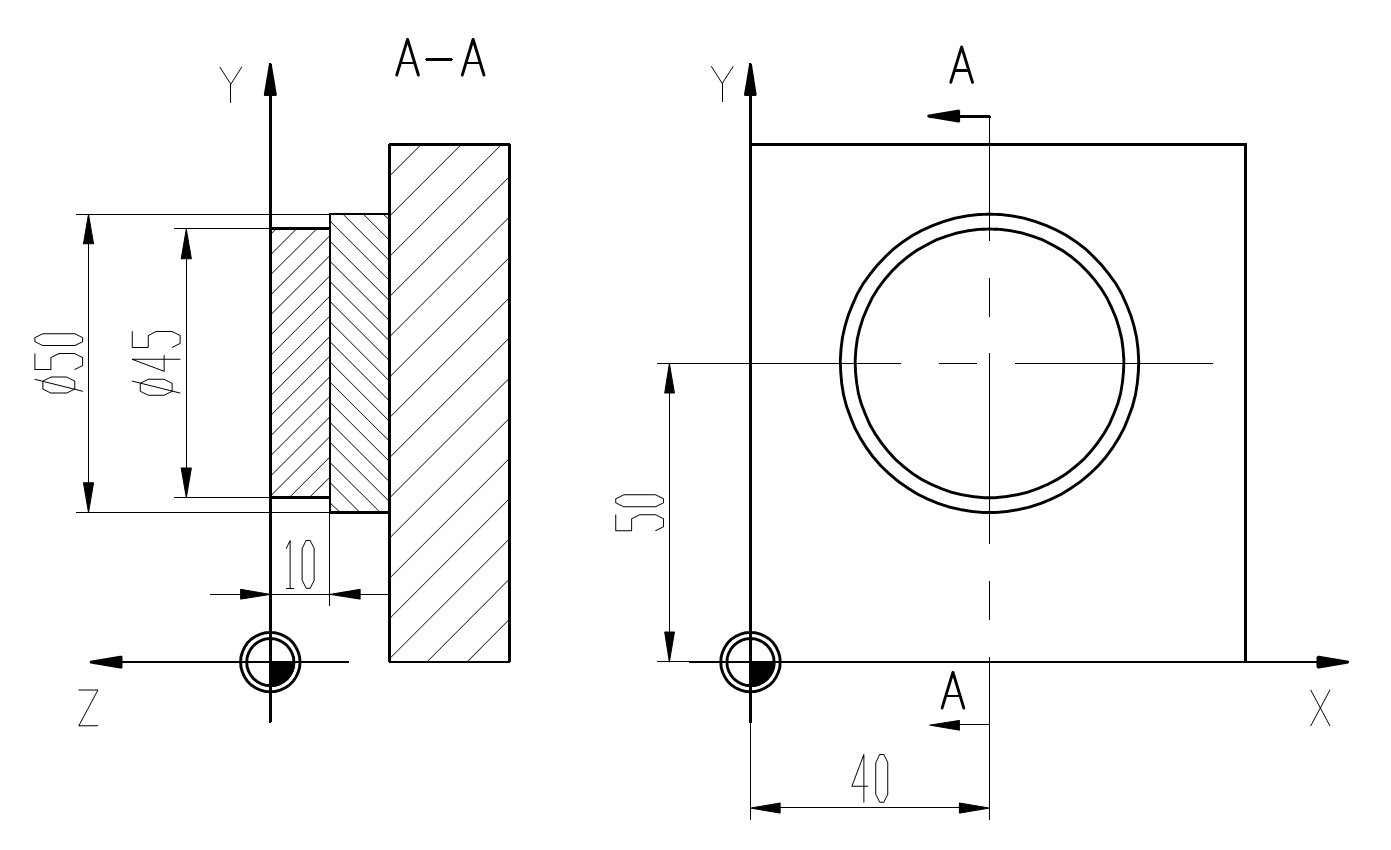
图3.29 编程图示
N10 T8 M06
N20 M03 S1800
N30 G17 G00 G90 X100 Y100 Z10
N40 CYCLE77(10,0,3,-10,45,40,
50,6,0.2,0,700,700,1,1,50)
N50 G00 X100 Y100
N60 M30
