

3.04 绝对/相对指令(G90/G91,AC/IC)
功能:
绝对尺寸中(G90),位置数据总是取决于当前有效坐标系的零点,即对刀具应当运行到的绝对位置进行编程。在增量尺寸中(G91),位置数据取决于上一个运行到的点,即增量尺寸编程用于说明刀具运行了多少距离。
在增量尺寸(G91)中,可以用关键字AC为单个轴设置段内有效的绝对尺寸;同样也可以在绝对尺寸(G90)中,用关键字IC为单个轴设置段内有效的增量尺寸。
指令格式:
G90 ;激活绝对尺寸,模态有效
G91 ;激活增量尺寸,模态有效
轴=AC(…) ;AC非模态指令,括号内为指定的位置值
轴=IC(…) ;IC非模态指令,括号内为指定的位置值
说明:
1. G90和G91均为模态有效,系统的初始设定为G90绝对尺寸有效。
2. AC/IC既可以用于线性轴编程也可以用于旋转轴编程,也可以用于插补参数I/J/K编程。
3. 用于旋转轴编程时,AC的取值范围:[0,360)度;IC的取值范围:0~±999度。用于线性轴编程时,AC/IC的取值范围同X/Y/Z轴。
4. 用于旋转轴编程时,AC的运行方向取决于旋转轴的实际位置。如果目标位置大于实际位置,轴在正的旋转方向下趋近,否则,在负的旋转方向下趋近。
5. IC中值的符号定义了旋转轴的旋转方向。正号:正方向增量进给;负号:负方向增量进给。IC可以编程大于等于360度,例如:C=IC(720)。
举例:
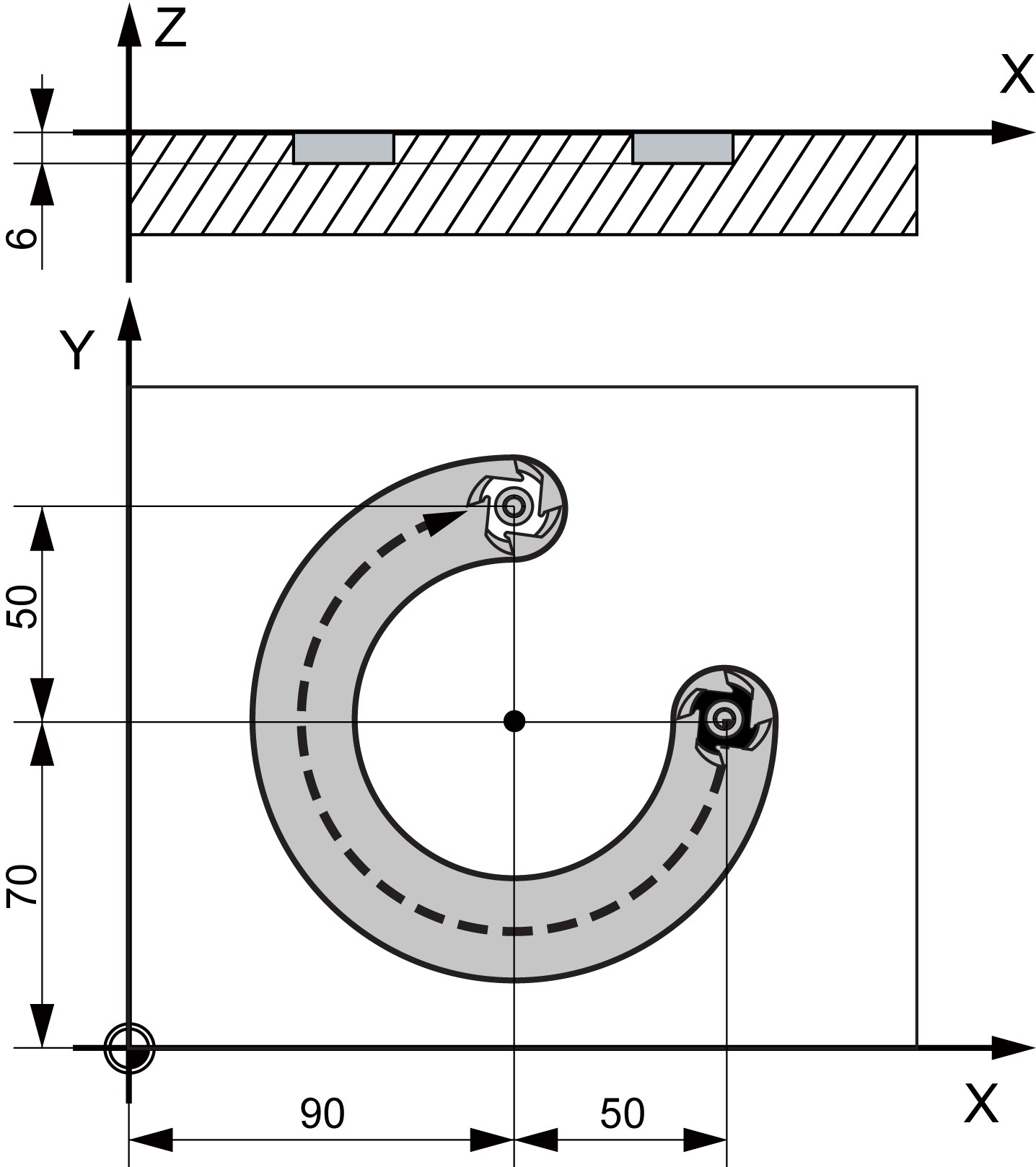
N10 M03 S1000
N20 G90 G00 X140 Y70 Z2
N30 G01 Z-5 F200
N40 G02 X90 Y120 I=AC(90)J=AC(70) ;用绝对尺寸编写圆心坐标
N50 G00 Z2
N60 M30
