

3.11.08 环形槽铣削SLOT2
编程:
SLOT2(RTP,RFP,SFD,DEP,DPR,NUM,ASL,WID,CPA,CPO,RAD,STA,INA,FFD,FFS,MIDP,MDIR,FAL,TYP,MIDF,FFC,SSF,FFCP)
参数:
|
RTP |
real |
退回平面(绝对坐标) |
|
RFP |
real |
基准平面(绝对坐标) |
|
SFD |
real |
安全间隙(无符号输入) |
|
DEP |
real |
键槽深度(绝对坐标) |
|
DPR |
real |
相对于基准平面的键槽深度(无符号输入) |
|
NUM |
int |
键槽数量 |
|
ASL |
real |
环形槽角度(无符号输入) |
|
WID |
real |
环形槽宽度(无符号输入) |
|
CPA |
real |
圆弧的圆心,横坐标(绝对坐标) |
|
CPO |
real |
圆弧的圆心,纵坐标(绝对坐标) |
|
RAD |
real |
圆弧的半径(无符号输入) |
|
STA |
real |
起始角 |
|
INA |
real |
增量角度 |
|
FFD |
real |
深度加工进给速度 |
|
FFS |
real |
表面加工进给速度 |
|
MIDP |
real |
最大进刀深度(无符号输入) |
|
MDIR |
int |
环形槽加工的铣削方向 |
|
2=顺时针铣削(G2) |
||
|
3=逆时针铣削(G3) |
||
|
FAL |
real |
键槽边缘的精加工余量(无符号输入) |
|
TYP |
int |
加工方式 |
|
个位值:0=综合加工 |
||
|
1=粗加工 |
||
|
2=精加工 |
||
|
十位值:0=两个槽之间过渡处以G0方式进刀 |
||
|
1=两个槽之间过渡处以G2/G3方式沿着键槽所 |
||
|
在的圆弧轨道进刀 |
||
|
MIDF |
real |
精加工最大进刀深度 |
|
FFC |
real |
精加工进给速度 |
|
SSF |
real |
精加工主轴转速 |
|
FFCP |
real |
中间定位进给速度,在环形轨道上,单位毫米/分钟 |
功能:
循环SLOT2用于加工环形槽,这些槽位于一个圆弧上。

图3.42 环形槽
参数说明:
参数RTP,RFP,SFD,DEP,DPR,FFD,FFS,MIDP,MDIR,FAL,TYP,MIDF,FFC,SSF参见SLOT1
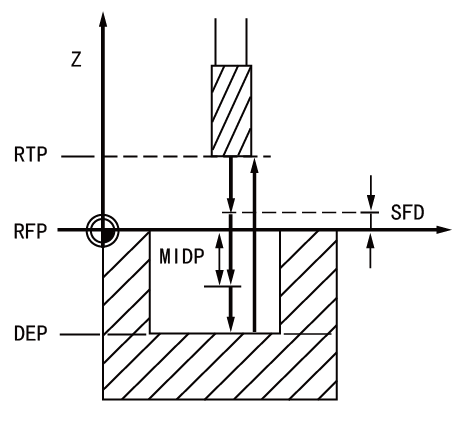
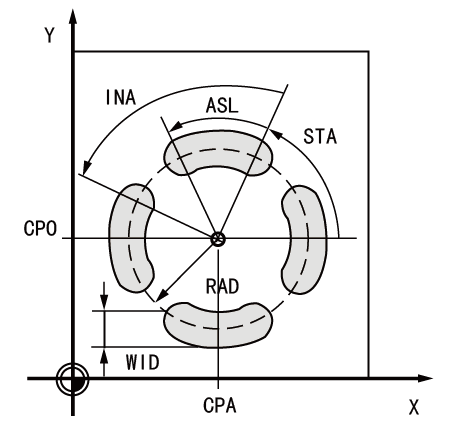
图3.43 参数图示
NUM(个数)
参数NUM用于说明键槽个数
ASL和WID(角度和环形槽宽度)
参数ASL和WID可以确定平面中一个键槽的形状。在循环内部检查使用当前的刀具是否会损伤键槽宽,是则发出报警“铣刀半径太大”,并停止循环的执行。
CPA,CPO,和RAD(圆心和半径)
圆弧的位置通过圆心(CPA,CPO)和半径(RAD)确定。半径仅允许正值。
TYP(加工方式)
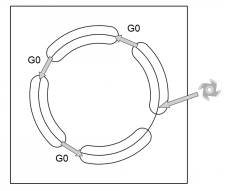
(十位值为0)
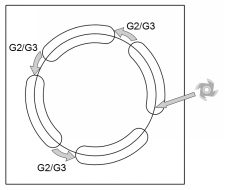
(十位值为1)
图3.44 两个槽之间的过渡进刀(加工方式十位值)
STA和INA(起始角和增量角)
通过这些参数,可以确定圆弧上环形槽的排列。
STA说明循环调用之前工件坐标系横坐标的正方向与第一个环形槽之间的夹角。参数INA包含一个环形槽到下一个环形槽之间的夹角。
如果INA=0,在循环内部用环形槽的数量自动计算出增量角,这些环形槽均匀的分布在圆弧上。
编程举例:
加工4个环形槽,它们位于一个圆弧上,圆心X30 Y40,半径17mm,在XY平面中,这些环形槽有以下尺寸:宽度6mm,槽长的角度为40度,深度9毫米。起始角度70度,增量角度90度。在键槽轮廓上考虑0.5mm的精加工余量,横向进给轴Z方向安全距离为2mm,最大深度进给4mm。这些键槽应该综合加工。在精加工时转速和进给应该相同,精加工时的进刀应该到槽深。
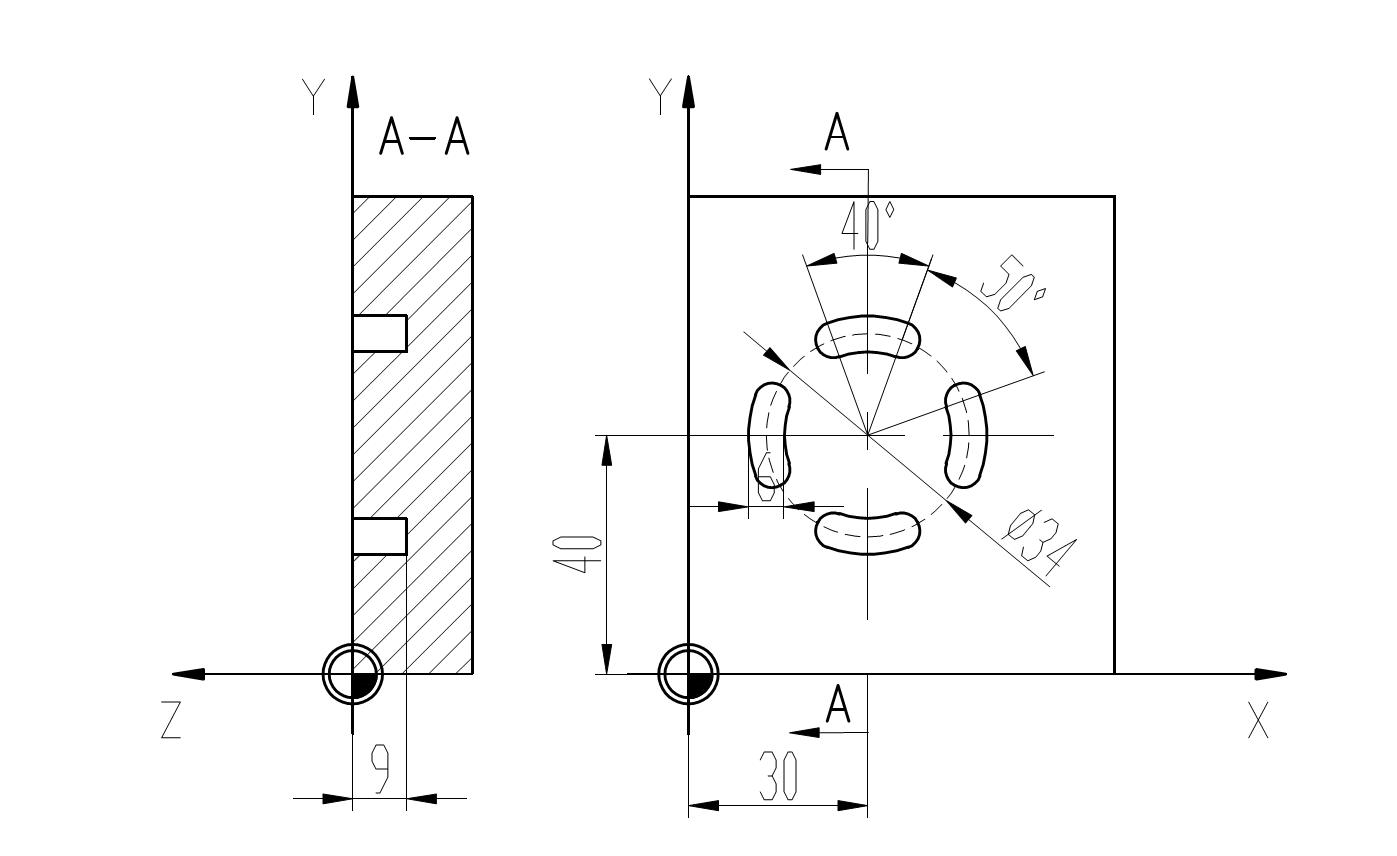
图3.45 编程图示
N10 G17 G90 S600 M03
N20 T10 D1
N30 M06
N40 G00 X60 Y60 Z5
N50 SLOT2(5,0,2,-9,0,4,40,6,30,40,17,70,90,100,300,4,2,0.5,0,3,0,600,0)
N60 M30
