

3.10 极坐标
3.10.1 极坐标系(AP,RP)
功能:
极坐标系是一个二维坐标系统,它是以G17/G18/G19为基准平面进行定义的。该坐标系统中的点由一个夹角(极角)和一段相对中心点(极点)的距离(极半径)来表示。极点可以在直角坐标系或极坐标系下进行定义。如下图3.14所示:
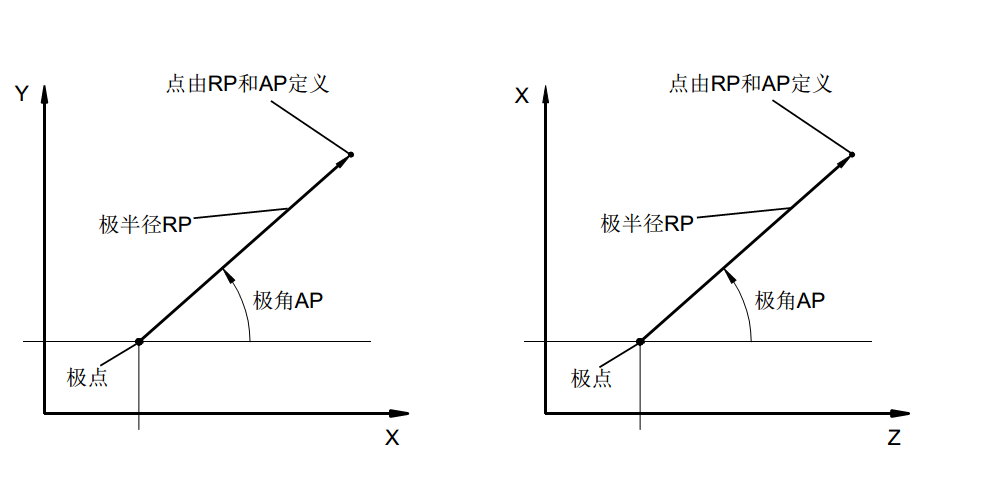
图3.14 G17平面内正方向极角和极半径定义 G18平面内正方向极角和极半径定义
指令格式:
RP= ;极半径
AP= ;极角
说明:
1.极半径定义为当前点到极点的距离,是一个正的绝对值,单位:mm或英寸。
2.极半径一直保存,模态有效。只有极点发生变化或平面更改后才需要重新进行定义。
3.极角是指与所在平面中的横坐标轴之间的夹角(如:G17平面中的X轴)。
4.极角一直保存,模态有效。直到定义了一个新的极点或更换了工作平面。
5.极角逆时针旋转为正方向,极角的范围为(-360,360),单位:度。
3.10.2 极点定义(G110/G111/G112)
极点可以用直角坐标或者极坐标来进行定义。如下图3.15所示:

图3.15 极点的定义方式
指令格式:
G110 X…Y…Z…或G110 AP=… RP=…
G111 X…Y…Z…或G111 AP=… RP=…
G112 X…Y…Z…或G112 AP=… RP=…
说明:
1. G110:相对于上次编程点定义极点。G110后的极坐标都是以这个极点为基准进行编程的。
2. G111:相对于当前的工件坐标系的零点定义极点。
3. G112:相对于最后有效的极点定义极点。
4. G110、G111、G112都是单独程序段。
5. 定义好的极点一直保持有效,直到定义了新的极点。
6. 如果没有定义极点,那么就以当前坐标系的原点为极点。
7. 只有G00、G01、G02、G03插补指令能在极坐标方式下进行编程。其它指令中出现AP或RP编程方式,则报警。
3.10.3 极坐标编程
运动指令G00、G01、G02、G03能够用极坐标方式进行编程。
指令格式:
G00 AP=… RP=…
G01 AP=… RP=…
G02 AP=… RP=…
G03 AP=… RP=…
说明:
1. G00--快速移动指令;G01--直线插补指令;G02--顺时针圆弧插补指令;G03--逆时针圆弧插补指令。
2. AP=:极角,即极半径与工作平面横轴(如G17平面内X轴)之间的夹角。逆时针方向为正,取值范围:(-360,360),单位:度。极角模态有效。
3. RP=:极半径始终是正的绝对值,极半径模态有效。
4. 垂直于工作平面的第3根几何轴也可以用直角坐标表示。如下图3.16所示:G17 G00 AP=...RP=... Z...
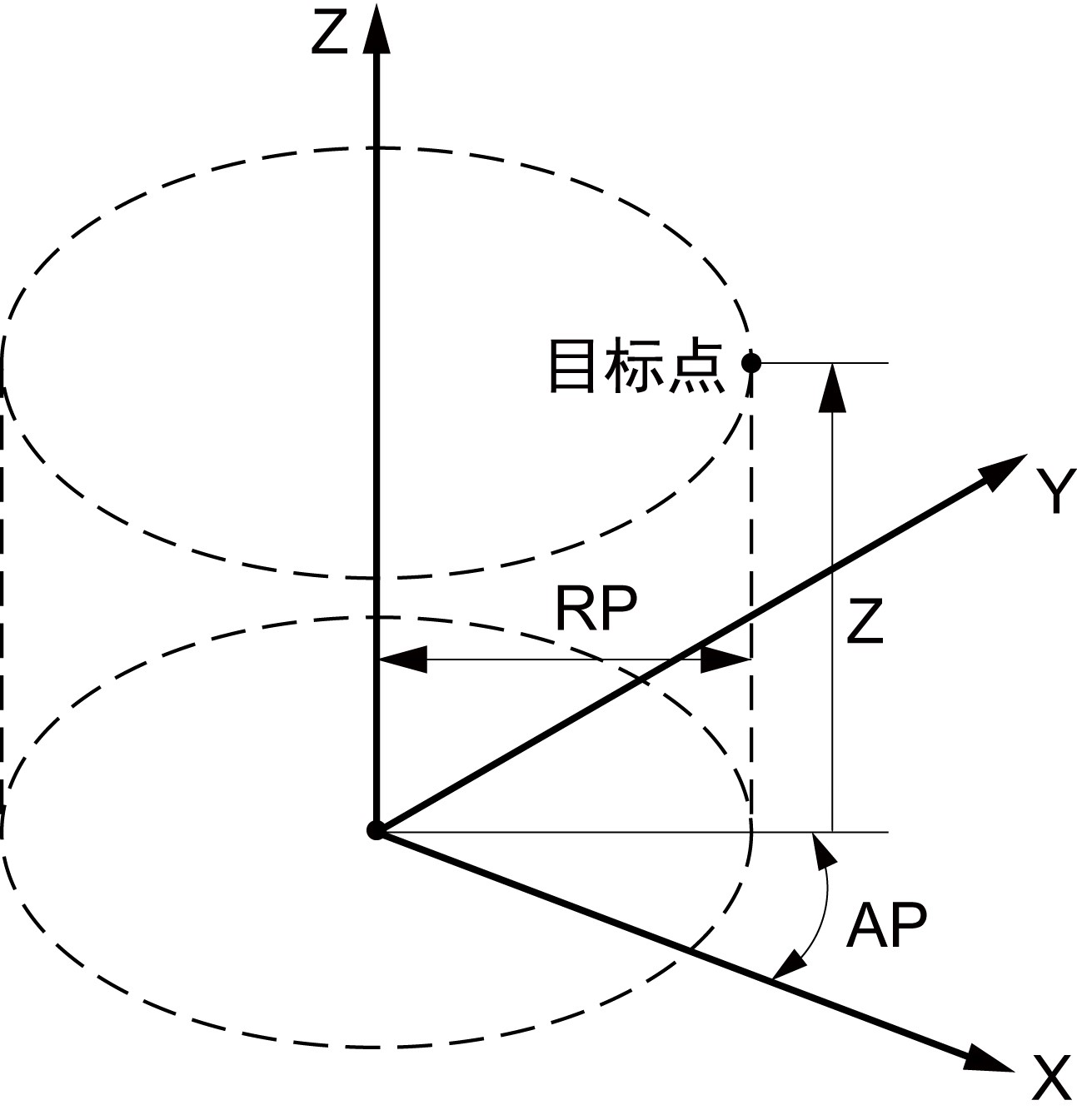
图3.16 极坐标与直角坐标编程
举例:

N10 G17 G54 ;定义G17平面 ;选择工件坐标系
N20 G111 X100 Y90 ;定义极点
N30 G00 RP=60 AP=30 Z5 ;定位至起点
N40 (SUB) ;子程序调用
N50 G00 AP=IC (90) ;快速定位下一个位置,以增量尺寸定义极角,N30中定义极半径仍有效,不需要设定
N60 (SUB)
N70 G00 AP=IC (90)
N80 (SUB)
N90 G00 AP=IC (90)
N100 (SUB)
N110 G00 X300 Y200 Z100 ;退刀,X、Y、Z坐标是以G54为原点,不是以N20定义的极点为原点的
N120 M30
说明:
当前点编程方式:
极坐标:以最新定义的极点为原点进行编程。
直角坐标:以最新定义的可设定框架(如G54)或可编程框架(如TRANS)为原点进行编程。
举例:
N10 G17 G54 G90
N20 G111 X20 Y30 ;定义极点
N30 G00 X10 Y20 ;X、Y以G54为原点编程
N40 AP=10 RP=20 ;AP、RP以N20定义的极点编程极坐标
N50 X40 Y50 ;X、Y以G54为原点编程
