

3.11.09 螺纹铣削CYCLE90
编程:
CYCLE90(RTP,RFP,SFD,DEP,DPR,DIATH,KDIAM,PIT,FFR,MDIR,TYP,CPA,CPO)
参数:
|
RTP |
real |
退回平面(绝对坐标) |
|
RFP |
real |
基准平面(绝对坐标) |
|
SFD |
real |
安全间隙(无符号输入) |
|
DEP |
real |
深度(绝对坐标) |
|
DPR |
real |
相对于基准平面的深度(无符号输入) |
|
DIATH |
real |
螺纹的外径 |
|
KDIAM |
real |
螺纹的内径 |
|
PIT |
real |
螺距: |
|
范围值0.001…2000.000mm |
||
|
FFR |
real |
用于螺纹铣削的进给率(无符号输入) |
|
MDIR |
int |
螺纹铣削方向 |
|
值: 2(用于带G2的螺纹铣削) |
||
|
3(用于带G3的螺纹铣削) |
||
|
TYP |
int |
螺纹类型: |
|
值: 0=内螺纹 |
||
|
1=外螺纹 |
||
|
CPA |
real |
圆弧的圆心,横坐标(绝对坐标) |
|
CPO |
real |
圆弧的圆心,纵坐标(绝对坐标) |
功能:
使用循环CYCLE90您可以加工内螺纹和外螺纹,在螺纹铣削时轨迹基于一个螺旋线插补。在调用循环之前所确定的平面中的三个轴均参加该运动。
图3.46 螺纹铣削
参数说明:
参数RTP,RFP,SFD,DEP,DPR参见SLOT1
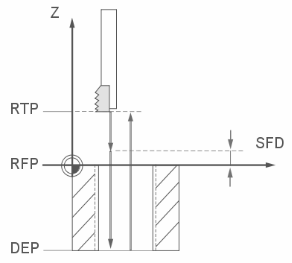
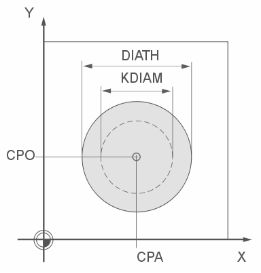
图3.47 参数图示
DIATH,KDIAM和PIT(额定直径,内部直径和螺距)
使用这些参数,您可以确定螺纹参数:额定直径,螺纹根直径和螺距。参数DIATH为螺纹的外径,KDIAM为螺纹的内径。根据这些参数在循环内部形成内进和外伸运动。
FFR(进给)
参数FFR的数值规定了螺纹铣削时的进给率,在螺旋插补中生效。在循环中,该值在内进和外伸运动时减少。
MDIR(旋转方向)
在此参数下您可以规定螺纹加工方向的值。如果该参数有一个不允许的值,则显示信息“铣削方向错误,产生G3”。在这种情况下继续执行该循环,并自动产生G3。
TYP(螺纹类型)
使用该参数TYP您可以确定进行外螺纹或者内螺纹的加工。
CPO和CPA(中心点)
在这些参数下,您可以确定进行螺纹加工的中心点。
编程举例:
使用该程序您可以在G17平面位置X30 Y50处铣削一个内螺纹。
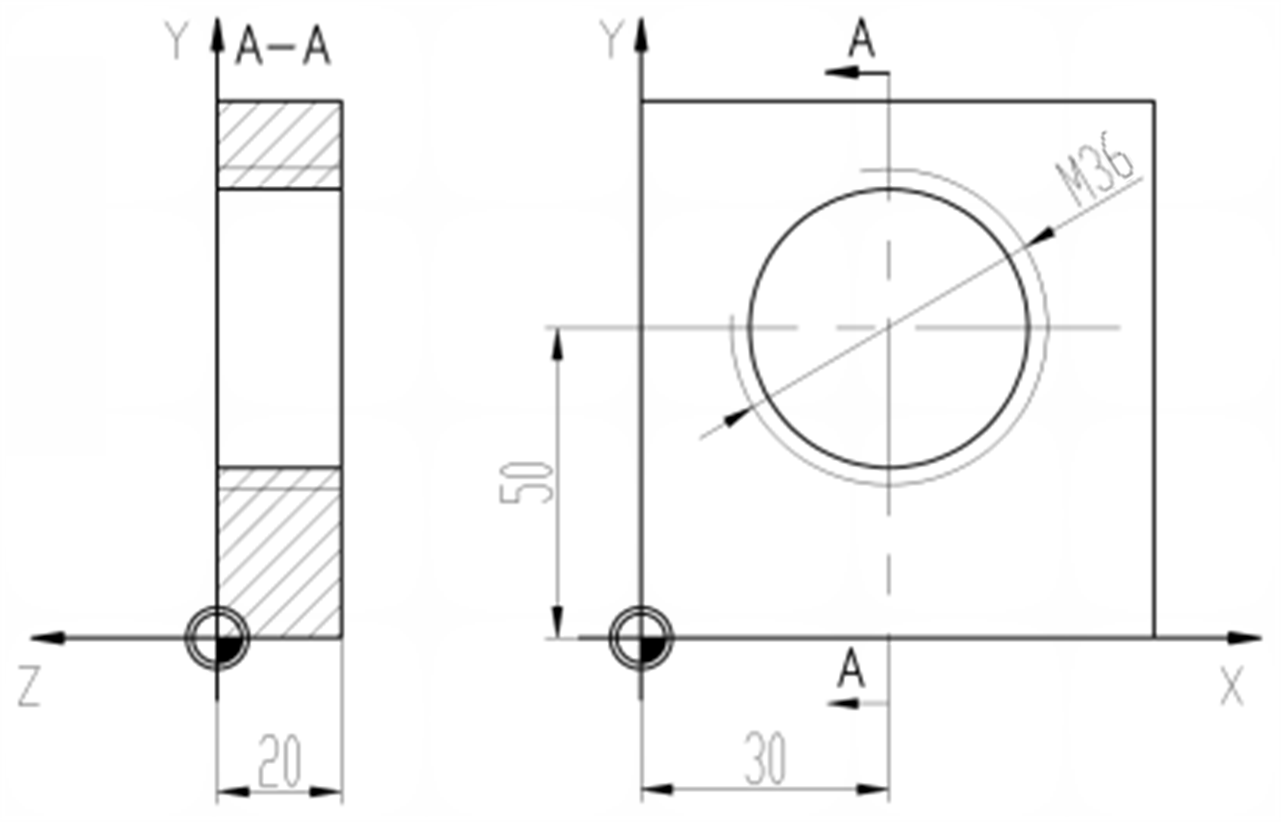
图3.48 编程图示
N10 T5 M06
N20 G90 G00 G17 X0 Y0 Z80 S200 M03
N30 CYCLE90(10,0,5,-20,0,45,40,2,500,2,0,30,50)
N40 G00 Z100
N50 M02
