

3.11.19 停止2钻孔(镗孔4)CYCLE88
编程:CYCLE88(RTP,RFP,SFD,DEP,RDP,DTB,SDIR)
参数:
|
RTP |
Real |
退回平面(绝对坐标) |
|
RFP |
Real |
基准平面(绝对坐标) |
|
SFD |
Real |
安全间隙(无符号输入) |
|
DEP |
Real |
最后钻孔深度(绝对坐标) |
|
RDP |
Real |
相对于基准平面的最后钻孔深度(无符号输入) |
|
DTB |
Int |
最后钻孔深度处的停顿时间(断屑) |
|
SDIR |
Int |
旋转方向值:3(对应于M3)、4(对应于M4) |
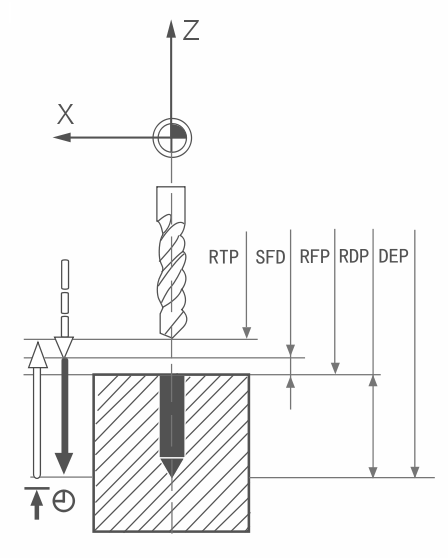
图3.60 CYCLE88图例
功能:刀具按编程的主轴转速和进给速度钻孔直至到达定义的最后钻孔深度。在镗孔过程中,到达最后钻孔深度时会产生停顿时间,然后执行主轴停止M5和程序停止M0。按“循环启动”键继续快速返回到退回平面。
1.使用G0到达基准平面之前的安全间隙处。
2.使用G1按循环调用前编程的进给速度移动到最终钻孔深度处。
3.最后钻孔深度处的停顿时间。
4.M5主轴停止,M0程序停止。
5.按“循环启动”键。
6.使用G0返回到退回平面。
参数说明:
1.对于参数RTP、RFP、SFD、DEP、RDP,参见CYCLE81。
2.DTB(停顿时间):DTB以秒为单位编程了到达最后钻孔深度时的停顿时间。
3.SDIR(旋转方向):使用此参数定义循环中进行镗孔时的旋转方向。如果参数的值不是3或4(M03/M04),则产生报警且不执行循环。
编程实例:
使用CYCLE88停止2钻孔,停顿时间为一秒。
|
N10 G90 G17 G54 S400 M03 |
参数定义 |
|
N20 G00 X20 Y20 |
移动至钻孔位置 |
|
N30 G94 F100 |
给定进给量 |
|
N40 CYCLE88(10,0,3,-20,20,1,3) |
循环调用 |
|
N50 G00 Z50 |
返回安全位置 |
|
N60 M02 |
程序结束 |
