

3.11.07圆周槽铣削SLOT1
编程:
SLOT1(RTP,RFP,SFD,DEP,DPR,NUM,LENG,WID,CPA,CPO,RAD,STA,INA,FFD,FFS,MIDP,MDIR,FAL,TYP,MIDF,FFC,SSF,FALD,STA2)
参数:
|
RTP |
real |
退回平面(绝对坐标) |
|
RFP |
real |
基准平面(绝对坐标) |
|
SFD |
real |
安全间隙(无符号输入) |
|
DEP |
real |
键槽深度(绝对坐标) |
|
DPR |
real |
相对于基准平面的键槽深度(无符号输入) |
|
NUM |
int |
键槽数量 |
|
LENG |
real |
键槽长度(无符号输入) |
|
WID |
real |
键槽宽度(无符号输入) |
|
CPA |
real |
圆弧的圆心,横坐标(绝对坐标) |
|
CPO |
real |
圆弧的圆心,纵坐标(绝对坐标) |
|
RAD |
real |
圆弧半径(无符号输入) |
|
STA |
real |
起始角 值范围:-180<STA<=180 |
|
INA |
real |
增量角度 |
|
FFD |
real |
深度加工进给速度 |
|
FFS |
real |
表面加工进给速度 |
|
MIDP |
real |
最大进刀深度(无符号输入) |
|
MDIR |
int |
键槽加工的铣削方向(无符号输入) |
|
0=同向铣削 |
||
|
1=逆向铣削 |
||
|
2=顺时针铣削 |
||
|
3=逆时针铣削 |
||
|
FAL |
real |
键槽边缘的精加工余量(无符号输入) |
|
TYP |
int |
加工方式(无符号输入) |
|
个位 |
||
|
值:0. 综合加工 |
||
|
1.粗加工 2.精加工 |
||
|
十位 |
||
|
值:0. 以G0垂直 |
||
|
1.以G1垂直 2.以G1摆动 |
||
|
MIDF |
real |
精加工最大进刀深度 |
|
FFC |
real |
精加工进给速度 |
|
SSF |
real |
精加工主轴转速 |
|
FALD |
real |
键槽底部精加工余量 |
|
STA2 |
real |
摆动运动时的最大插入角 |
功能:
用于加工以圆弧排列的键槽,其纵向轴径向对齐。
图3.38 圆周槽
参数说明:
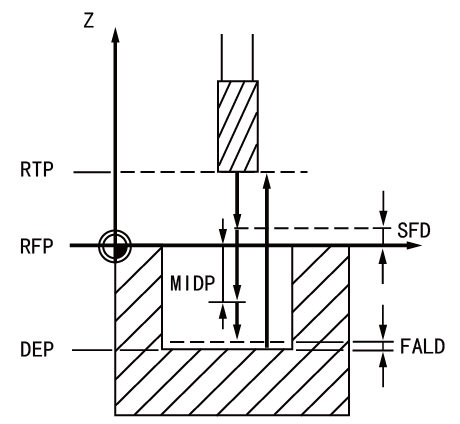
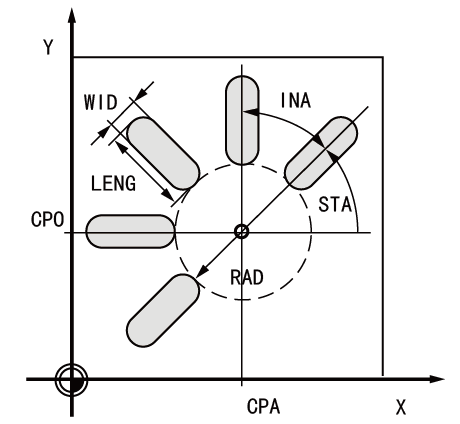
图3.39 参数图示
RTP(退回平面)
循环结束以后刀具退回的位置。
RFP(基准平面)
键槽铣削的起始平面,一般指的是毛坯上表面。
SFD(安全间隙)
为保证安全而设定的提前基准平面的一个安全距离。
DEP和DPR(键槽深度)
键槽深度可以以到基准面的绝对尺寸(DEP)规定,也可以以到基准面的相对尺寸(DPR)规定。在相对尺寸时,循环利用基准平面和退回平面的位置自己计算所产生的深度。
NUM(个数)
参数NUM说明键槽的个数
LENG和WID(键槽长度和键槽宽度)
用LENG和WID可以确定平面中一个键槽的形状。铣刀直径不能大于键槽宽度,否则会产生报警“铣刀半径太大”,并且终止循环执行。铣刀直径不允许小于半个键槽宽度。
CPA,CPO和RAD(圆心和半径)
圆弧的位置通过圆心(CPA,CPO)和半径(RAD)定义。半径仅允许正值。
STA和INA(起始角和增量角)
通过这两个参数,您可以确定圆弧上键槽的排列。STA说明循环调用时所激活的工作平面的横坐标与第一个键槽之间的夹角。参数INA说明一个键槽到下一个键槽的夹角。
如果INA=0,在循环内部自动根据键槽的数量计算增量角,这些键槽均匀的分布在圆弧上。
FFD和FFS(进给速度)
FFD是深度方向的进给速度,FFS是粗加工时的表面进给速度。
MIDP(进刀深度)
参数MIDP用来确定粗加工时最大的进刀深度,循环根据MIDP和键槽深度自动计算出进刀数量和进给深度。
MIDP=0表示按照一步进刀到凹槽深度。
MDIR(铣削方向)
参数MDIR规定键槽加工的方向。
铣削方向可以直接定义为顺时针方向(G2)或逆时针方向(G3),也可以定义为同向铣削或逆向铣削,循环自动结合主轴旋转方向确定铣削方向(顺时针或逆时针)。
|
同向铣削 |
逆向铣削 |
|
M3→G2 |
M3→G3 |
|
M4→G3 |
M4→G2 |
FAL(键槽边缘的精加工余量)
参数FAL用以编程键槽边缘的精加工余量。FAL不影响深度进给。如果FAL的值大于所给定的键槽宽度和所使用的铣刀直径,则FAL自动削减到最大可能的值。这种情况下,在粗加工时,在键槽长度方向上的两个端点以深度进刀进行往复铣削。
TYP,MIDF,FFC和SSF(加工方式、精加工进刀深度、进给速度和主轴转速)
个位:
0=综合加工(先进行粗加工,再进行精加工)
a,在粗加工中,扩孔加工键槽直至尺寸达到精加工余量的要求。主轴转速使用的是调用循环之前编程的主轴转速,进给由参数FFS确定,进刀深度由MIDP确定。
b,在精加工中,主轴转速由SSF确定,进给由FFC确定,深度方向的进刀深度由MIDF确定。
-如果MIDF=0,则进刀立即到最终深度。
-如果没有编程FFC,则进给FFS生效。
-如果没有编程SSF,则循环调用之前编程的转速生效。
1=粗加工
-使用循环调用之前编程的转速和进给FFS对键槽进行扩孔,加工直至尺寸达到精加工余量的要求。进刀深度由MIDP确定。
2=精加工
-该循环以此为前提:键槽已经扩孔,且尺寸达到精加工余量的要求,并且还仅仅要求对精加工余量进行处理。如果没有给出FFC和SSF的值,则进给FFS和循环调用之前编程的转速生效。参数MIDF的值决定进刀深度。
十位:
0=以G00垂直进刀
1=以G01垂直进刀
2=以G01摆动进刀
垂直插入加工(TYP=0X,TYP=1X)
始终在加工平面中的同一个位置(X:RAD+WID/2,Y:0)进行垂直深度进刀,直至达到键槽的最终深度。
摆动插入加工(TYP=3X)
表明铣刀中心以一条直线来回摆动,斜着插入直至到达下一个深度。最大的插入角由STA2确定,摆动位移的长度由LENG-WID计算。
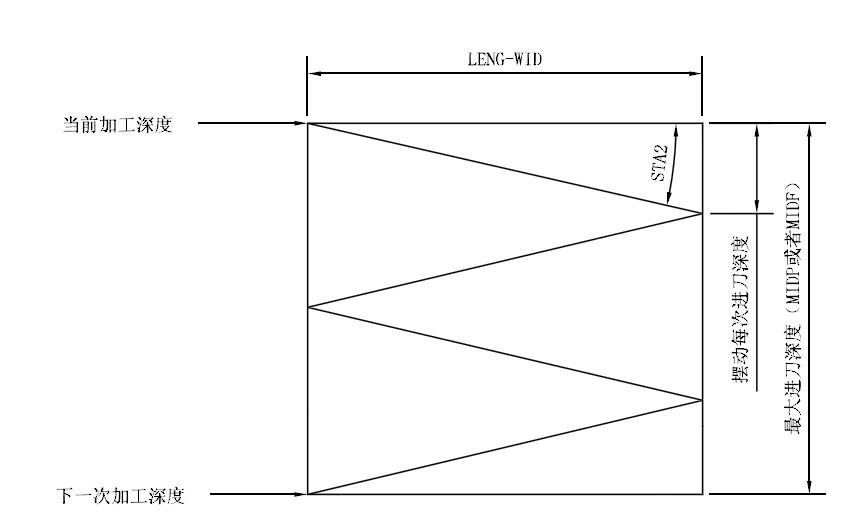
图3.40 摆动进刀图示
-如果最大进刀深度为摆动每次进给深度的偶数倍,X轴的下刀点位于靠近圆弧圆心的键槽长轴端点;
-如果最大进刀深度为摆动每次进给深度的奇数倍,X轴的下刀点位于远离圆弧圆心的键槽长轴端点。
-最大进刀深度并不是实际加工中的进刀深度,在循环内部,系统会根据RFP,DEP,MIDP,MIDF这些参数,计算出一个合理的进刀深度。
如果参数TYP编程一个其他值,则循环中断并发出报警“加工方式错误定义”。
FALD(键槽底部的精加工余量)
在粗加工时,在底部给定一个精加工余量。
STA2(插入角)
参数STA2定义最大的插入角,用于摆动加工。
编程举例:
该程序加工4个键槽,位于一个圆弧上,其分布如图3.41。
键槽有以下的尺寸:长度20mm,宽度10mm,深度20mm。安全距离1mm,精加工余量0.5mm,铣削方向为G2,深度方向最大进刀为6mm。
键槽应该完全通过摆动插入进行加工。
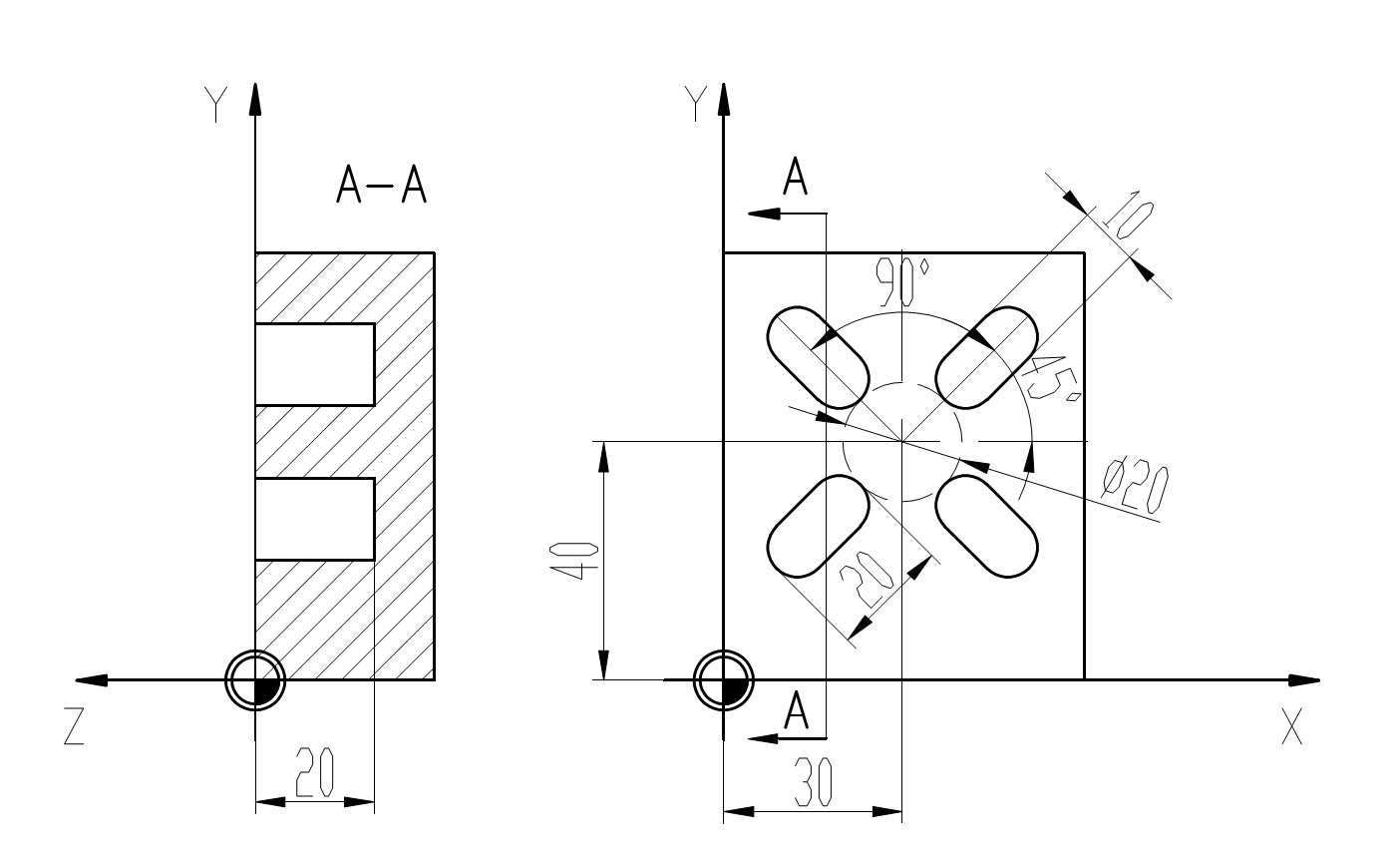
图3.41 编程图示
N10 G17 G90 S600 M03
N20 T10 D1
N30 M06
N40 G00 Y20 X5 Z50
N50 SLOT1(5,0,1,-20,0,4,20,10,30,40,10,45,
90,100,320,6,2,0.5,20,4,400,1200,0.5,5)
N60 M30
