6.1 Outer contouring
Article Number: 526 | Rating: Unrated | Last Updated: Fri, Aug 26, 2016 3:43 PM
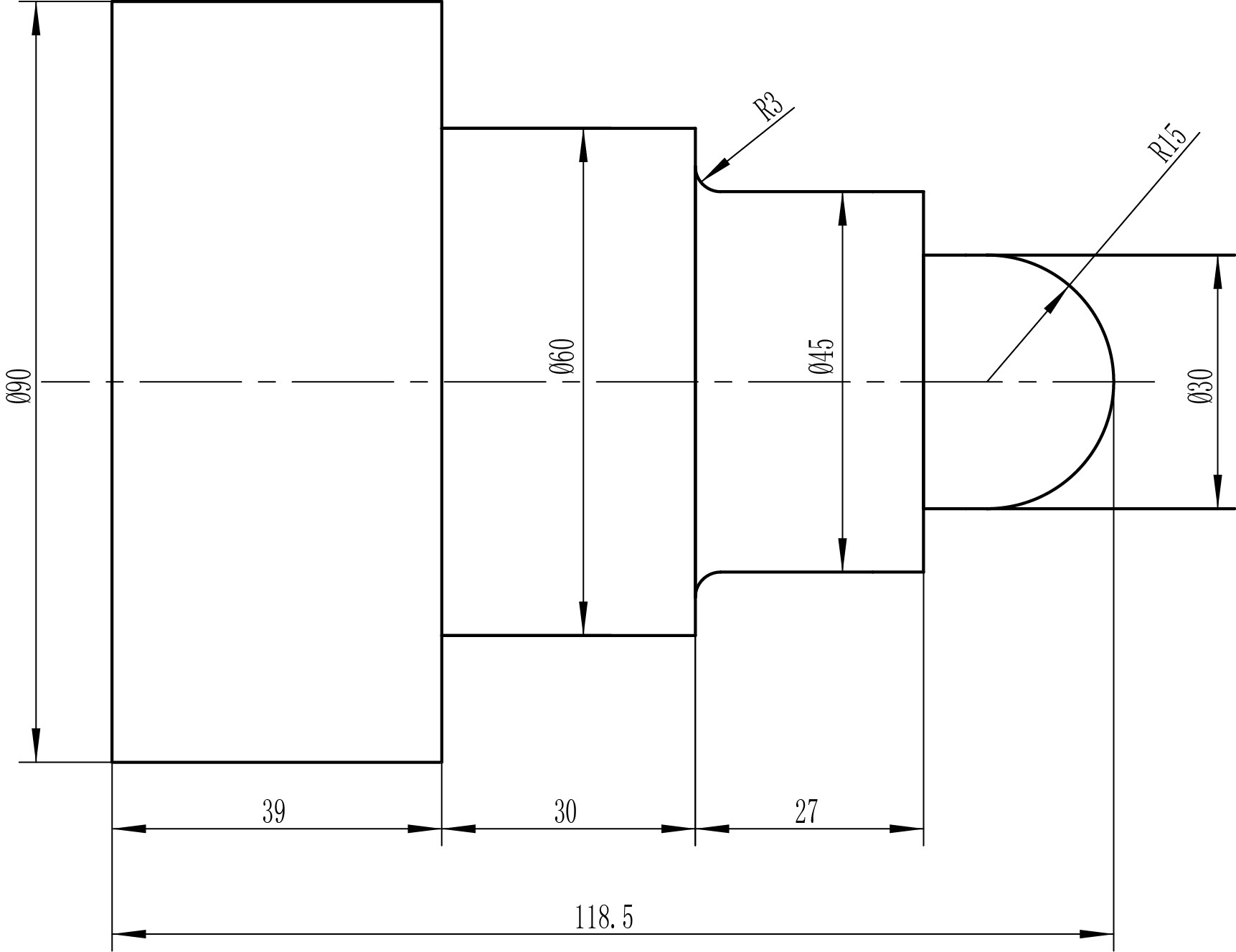
Example drawing:
Processing:
1. T1 rough turning outercylindrical
2. T2 finish turning outercylindrical
Machining program:
N10 T1 D1
N20 M03 S600
N30 G95 F0.2
N40 G00 X100 Z2
 N60 G00 X100
N60 G00 X100
N70 Z100
N80 M01N90 T2 D1
N100 M03 S800
N110 G00 X100 Z2
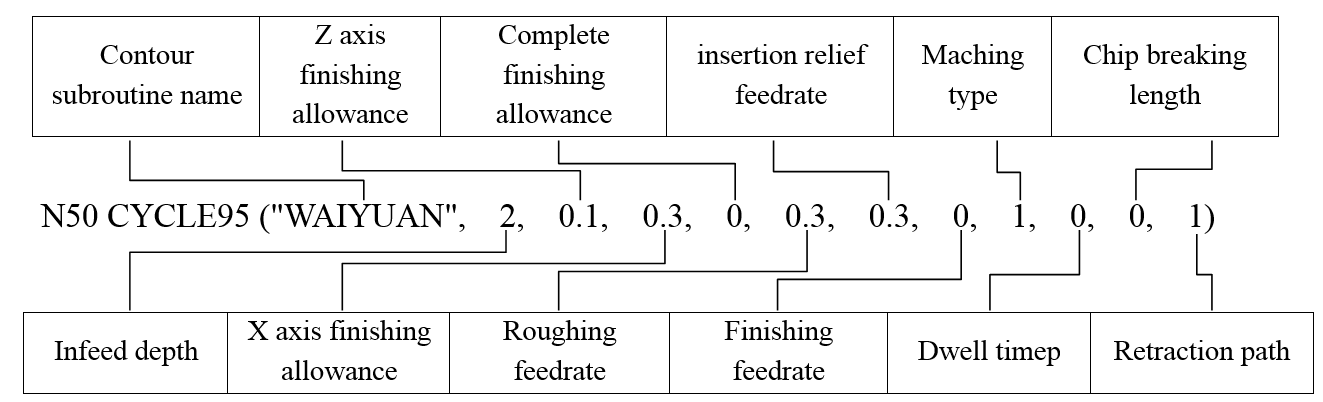
N120 CYCLE95 ("WAIYUAN", 0, 0, 0, 0, 0, 0, 0.15, 5, 0, 0, 1)
N130 G00 X100
N140 Z100
N150 M5
N160 M30
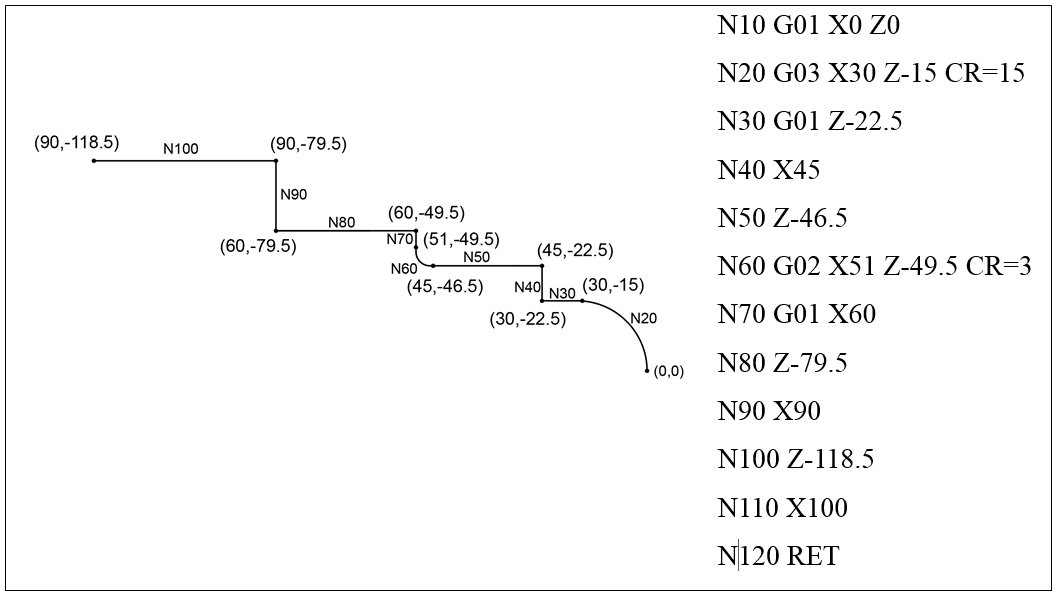
subroutine WAIYUAN.iso: