

5.2.8 Drilling with stop 2 (boring 4) CYCLE88
Programming:
CYCLE88 (RTP, RFP, SFD, DEP, RDP, DTB, SDIR)
Parameters:
|
RTP |
Real |
Retraction plane (absolute) |
|
RFP |
Real |
Reference plane (absolute) |
|
SFD |
Real |
Safety clearance (enter without sign) |
|
DEP |
Real |
Final drilling depth (absolute) |
|
RDP |
Real |
Final drilling depth relative to the reference plane (enter without sign) |
|
DTB |
Int |
Dwell time at final drilling depth (chip breakage) |
|
SDIR |
Int |
Direction of rotation Values: 3 (for M03), 4 (for M04) |
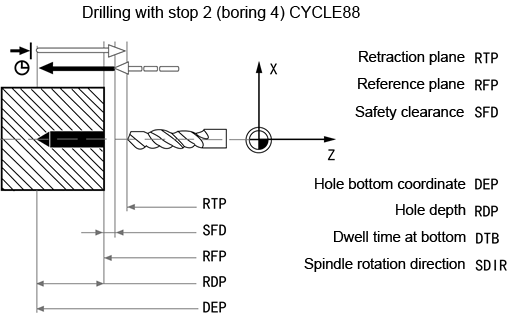
Fig.5.9 CYCLE88
Function:
The tool drills at the programmed spindle speed and feedrate to the entered final drilling depth. During boring pass 4, a dwell time, a spindle stop without orientation M05 and a programmed stop M 0 are generated when the final drilling depth is reached. Pressing the NC START key traverses the outward movement at rapid traverse until the retraction plane is reached.
Sequence:
1. Approach of the reference plane brought forward by the safety clearance by using G00
2. Traversing to final drilling depth with G1 and the feedrate programmed prior to the cycle call
3. Dwell time at final drilling depth
4. Spindle stop with M05, program stop with M00
5. Press the NC START key.
6. Retraction to the retraction plane with G00
Explanation of the parameters:
1. For parameters RTP,RFP,SFD,DEP,RDP, see CYCLE81;
2. DTB(dwell time): The dwell time to the final drilling depth is programmed under DTB in seconds.
3. SDIR(direction of rotation): This parameter determines the direction of rotation with which the drilling operation is carried out in the cycle. If values other than 3 or 4 (M03/M04) are generated, alarm is generated and the cycle is aborted.
Example:
CYCLE88 is used for boring with stop 2. The drilling axis is the Z axis. Programming zero point is the center of end face. Dwell time is 1 second.
|
N10 G00 G90 G17 G40 T1 D1 S400 M03 |
Specification of technology values |
|
N20 G95 G01 Z10 X0 F0.2 |
Approach drilling cycles starting position |
|
N30 CYCLE88(10, 0, 1, -20, 20, 1, 3) |
Cycle call |
|
N40 G00 Z10 |
Next position |
|
N50 M02 |
End of program |
