

5.2.1 Drilling, centering CYCLE81
Programming:
CYCLE81 (RTP, RFP, SFD, DEP, RDP)
Parameters:
|
RTP |
Real |
Retraction plane (absolute) |
|
RFP |
Real |
Reference plane (absolute) |
|
SFD |
Real |
Safety clearance (enter without sign) |
|
DEP |
Real |
Final drilling depth (absolute) |
|
RDP |
Real |
Final drilling depth relative to the reference plane (enter without sign |
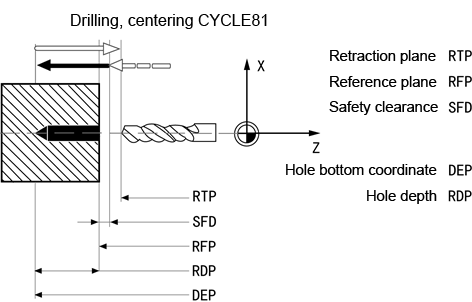
Fig.5.1 CYCLE81
Explanation of parameters:
1. RFP and RTP (reference plane and retraction plane): Normally, reference plane (RFP) and return plane (RTP) have different values. The cycle assumes that the retraction plane precedes the reference plane. This means that the distance from the retraction plane to the final drilling depth is larger than the distance from the reference plane to the final drilling depth.
2. SFD(safety clearance): The safety clearance (SFD) acts with reference to the reference plane. This is brought forward by the safety clearance. The direction in which the safety clearance is active is automatically determined by the cycle.
3. DEP and RDP(final drilling depth): The final drilling depth can be specified either absolute (DEP) or relative (RDP) to the reference plane. With relative specification, the cycle will calculate the resulting depth automatically using the positions of reference and retraction planes.
Function:
The tool drills at the programmed spindle speed and feedrate to the entered final drilling depth.
Sequence:
1. Approach of the reference plane brought forward by the safety clearance by using G00
2. Traversing to the final drilling depth at the feedrate programmed in the calling program (G01)
3. Retraction to the retraction plane with G00
Example:
This program produces one hole on the end face using the CYCLE81 drilling cycle. The drilling axis is always the Z axis. Programming zero point is the center of end face.
|
N10 G00 G90 G17 G40 T1 D1 S400 M03 |
Specification of technology values |
|
N20 G95 G01 Z10 X0 F0.2 |
Approach drilling cycles starting position |
|
N30 CYCLE81(10, 0, 1, -5, 5) |
Cycle call |
|
N40 G00 Z10 |
Next position |
|
N50 M02 |
End of program |
