

5.3.4 Thread undercut CYCLE96
Programming
CYCLE96 (DIATH, AXSA, FORM)
Parameter
|
DIATH |
Real |
Nominal diameter of the thread |
|
AXSA |
Real |
Starting point of the correction in the longitudinal axis |
|
FORM |
String |
Definition of the form Values: A (for form A), B (for form B), C (for form C), D (for form D) |
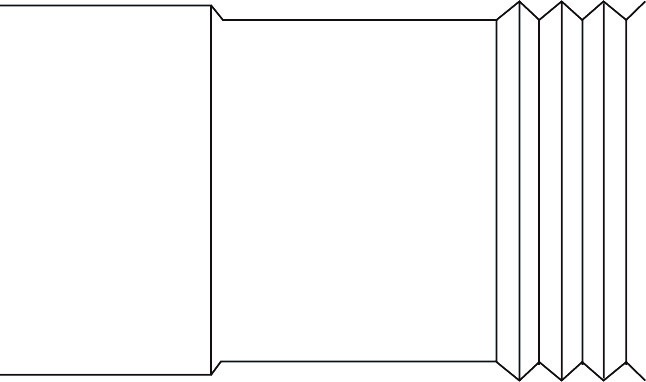
Fig.5.34 Thread undercut
Function
You can use this cycle to perform thread undercuts for parts with metrical ISO thread.
Sequence
The starting position can be any position from which each thread undercut can be approached without collision. The cycle creates the following sequence of motions:
1. Approach of the starting point determined in the cycle by using G00
2. Selection of the tool radius compensation according to the active tool point direction. Traversing along the undercut contour using the feedrate programmed before the cycle was called
3. Retraction to the starting point with G0 and deselection of the tool radius compensation with G40
Explanation of parameters:
DIATH (nominal diameter)
Use this cycle to perform thread undercuts for metric threads from M3 through M68.
1. If the value programmed in DIATH results in a final diameter of <3 mm, the cycle is aborted and alarm;
2. If the parameter has a value other than specified in GB, the cycle is also canceled, generating the alarm.
AXSA (starting point)
As Fig.5.35, the finished dimension in the longitudinal axis is defined using the parameter AXSA.
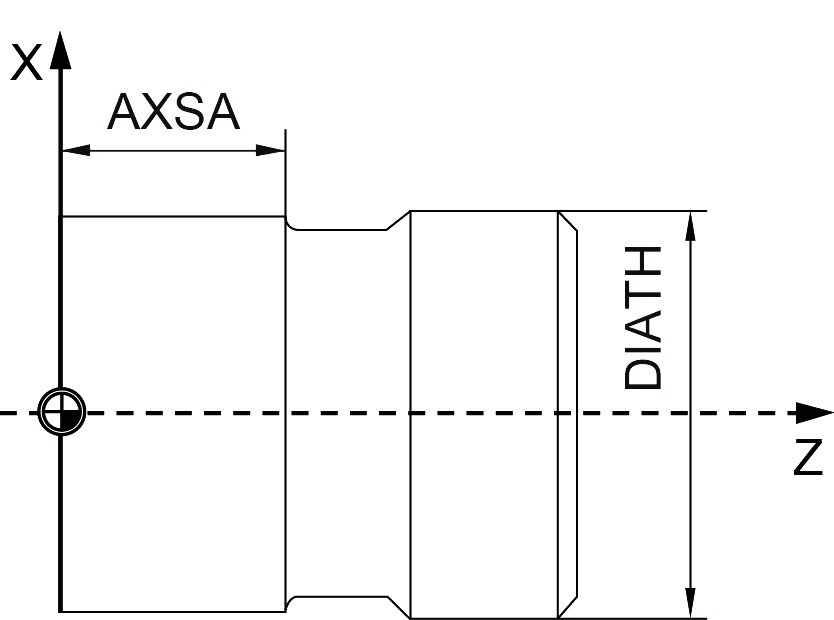
Fig.5.35 Thread undercut
FORM (form definition)
As Fig.5.36, thread undercuts of the forms A and B are defined for external threads, form A for standard run-outs of threads, and form B for short run-outs of threads. Thread undercuts of the forms C and D are used for internal threads, form C for a standard run-out of the thread, and form D for a short run-out. If the parameter has a value other than A ... D, the cycle aborts and creates alarm.

Fig.5.36 Thread undercut form
Note:
1. Internally in the cycle, the tool radius compensation is selected automatically.
2. The cycle only uses the tool point directions 1 ... 4. If the cycle detects a tool point direction 5... 9 or if the form of the undercut cannot be machined with the selected tool point direction, alarm is issued, and the cycle is canceled.
3. The cycle will find the starting point determined by the tool point direction of the active tool and the thread diameter automatically. The position of this starting point referred to the programmed coordinate values is determined by the tool point direction of the active tool.
4. Before calling the cycle, a tool compensation must be activated. Otherwise, the cycle is terminated and alarm is issued.
Example:
Thread undercut_ form A
This program can be used to program a thread undercut of form A.
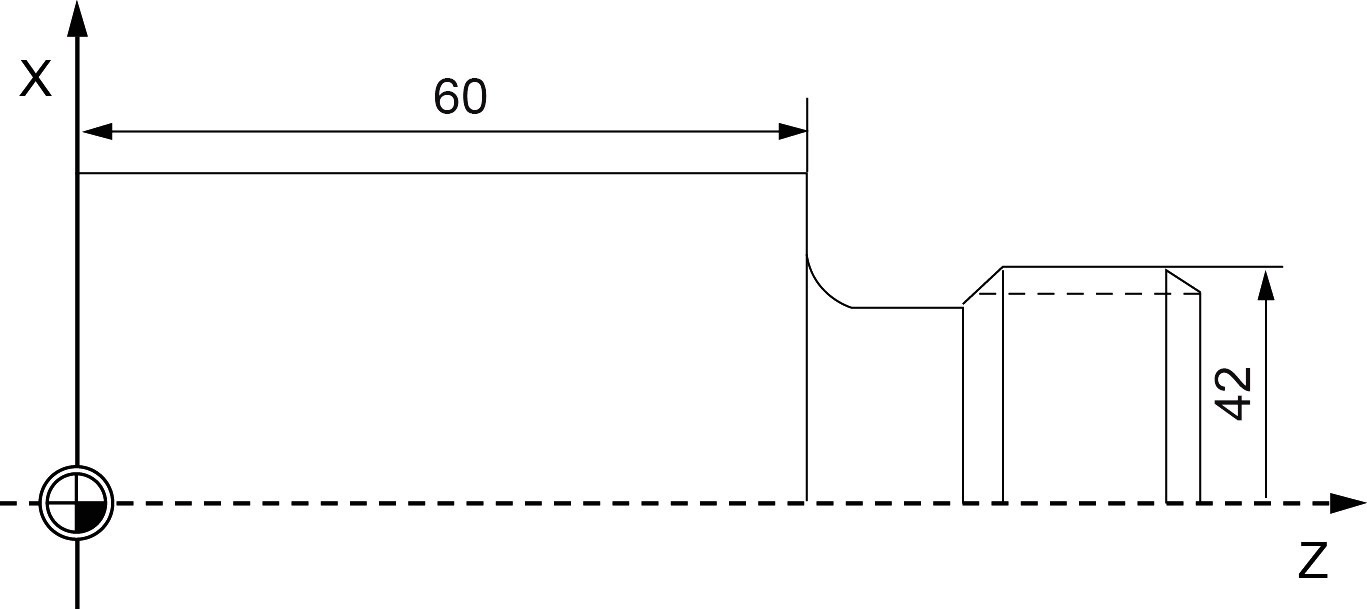
Fig.5.37 Example
|
N10 T1 D3 S300 M03 |
Specification of technology values |
|
N20 G95 G90 F0.3 |
|
|
N30 G00 Z100 X50 |
Approach drilling cycles starting position |
|
N40 CYCLE96 (42, 60, “A”) |
Cycle call |
|
N50 G90 G00 X50 Z100 |
Next position |
|
N60 M02 |
End of program |
